Anlagenbau im Aufbereitungsbereich
– am Beispiel der Altpapiersortierung –
Angela Hanke und Lydia Tempel 1. Bedeutung von Altpapier
als Sekundärrohstoff für die Papiererzeugung ...439
1.1. Qualitätsanforderungen an Altpapier ...441
1.2. Entwicklungstrends beim Altpapier ...442
2. Altpapiersortierung ...444
2.1. Sortiertechnik zur Altpapiersortierung ...444
2.1.1. Dosierbunker ...445
2.1.2. Kartonagensieb ...446
2.1.3. Zwischenbunker ...446
2.1.4. Feinsieb ...447
2.1.5. Spike-Technologien ...448
2.1.6. Sensorgestützte Sortiereinheiten ...448
2.1.7. Erhöhung der Deinkingausbeute durch Nachsortierung ...449
2.1.8. Handsortierung ...449
2.2. Störfaktoren im Anlagenbetrieb...449
3. Aktuelles Projekt zur Steigerung des Automatisierungsgrades in Sortieranlagen ...450
4. Fazit ...452
5. Literatur ...453 Entsorgungstechnik Bavaria plant, baut und modifiziert seit über dreißig Jahren Sortier- anlagen für feste Wertstoffe. Mit ihrer großen Erfahrung gehört die Entsorgungstechnik Bavaria GmbH zu den Spezialisten im Bereich der Altpapiersortierung.
1. Bedeutung von Altpapier als Sekundärrohstoff für die Papiererzeugung
Der Sekundärrohstoff Altpapier ist der mengenmäßig wichtigste Faserrohstoff der Papierindustrie in Deutschland; etwa 62 Prozent des Rohstoffverbrauches wird durch den Einsatz von Altpapier abgedeckt. [1, 2]. In Folge der Verknappung des Primärfaserrohstoffes Holz sowie der steigenden Energiekosten erhält der Einsatz von
Altpapier als kostengünstiger und energiesparend aufzubereitender Faserrohstoff für die Papierindustrie eine steigende Bedeutung. Einen zusätzlichen Antrieb erhält der Altpapiereinsatz durch die zunehmende Verwendung von Holz zur Energieerzeugung.
[3, 4] Die sinkende Verfügbarkeit von Holz wird durch die Tatsache verdeutlicht, dass Deutschland seit 2009 Nettoimporteur von Holz ist [1]. Der spezifische Altpapiereinsatz betrug in Deutschland im Jahr 2012 etwa 72 Prozent; in Europa etwa 51 Prozent [1] und steigt weiter an. Das Bild 1 zeigt, dass die Massenpapierqualitäten Wellpappenrohpapier und Zeitungsdruckpapier in Deutschland bereits seit mehreren Jahren vollständig auf Altpapierbasis hergestellt werden.
120
100
80
60
40
20
Altpapiereinsatzquote
%
2000 2001 2002 2003 Zeitungsdruckpapier
2004 2005 2006 2007 2008 2009 2010 2011 2012 0
sonstige Verpackungspapiere sonstige grafische Papiere
Wellpappenpapiere Hygienepapiere (Maschinenproduktion)
Faltschachtelkarton Papier und Pappe für technische und spezielle Verwendungszwecke
Bild 1: Zeitliche Entwicklung der Altpapiereinsatzquote in Deutschland
Quelle: Verband deutscher Papierfabriken (VdP): Papier 2013, Ein Leistungsbericht, Bonn, 2013
Es wird deutlich, dass das Papierrecycling einen hohen Entwicklungsstand erreicht hat. Altpapier wird getrennt haushaltsnah und als Gewerbeabfall erfasst. Technik und Technologie der Produktionsprozesse der mengenmäßig bedeutenden Papierqualitäten Wellpappenroh- und Zeitungsdruckpapier sind vollständig auf den Einsatz von Altpa- pier ausgerichtet. Das haushaltsnah erfasste gemischte Altpapier muss sortiert werden, um eine höherwertige Nutzung (z.B. zur Produktion grafischer Papiere) zu ermöglichen.
1.1. Qualitätsanforderungen an Altpapier
Die Anforderungen der Papierindustrie an den Sekundärfaserstoff Altpapier sind je nach Produktsegment verschieden. Für die Produktion grafischer Papiere werden die sogenannten Deinking-Sorten eingesetzt, die für den Prozess der Druckfarbenentfer- nung geeignet sind. Für Verpackungspapiere mit sehr hohen Anforderungen an die Festigkeit werden Altpapiere bevorzugt, die ungebleichten Kraftfaserstoff enthalten.
Die verschiedenen Altpapierqualitäten werden anhand der Altpapiersortenliste nach EN 643 [5] eingeteilt und gehandelt:
• Gruppe 1: Untere Sorten
• Gruppe 2: Mittlere Sorten
• Gruppe 3: Bessere Sorten
• Gruppe 4: Krafthaltige Sorten
• Gruppe 5: Sondersorten
Mittlere und bessere Sorten der Gruppen 2 und 3 fallen zum Großteil als pre-consumer- Abfälle bei der Papierverarbeitung und in Druckereien an. Auch getrennt erfasstes Büroaltpapier wird hier eingeordnet. Die Anforderungen an diese Qualitäten sind hoch. Sie werden zumeist sortenrein erfasst. Krafthaltige Verpackungen bestehen aus ungebleichtem Kraftzellstoff und werden vorrangig im Handel (Warenumschlag, Kaufhaus, Supermarkt) getrennt erfasst. Das Bild 2 zeigt, dass etwa achtzig Prozent der Altpapierverbrauchsmenge den unteren Sorten der Gruppe 1 zugeordnet werden.
12
10
8
6
4
2
Altpapier-Verbrauchsmenge Millionen Tonnen
Gruppe 1 Untere Sorten
Gruppe 2 Mittlere
Sorten
Gruppe 3 Bessere
Sorten
Altpapier-Sortengruppen nach EN 643 Gruppe 4 Krafthaltige
Sorten
Gruppe 5 Sonder-
sorten
Altpapierverbrauchsmenge 2000 Altpapierverbrauchsmenge 2010 0
+ 55 %
+ 23 % + 21 % + 52 %
- 35 % Bild 2:
Verbrauchsmengen der Altpapier- sortengruppen in Deutschland
Quelle: Seidemann, C.; Tempel, L.;
Schiefer, M.: Methodische Ansätze zur Bilanzierung von Altpapierströmen und deren Inhaltsstoffen. PTS- Seminar: Qua- litätssicherung für Altpapiere und Sticky- vermeidung im Prozess, Dresden, 2011
Diese Qualitäten entstammen vorwiegend aus dem haushaltsnahen Bereich. Haushalts- sammelware ist in ihrer Zusammensetzung verhältnismäßig inhomogen und durch einen gewissen Verschmutzungsgrad charakterisiert. Daher wird dieses Altpapier vor dem Einsatz in der Papierherstellung einer geeigneten trockenen Aufbereitung, also Sortierung, unterzogen.
Die Europäische Altpapiersortenliste EN 643 wurde einer Novellierung unterzogen.
Wichtige Neuerungen sind die Erweiterung der Anzahl an Sorten auf nahezu einhun- dert sowie die Einführung zulässiger Höchstgrenzen für papierfremde Bestandteile und unerwünschte Materialien für jede Sorte [7, 8]. Vor allem Letzteres stellt eine große Herausforderung sowohl für Sortiertechnologien als auch für die Messtechnik dar.
In der Norm sind allgemeine Anforderungen als auch Begrifflichkeiten definiert.
Demnach muss Altpapier aus Mehrkomponentenerfassung gesondert gekennzeich- net werden. Solche Systeme, bei denen Wertstoffe gemischt gesammelt werden, sind beispielsweise in Großbritannien zu finden und erfordern einen erhöhten Aufwand in der Aufbereitung. Papierfraktionen aus der Gemischtabfall-Sortierung sind laut EN 643 nicht für die Papierherstellung geeignet. Bei Feuchtegehalten über zehn Prozent darf das zusätzliche Gewicht vom Gesamtgewicht des Altpapiers abgezogen werden.
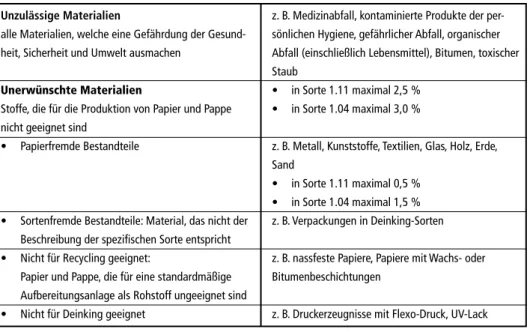
Unzulässige und unerwünschte Materialien werden wie in Tabelle 1 definiert.
Tabelle 1: Unzulässige und unerwünschte Materialien im Altpapier
Unzulässige Materialien z. B. Medizinabfall, kontaminierte Produkte der per- alle Materialien, welche eine Gefährdung der Gesund- sönlichen Hygiene, gefährlicher Abfall, organischer heit, Sicherheit und Umwelt ausmachen Abfall (einschließlich Lebensmittel), Bitumen, toxischer
Staub
Unerwünschte Materialien • in Sorte 1.11 maximal 2,5 % Stoffe, die für die Produktion von Papier und Pappe • in Sorte 1.04 maximal 3,0 % nicht geeignet sind
• Papierfremde Bestandteile z. B. Metall, Kunststoffe, Textilien, Glas, Holz, Erde,
Sand
• in Sorte 1.11 maximal 0,5 %
• in Sorte 1.04 maximal 1,5 %
• Sortenfremde Bestandteile: Material, das nicht der z. B. Verpackungen in Deinking-Sorten Beschreibung der spezifischen Sorte entspricht
• Nicht für Recycling geeignet: z. B. nassfeste Papiere, Papiere mit Wachs- oder Papier und Pappe, die für eine standardmäßige Bitumenbeschichtungen
Aufbereitungsanlage als Rohstoff ungeeignet sind
• Nicht für Deinking geeignet z. B. Druckerzeugnisse mit Flexo-Druck, UV-Lack
1.2. Entwicklungstrends beim Altpapier
In der Nachfrage- und Produktionsstruktur für grafische und Verpackungspapiere in Europa sind in den letzten Jahren – unabhängig von der Krise – grundlegende Ver- änderungen zu beobachten. Die Nachfrage und damit die Produktion von grafischen
Papieren sinken stetig. Die Hauptgründe hierfür sind die verstärkte Nutzung von elektronischen Kommunikationsmitteln, wie z.B. Tablets. Betroffen von dieser Ent- wicklung sind zusätzlich zu den Zeitungen auch Magazine sowie Büropapiere. Eine Vielzahl von Studien für den nordamerikanischen und europäischen Raum zeigen, dass diese Entwicklung sich auch in den nächsten Jahren fortsetzen wird. So wird für den Verbrauch in Europa ein Rückgang der Zeitungsnachfrage im Zeitraum von 2008 bis 2020 um 56 Prozent und für Büropapiere um 45,5 Prozent prognostiziert.
Im Gegensatz dazu werden sich die Verbrauchs- und Produktionsmengen im Bereich der Verpackungspapiere und -kartone auf hohem und konstantem Niveau bewegen.
In der Folge lassen sich folgende Auswirkungen auf Menge und stoffliche Zusammen- setzung des haushaltsnah erfassten Altpapiers ableiten [9]:
• die Altpapiermenge aus der haushaltsnahen Erfassung wird deutlich zurückgehen (etwa 25 Prozent bis 2020)
• der Anteil an Verpackungen im haushaltsnah erfasstem Altpapier wird steigen (von derzeit etwa 23 Prozent auf etwa 35 Prozent), im Gegenzug reduziert sich der Anteil an grafischen Papieren (von derzeit etwa 72 Prozent auf etwa 57 Prozent)
• der Anteil an papierbasierenden Packmitteln aus Materialverbunden bzw.
-mischungen (funktionale Verpackungen) wird ansteigen
100
80
60
40
20
Altpapiermenge Index 2009
%
2009 2020
grafische Papierprodukte (Zeitungen, Magazine und andere) Verpackungen (Wellpappen, Faltschachteln und andere) restliche Papiere und Fremdstoffe 0
72
57
23 35
5 8
Bild 3:
Prognose der Entwicklung von Menge und stofflicher Zusam- mensetzung von haushaltsnah erfasstem Altpapier
Quellen:
Harris, R.: The Future of Paper and Print in Europe 2008 – 2020, NLK Associates, Verlag: The Stationers’ and Newspaper MakVerband deutscher Papierfabriken (VdP), Bonn, 2013
Kappen, J.; Hanke, A.: Steigerung der Wertschöpfung in der Altpapiersortie- rung durch eine adaptive Steuerung der Sortieraggregate; 16. Internationaler Altpapier-Tag 11.4.2013, Düsseldorf
2. Altpapiersortierung
Das derzeitige Ziel der Altpapiersortierung ist die Herstellung einer hochwertigen Altpapierqualität für die Herstellung von Zeitungs- und Magazinpapier (Deinkingware 1.11) entsprechend den Vorgaben der Liste der Europäischen Standardsorten und ihre Qualitäten EN 643 [5] aus haushaltsnah erfasstem Altpapier (Haushaltssammelware 5.01). In den Sortieranlagen werden die in der Haushaltsammelware enthaltenen Ver- packungen und papierfremde Stoffe unter Nutzung verschiedener Sortiertechniken abgetrennt. Generell besteht ein Trend zum verstärkten Einsatz von automatisierten Sortieranlagen[11].
Derzeit ist der überwiegende Teil des Outputs einer Sortieranlage die Deinkingware mit etwa sechzig bis siebzig Prozent vom Input. Daneben fallen, je nach Anlagenkon- figuration weitere Fraktionen an, die als Sorten 1.02 (gemischtes Altpapier) und 1.04 (Kaufhaus = Kartonagen) im Bereich der Verpackungspapier- und -kartonherstellung eingesetzt werden. Der Gesamtanteil dieser beiden Sorten liegt bei etwa dreißig bis vierzig Prozent bezogen auf den Input.
2.1. Sortiertechnik zur Altpapiersortierung
In Bild 5 ist ein typischer Aufbau einer Anlage zur automatischen Sortierung von Alt- papier aus haushaltsnaher Erfassung dargestellt. Sie umfasst verschiedene mechanische Sortierprozesse, sensorgestützte Abtrennstufen sowie eine manuelle Nachsortierung.
Bild 4: ASD Altpapier Sortierung Dachau
Ziel heutiger Altpapiersortieranlagen ist die Erzeugung der Sorte 1.11 (grafische Dein- kingware) aus einem gemischten Altpapier aus haushaltsnaher Sammlung (Sorte 5.01).
Dabei fallen als Nebenprodukte die Sorten 1.04 (Verpackungen) und 1.02 (gemischtes
Altpapier) an. Dazu werden in den Anlagen Aggregate für Trennungen nach Größe (z.B. Scheibensiebe als Karton- bzw. Feinsieb), z.T. in Kombination mit Aggregaten zur Trennung nach Biegesteifigkeit (z.B. Spiker) und Aggregate, die basierend auf einer sensorischen Bewertung einzelne Objekte ausblasen, hintereinander geschaltet [12, 13].
Die sensorische Bewertung erfolgt mit VIS- und NIR-Sensoren. In der Regel erfolgt eine manuelle Endkontrolle.
5.01 (Input) Dosierbunker
Zwischen- bunker Kartonagen-
sieb
Feinsieb 1
Feinsieb 2
F-Mischung 1.04
Spiker 1 Sensor 1
Sensor 2
Sensor 3
Händisch Sortierrest
1.02 1.11
Spiker 2
Bild 5: Schematische Darstellung einer Altpapier-Sortieranlage
2.1.1. Dosierbunker Die Dosiereinheit besteht aus einem Bunkerband und einer Dosiertrommel zum gleichmäßigen Materialaustrag auf die nachfolgende Sortierlinie.
Bild 6: Dosierbunker mit Dosiertrommel
Wesentlich für eine hohe Sortierqualität und Ausbringungsrate der einzelnen Sortierstufen ist die gleichmäßige konti- nuierliche Materialzuführung und Ver- einzelung. Gemeint sind damit sowohl die gleichmäßige Verteilung des Materials auf die gesamte Bandbreite sowie der kontinuierliche Materialfluss ohne Hau- fenbildung.
Nur bei ordentlicher Materialvereinze- lung können die einzelnen Sortieraggre- gate, aber auch Handsortierer optimal arbeiten und ihr gesamtes Leistungsspek- trum nutzen.
Ein Dosierbunker zu Beginn der Sortierstrecke erfüllt folgende Aufgaben:
• kontinuierliche Materialzuführung auf die Sortierstrecke
• Vermeidung von Haufenbildungen oder Unterbrechungen im Materialstrom
• Steigerung der Sortierqualität und Quantität
• Bevorratung des Inputmaterials
• Schaffung von Kapazität für das Bodenpersonal 2.1.2. Kartonagensieb
Die Aufgabe eines Kartonagensiebes, auch Grobsieb genannt, ist das automatische Aussortieren von größeren Kartonagen (etwa größer DIN A4-Format). Das Prinzip der Trennung basiert auf der Größe und der Steifigkeit der Kartonagen gegenüber Zeitungen und Papieren.
Scheibensiebe haben sich in der Altpapiersortierung besonders bewährt. Deren Vorteil liegt in einer optimalen Materialumwälzung und der kompakten Bauform.
Weitere Ausführungen des Kartonagensiebes sind z.B. Sternsiebe und Ballistiksepa- ratoren.
Bild 7: Schematische Darstellung und Foto eines Scheibensiebs als Grobsieb
2.1.3. Zwischenbunker
Wie schon erwähnt, hat die optimale Materialstromverteilung entscheidenden Einfluss auf die Effektivität der einzelnen Sortieraggregate und somit der gesamten Anlage.
Durch unterschiedliche Inputqualitäten (z.B. schwankende Kartonagenanteile), An- lagen- und Sieb-Konzeptionierungen oder schon bei der Materialaufgabe, entstehen Schwankungen im Materialstrom. Diese können durch den Einsatz eines Zwischen- bunkers mit entsprechenden Kontrollsensoren nach dem Kartonagensieb ausgeglichen werden.
Folgende Aufgaben erfüllt ein Zwischenbunker nach dem Kartonagensieb:
• Ausgleich von Schwankungen der Inputqualität (Kartonagenanteil)
• Ausgleich von wellenförmigen Materialstrom, verursacht zum Beispiel durch Schubbodenaustrag oder unruhigen Siebaustrag
• Bei mehreren Sortierlinien wird durch einen Zwischenbunker die Verteilung der Mengenströme und eine kontinuierliche Materialzuführung auf alle Linien und nachfolgend Sortieraggregate gesteuert
Durch den Einsatz eines Zwischenbunkers können die Materialströme innerhalb der Anlage vergleichmäßigt und gezielt gesteuert werden.
2.1.4. Feinsieb Auch bei den Feinsieben basiert die Sortierung auf dem Prinzip der Trennung nach Größe. Feinsiebe sorgen für die automatische Entfrachtung des Papierstroms von
Bild 8: Feinsiebscheiben im Detail
Bild 9: Platzsparende Anordnung von Kartonagen- und Feinsieb
kleinen Störstoffen (etwa kleiner 10 cm), wie Glasscherben, Büroklammern, Steine, Postkarten, Verpackungen, Korken, kleine Folien usw. aber auch von Staub. Diese Stoffe können manuell oder durch eine sensorgestützte Sortierung kaum erfasst werden. Des Weiteren werden durch den Einsatz von Feinsieben die nachfolgenden sensorgestützten Sortiereinheiten entlas- tet und weniger verschmutzt. Zusätzlich wird die manuelle Nachsortierung er- leichtert und die Staubbelastung generell reduziert. Die Endqualität des Deinking- materials wird durch die Feinabsiebung auf jeden Fall verbessert.
2.1.5. Spike-Technologien
Aufgrund der geänderten Sammelstrukturen und des Verbraucherverhaltens befinden sich in der Papiersammelware zunehmend kleine bis mittelgroße Kartonagen. Dies sind zum einen Verpackungen, die vom Verbraucher zerrissen werden, um in die Sammeltonne zu passen. Zum anderen steigt der Anteil an Convenience-Verpackungen deutlich an. Diese Kartonagen können aufgrund ihrer geringen Größe nicht mit einem Kartonagensieb sortiert werden.
Bei der Spiketechnologie beruht das Sortierprinzip auf der Steifigkeit der Kartonagen.
Die Kartonagen werden mittels Sortiernägeln aufgespießt, flexible Papiere werden nicht erfasst.
Da das Sortierprinzip alleine auf der Steifigkeit der Kartonagen beruht, funktioniert diese Sortierung nur bei trockenem Material. Feuchte Kartonagen können nicht aus- sortiert werden und führen zu Störungen.
2.1.6. Sensorgestützte Sortiereinheiten
Eine weitere Sortierstufe ist die zum Teil auch mehrstufig angeordnete sensorgestützte Sortierung, i.d.R. eine Kombination aus Sensorerkennung im Nahinfrarot- und im visu- ellen Bereich mit pneumatischer Ausbringung. Dabei werden chemische Informationen aus dem NIR-Spektrum bzw. Farbinformationen (z.B. braune Kartonagen) erkannt und ausgewertet. Die erkannten Störstoffe werden dann über Druckluft ausgeschossen.
Vorteil dieser Sortierung ist die Erkennung von verschiedenen Materialien aufgrund ihrer chemischen und optischen Charakteristik sowie die Lernfähigkeit der Software.
Daher können auch besondere Materialien, wie z.B. Flexodruck, erkannt werden.
Die Genauigkeit der Erkennung ist sehr hoch, allerdings kann durch den Einsatz von Druckluft auch ein Anteil von Deinkingmaterial mit heraussortiert werden.
2
1
1
Beschleunigungsband Sensor und Lichtquelle Ausblaseinheit angetriebene Trennrolle 2
3
3
4
4
Bild 10: Sensorgestützte Sortiermaschine Redwave
2.1.7. Erhöhung der Deinkingausbeute durch Nachsortierung Mittlerweile hat sich die positive Nachsortierung der Rejekte aus der sensorgestützten und manuellen Sortierung etabliert. Erfahrungsgemäß sind in diesen Outputströmen, je nach Sortierschärfe, etwa zwanzig bis vierzig Prozent Deinkingmaterial enthalten.
Das bedeutet bei einem Deinkinginput von zehn Tonnen auf die Sortieranlage einen Deinkingverlust von etwa 500 bis 1.000 kg pro Stunde. Durch eine positive Nachsortie- rung können etwa fünfzig Prozent dieses Deinkingmaterials zurückgewonnen werden.
Aufgrund der sinkenden Papieranteile im Input gewinnt die Nachsortierung v.a. für die Papierfabriken immer mehr an Bedeutung.
2.1.8. Handsortierung Die letzte Sortierstufe einer Altpapiersortierung ist die manuelle Nachsortierung. Hier werden letzte Störstoffe, die von einer automatischen Sortierstufe nicht erfasst wurden oder nicht erkannt werden konnten (z.B. Verbunde) per Hand entfernt.
2.2. Störfaktoren im Anlagenbetrieb
Schwankungen des Inputmaterials Größe, Zusammensetzung und Feuchte des Altpapiers haben einen sehr großen Einfluss auf die Sortiergüte. Änderungen dieser Parameter beeinflussen sowohl kurz- als auch langfristig die Leistung der Anlage bezüglich Durchsatz und Qualität. Untersuchungen in Altpapiersortieranlagen und Aussagen von Betreibern belegen starke Schwankungen in der Zusammensetzung der Eingangsware. Ursachen hierfür sind regionale (Art und Ort der Erfassung) und saisonale (Wetter, Weihnachten) Einflüsse. [11]
Feuchtigkeit Bedingt durch die Witterung, wie Schnee und Regen, schwankt die Feuchte der Altpa- piersammelware. Sind Sammelplätze und Transportfahrzeuge nicht überdacht, macht sich dies noch deutlicher bemerkbar. Da das Einzugsgebiet für den Altpapierinput einer Sortieranlage in der Regel recht groß ist, kann auch der Feuchtegehalt der Einzelliefe- rungen schwanken. In Abhängigkeit von der Feuchte verändern sich die charakteristi- schen Eigenschaften von Papierprodukten, so nimmt beispielsweise die Steifigkeit mit zunehmender Feuchte ab. In der Folge reduziert sich die Sortierleistung der einzelnen Sortieraggregate, deren Trennprinzip häufig auf der Steifigkeit der Kartonagen beruht, deutlich. Dies führt einerseits zu Qualitätsverschlechterungen der Deinkingware. Zum anderen kann das Zusammenkleben des Materials bei Nässe zu Verstopfungen der Sortieraggregate führen. Die Folge sind Anlagenstillstände.
Störobjekte Oft finden sich im Inputmaterial der Sortieranlage meist papierfremde Störobjekte, die in den folgenden Sortieraggregaten zu Verstopfungen oder Beschädigungen führen können. Dazu gehören z.B. Wickelhülsen, Eisenteile, Magnetbänder, gefüllte Kartons, lange Folien oder Netze.
3. Aktuelles Projekt zur Steigerung des Automatisierungsgrades in Sortieranlagen Aufgrund der oben genannten Einflussfaktoren auf eine Sortieranlage sollen durch das Forschungsprojekt SortOptAP zum einen die Störfaktoren quantifiziert werden sowie ein neues Verfahren zur Steigerung der Wertschöpfung von Altpapiersortieranlagen entwickelt werden.
Ziel des Gesamtprojektes ist die Entwicklung eines Verfahrens zur Steigerung der Wertschöpfung von Altpapiersortieranlagen. Durch Online-Bewertung des Eingangs- materials und durch eine adaptive Steuerung der Sortieraggregate soll die optimale Sortiergeschwindigkeit und die optimale Einstellung der einzelnen Sortieraggregate erreicht werden, um die Produktivität der Anlage zu maximieren. Dazu wird eine Methode zur umfassenden Charakterisierung des heterogenen Altpapierstroms basie- rend auf der Einzelobjekterkennung entwickelt. Es werden Strategien entwickelt, um während des Dauerbetriebes die Fahrweise bestmöglich an die aktuelle Altpapierzu- sammensetzung anzupassen.
Voraussetzung für eine adaptive Anlagensteuerung ist die Online-Bewertung des In- putmaterials. Folgende Parameter sind mittels NIR-Spektroskopie und VIS-Kamera messbar:
• Anteil an Deinkingpapier
• Verhältnis Zeitungen/Illustrierte
• Anteil an Kartonagen (unerwünscht im Deinkingmaterial)
• Papierfremde Bestandteile wie z.B. Kunststoff
• Feuchtigkeit
Da es aufgrund hoher Bandbelegungen auf dem Input-Steigband nicht möglich ist, den kompletten Mengenstrom zu kontrollieren, erfolgt ein kontinuierliches Scanning der Oberfläche des Inputstroms. Dieser sichtbare Materialstroms wird dann repräsentativ bewertet.
Bild 11: Beispiele für Störobjekte – Wickelhülsen und Netze
Die im Input-Scanning gewonnenen Ergebnisse werden auf Basis der Studien für jedes Sortieraggregat in Handlungsstrategien übersetzt und können so in eine automatische Anlagensteuerung einfließen. Die Effizienz der einzelnen Sortieraggregate und somit der Gesamtanlage in Abhängigkeit von der Inputqualität werden optimiert.
Um sowohl die sortierrelevanten Schwankungen des Inputmaterials als auch die Effi- zienz der Anlagensteuerung bewerten zu können, ist eine geeignete Charakterisierung des Materials notwendig. Bisher erfolgen Analysen von Altpapier vor allem in Bezug auf die Sortenkonformität nach EN 643 und den technologischen Gebrauchswert für die Papierherstellung[15]. Eine Charakterisierung hinsichtlich der Sortiereigenschaften ist bisher selten. Die folgenden Parameter sind als sortierrelevante Eigenschaften zu sehen:
• Größe,
• Form,
• Farbe,
• Einzelmasse,
• Feuchte,
• Steifigkeit.
Für die Analyse des Materials wurden entsprechend der genannten Eigenschaften ge- eignete Objektklassen gebildet und von diesen Fraktionen jeweils Größenverteilungen bestimmt. Im Ergebnis der Untersuchungen wurden Kennwerte zur Größenverteilung, Form und Feuchte ermittelt.
70
60
50
40
30
20
10
Massenanteil
%
< 10 10 - 20 21 - 30
Größenklassen cm
31 - 50 51 - 100 > 100
Mittelwert Probe 1 Probe 2 Probe 3
0
4,1
56,0
26,9
2,6
0,3 10,0
Bild 12: Größenklassenverteilung des Inputmaterials der Anlage
Bild 12 zeigt eine typische Größenverteilung der Einzelobjekte im Inputmaterial einer Sortieranlage. In Untersuchungen bezüglich Formveränderungen von Verpackungen zeigte sich, dass mehr als 95 Prozent der Verpackungen infolge der Sammlung und des Transportes in Fläche gebracht wurden.
Die Feuchtegehalte sind in Abhängigkeit der Art des Papierproduktes verschieden (Bild 13).
15
10
5
Feuchtegehalt
%
Zeitungen Magazine und W
erbung andere
grafische Papiere Wellpappen
andere V erpackungen
restliche Papiere 0
11,7
6,1 5,6 9,3
7,4 9,7
Bild 13:
Mittlere Feuchtigkeitsgehalte verschiedener Altpapier- Fraktionen
4. Fazit
Vor dem Hintergrund der beschriebenen Veränderungen der Qualität und Zusam- mensetzung von haushaltsnah erfasstem Altpapier sowie steigender Anforderungen der Papierindustrie an den Rohstoff Altpapier, ergeben sich für die Altpapiersortierung folgende Herausforderungen für die Zukunft:
• Zuverlässige Erfüllung der geforderten Reinheit des Deinkingmaterials, als auch der anderen Sorten
• Gleichmäßigkeit der Deinking-Qualität auch bei schwankendem Input
• hohe Flexibilität des Sortierbetriebes, um auf die schwankenden Markterfordernis- se reagieren zu können
• Wirtschaftlicher Geschäftsbetrieb durch hohe Deinkingausbeute
• geringe Sortierkosten durch einen geringen Personalbedarf und den planvollen Einsatz von Technik und effektiven Steuerungsmöglichkeiten.
5. Literatur
[1] Verband deutscher Papierfabriken (VdP): Papier 2013, Ein Leistungsbericht, Bonn, 2013 [2] Kibat, K.-D.: Verfügbarkeit von Altpapier, Müllhandbuch, Band 4, 8614.10, 2012
[3] Position der Zellstoff-, Papier- und Holzwerkstoffindustrie zur Nutzung des Rohstoffes Holz, on- line abrufbar: http://www.vhi.de/img/upload/VHI_Verband/Pospap_VDP-VHI-18sept2006.
[4] Kostendruck der Papierindustrie hält an, apr. 9, Nr. 2, 2007
[5] Liste der europäischen Standardsorten und ihre Qualitäten, B.I.R., CEPI (Hrsg.), Brüssel, 2000 [6] Seidemann, C.; Tempel, L.; Schiefer, M.: Methodische Ansätze zur Bilanzierung von Altpa- pierströmen und deren Inhaltsstoffen. PTS- Seminar: Qualitätssicherung für Altpapiere und Stickyvermeidung im Prozess, Dresden, 2011
[7] Verband deutscher Papierfabriken (VdP): Europäische Altpapier-Sortenliste – Übersetzung und Anleitung zur überarbeiteten EN 643, Bonn, 2013
[8] BS EN 643: Paper and board. At: European list of standard grades of paper and board for recy- cling; Publication date: 2014-01-31
[9] Harris, R.: The Future of Paper and Print in Europe 2008 – 2020, NLK Associates, Verlag: The Stationers’ and Newspaper MakVerband deutscher Papierfabriken (VdP), Bonn, 2013
[10] Kappen, J.; Hanke, A.: Steigerung der Wertschöpfung in der Altpapiersortierung durch eine ad- aptive Steuerung der Sortieraggregate; 16. Internationaler Altpapier-Tag 11.4.2013, Düsseldorf [11] Institut für Trend- und Marktforschung (Hrsg.): Der Markt für Altpapier bis 2015; Potenzial-
studie; trend:research, Bremen 2008
[12] Rauch, W.: Von der Hand zum Greifarm. In: Recycling magazin, 12/2011, S. 28-29
[13] Blechschmidt, J. (Hrsg.): Altpapier – Regularien, Erfassung, Aufbereitung, Maschinen und An- lagen, Umweltschutz, Leipzig, 2011
[14] Recovered Paper SORTing with Innovative Technologies: http://www.sortit.eu/
[15] Schabel, S.; Putz, H. J.; Weinert, S.: Qualitätseigenschaften der wichtigsten Altpapiersorten in Abhängigkeit von den Sortierbedingungen. In: AiF-Forschungsvorhaben Nr. 15408 N, Schluss- bericht, 2011
Die Deutsche Bibliothek – CIP-Einheitsaufnahme Recycling und Rohstoffe – Band 7
Karl J. Thomé-Kozmiensky, Daniel Goldmann.
– Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2014 ISBN 978-3-944310-09-1
ISBN 978-3-944310-09-1 TK Verlag Karl Thomé-Kozmiensky
Copyright: Professor Dr.-Ing. habil. Dr. h. c. Karl J. Thomé-Kozmiensky Alle Rechte vorbehalten
Verlag: TK Verlag Karl Thomé-Kozmiensky • Neuruppin 2014
Redaktion und Lektorat: Professor Dr.-Ing. habil. Dr. h. c. Karl J. Thomé-Kozmiensky, Dr.-Ing. Stephanie Thiel, M.Sc. Elisabeth Thomé-Kozmiensky
Erfassung und Layout: Ginette Teske, Fabian Thiel, Janin Burbott, Cordula Müller, Katrin Krüger
Druck: Mediengruppe Universal Grafische Betriebe München GmbH, München
Dieses Werk ist urheberrechtlich geschützt. Die dadurch begründeten Rechte, insbesondere die der Übersetzung, des Nachdrucks, des Vortrags, der Entnahme von Abbildungen und Tabellen, der Funksendung, der Mikroverfilmung oder der Vervielfältigung auf anderen Wegen und der Speicherung in Datenverarbeitungsanlagen, bleiben, auch bei nur aus- zugsweiser Verwertung, vorbehalten. Eine Vervielfältigung dieses Werkes oder von Teilen dieses Werkes ist auch im Einzelfall nur in den Grenzen der gesetzlichen Bestimmungen des Urheberrechtsgesetzes der Bundesrepublik Deutschland vom 9. September 1965 in der jeweils geltenden Fassung zulässig. Sie ist grundsätzlich vergütungspflichtig. Zuwiderhand- lungen unterliegen den Strafbestimmungen des Urheberrechtsgesetzes.
Die Wiedergabe von Gebrauchsnamen, Handelsnamen, Warenbezeichnungen usw. in diesem Werk berechtigt auch ohne besondere Kennzeichnung nicht zu der Annahme, dass solche Namen im Sinne der Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten wären und daher von jedermann benutzt werden dürfen.
Sollte in diesem Werk direkt oder indirekt auf Gesetze, Vorschriften oder Richtlinien, z.B. DIN, VDI, VDE, VGB Bezug genommen oder aus ihnen zitiert worden sein, so kann der Verlag keine Gewähr für Richtigkeit, Vollständigkeit oder Aktualität übernehmen. Es empfiehlt sich, gegebenenfalls für die eigenen Arbeiten die vollständigen Vorschriften oder Richtlinien in der jeweils gültigen Fassung hinzuzuziehen.