Sewage Sludge
Sustainable Solutions for the Thermal Treatment of Sewage Sludge – Visualized by the Showcase Bitterfeld
Matthias Mann
1. Fluidized bed technology ...482
2. Sewage sludge and sewage sludge conditioning ...483
3. Thermochemical conversion in fluidized bed reactors ...485
4. Nitrogen oxides in the combustion process ...485
5. Concept of fluidized bed combustion ...487
6. Literature ...488
The company Küttner Martin Technology GmbH (KMT) realises mono sewage sludge incineration plants based on the fluidized bed technology. KMT was founded in 2018 by the companies Küttner GmbH & Co. KG in Essen and Martin GmbH für Umwelt- und Energietechnik in Munich, especially for the realization of fluidized bed reactors for mono-incineration of sludge.
Continuous further development of the in-house technology led from single-stage to multi-stage combustion processes. A further development step was the integration of exhaust gas recirculation along with the downstream connection of an afterburning chamber behind the fluidized bed reactor. This allows the reactor to be divided into a sub-stoichiometric part and a super-stoichiometric part.
During operation, fuel-dependent tendencies to achieve exalt nitrogen oxide values can be observed in fluidized bed sewage sludge mono incineration reactor. Exhaust gas recirculation is one method to actively influence the oxygen supply in the bed area with fluctuating fuel quality and quantity and thereby influence the formation of nitrogen oxide.
To minimise nitrogen oxide emissions, a selective supply of non-condensed vapours from the sewage sludge drying process is currently being implemented. These ammo- nia-containing vapours are fed to the reactor in the low-oxygen bed environment. This measure allows the NOx produced by the fuel to be reduced by adding NH3. Due to a bed temperature of around 820 °C, there is no source of thermal NOx and no oxidation of NH3. With the reactor layout with afterburner chamber a high mixing of the flue gas is possible, whereby a slip of the introduced NH3 is minimized.
Sewage Sludge
Simulations as well as tests on laboratory plants and the transfer of results to realised plants show the potential of vapour recirculation for direct denitrification in the fluid- ized bed reactor. In addition to the emission potential, this also shows a minimisation of disposal costs through the recirculation of vapours, which would otherwise have to be disposed of at great expense.
According to this concept the third plant is currently being implemented. This plant is a mono sewage sludge incineration plant with a rated thermal input of more than 20 MWth.
1. Fluidized bed technology
In fluidized bed reactors, a bed of inert material is located above a nozzle floor. The fluidized bed is fluidized by a gas supplied from below the nozzle floor [11]. At low gas velocities, the solid particles remain mutually fixed. These are the fixed bed processes without particle movement. With increasing inflow velocity at the point where the resistance of the flow begins to bear the weight of the layer in the fluid, the bulk bed loosens. The particles thus achieve a certain variance of movement. The behaviour of the bulk layer is now comparable to that of a liquid. The fixed bed becomes a fluidized bed. The point of minimal fluidisation is reached [7]. It is spoken of the loosening point or vortex point. With the loosening porosity εL, the now loosened bed shows a higher porosity than the fixed bed porosity ε0. Until the loosening point is reached, an increasing pressure difference Δp is reached above the bed with an increase in the flow. If the flow rate is further increased, the pressure difference Δp remains constant.
This is shown in figure 1.
fixed
bed fluidized bed pneumatic
transport
gas velocity u
umf ua
Pressure drop
∆p
Figure 1:
Schematic representation of the pressure drop diagram
The wear in or caused by fluidized beds must be differentiated according to the wear of the fluid itself and the wear of the vortex apparatus. The latter is limited to con- structions with insufficient material choice or built-in parts that are at right angles to the fluidisation flow, as well as apparatus whose operating conditions are particularly
Sewage Sludge
material fatiguing, e.g. due to high temperatures or alternately oxidising and reducing atmospheres [6]. However, this can also be used as a kind of gentle sandblasting process.
Vertical walls are subject to hardly detectable wear, since the angle of the impinging particles is usually very flat. When using catalyst material or additive, the wear of the fluid medium is an operating cost factor that must not be disregarded, since losses are to be expected due to particle abrasion. On the other hand, there is a maximized particle surface, which offers clear advantages for a reaction. The material properties such as hardness, brittleness, etc., as well as their shape are decisive for wear rate and extent. According to investigations by [1], after initially high erosion, mostly in the area of the corners and edges, a constant course of particle abrasion then occurs. In the ideal case, the wear is to be minimized by an adapted and purposeful construction. As a result, the sphericity and diameter of the particles change primarily, which influences the vortex and heat transfer behaviour.
Fluidized bed systems can thus be divided into stationary systems, in which there is largely no discharge of particles, and into circulating systems, in which bed material and larger, yet unreacted fuel particles are discharged and returned to the reactor via a cyclone. An exception at this point are fluidized bed reactors for the incineration of sewage sludge. Due to its very small grain size, the high inorganic fraction is torn out of the bed with the gas stream and transported to a dust removal system via heat recovery. It is important not to reach a softening temperature in the process. Due to the mixing of fuel and bed material, no defined reaction zones are formed as with fixed-bed gasifiers. The conversion of the fuel as well as the further reaction of the intermediate products takes place coupled to the solid mixture flows distributed over the entire reactor. In addition, the mixing enables the use of additives [3]. This makes it easy, for example, to increase SO2 integration, quasi as pre-desulphurisation in the reactor itself. The fuel input into a fluidized bed reactor is realized in different ways.
Depending on the feedstock and the required particle residence time inside the reactor, the fuel can be supplied via the reactor cover or via lateral conveyor systems such as rotary feeders. Fluidisation leads to a good mixing of the bed material depending on the type of Geldart class as well as to a mixing of bed material and fuel before segregation occurs due to differences in density.
2. Sewage sludge and sewage sludge conditioning
Sewage sludge is a waste material produced during the final treatment of wastewater in sewage treatment plants. In addition to the main component water, it also consists of organic and mineral components, which can be dissolved or in solid form.
Due to different water treatments (mechanical-biological, chemical), there are several intermediate products. In the following, however, the final product of wastewater treatment is given priority. This is digested sewage sludge. Sewage sludge can be characterised by various physical, chemical and microbiological parameters. Sewage sludge has traditionally been used mainly for agricultural purposes in the past. Due to anthropogenic influences, starting with the strong growth of urban agglomerations and not ending with the introduction of pollutants into the water cycle, this recycling route,
Sewage Sludge
meanwhile also regulated by law, is strongly declining. Thermal recycling offers the advantage of reducing the mass flow and separating the pollutants from it. Since sewage sludge also contains the highest phosphorus concentrations in waste flows, the legislator has also aimed to make this usable.
These legal developments and approaches lead to a strong focus on the thermal utilisa- tion of sewage sludge. It is important to take a closer look at its properties. Sewage sludge usually has a water content of about 20 to about 30 % after wastewater treatment. This is achieved by mechanical dewatering. The proportion of inert, mineral components reaches up to 60 % of the dry substance. This means that the proportion of organic matter is correspondingly low. Average calorific values of the dry substance are around 11,500 kJ/kg. Thus, pre-drying of the mechanically dewatered sludge is necessary to achieve autothermal combustion. Depending on the technical conditions of the plant, this is done by means of convective or contact dryers. From a process engineering point of view, these differ primarily in the different temperature levels of the drying process.
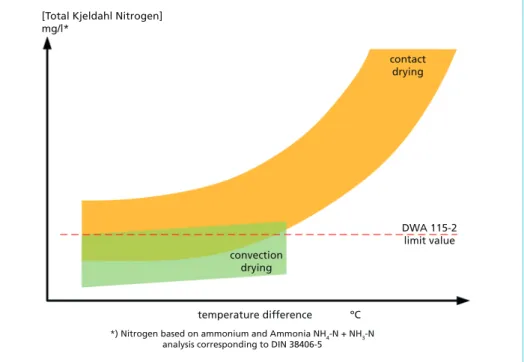
As a component of the vapours, NH3 loads are also generated, which must be taken into account. The level of these loads is strongly dependent on the respective sewage sludge. However, a simple correlation can be seen from the drying temperature with the same sewage sludge and is shown in Figure 2. These impede the discharge process in condensed form, as necessary discharge conditions often cannot be represented.
Therefore, a process is aimed at which, apart from the additional wastewater treatment of the vapours, enables a material use in thermal combustion. This is where the KMT concept for integrated vapour recirculation comes in.
contact drying
convection drying [Total Kjeldahl Nitrogen]
mg/l*
DWA 115-2 limit value DWA 115-2 limit value
temperature difference ºC
*) Nitrogen based on ammonium and Ammonia NH4-N + NH3-N analysis corresponding to DIN 38406-5
Figure 2: Schematic diagram of the ammonia loads after drying processes in the vapours to be discharged
Sewage Sludge
3. Thermochemical conversion in fluidized bed reactors
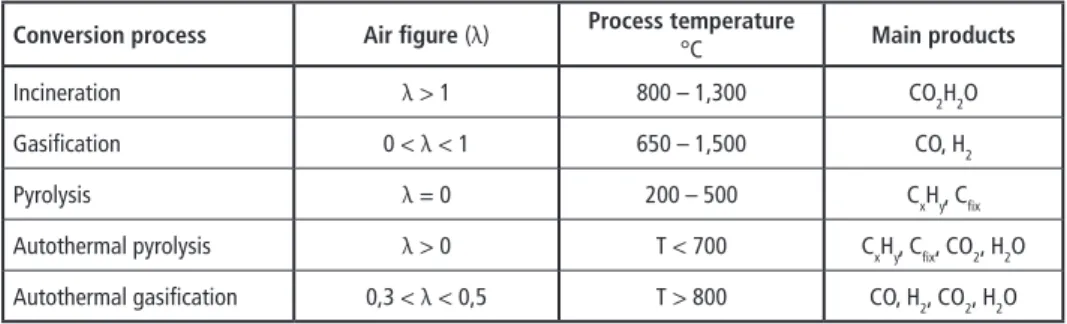
The aim of thermochemical conversion is to harness the energy contained in a fuel by adding heat. Basically, a distinction can be made between the four processes: pyrolysis, gasification, combustion and carbonisation:
The conversion processes are often defined by the oxygen to fuel ratio λ, which repre- sents the ratio of the supplied air quantity to the stoichiometric air quantity required for complete combustion [9]. The main differences between the methods are shown in Table 1 below.
During the incineration of sewage sludge in fluidized bed reactors, the entire sub-steps are naturally passed through. This begins with the evaporation of the residual moisture, i.e. drying, and depending on the area of the reactor, leads from pyrolysis through gasification to complete combustion [2].
Table 1: Characterisation of thermochemical conversion processes Conversion process Air figure (λ) Process temperature
°C Main products
Incineration λ > 1 800 – 1,300 CO2H2O
Gasification 0 < λ < 1 650 – 1,500 CO, H2
Pyrolysis λ = 0 200 – 500 CxHy, Cfix
Autothermal pyrolysis λ > 0 T < 700 CxHy, Cfix, CO2, H2O
Autothermal gasification 0,3 < λ < 0,5 T > 800 CO, H2, CO2, H2O Source: Krishnan, R. P., Daw, C. S., Jones, J. E.: A review of fluidized bed combustion technology in the United States. in:
Swaaij van, W.P.M., Afgan, N.H. (Eds.): Heat and mass transfer in fixed and fluidizes beds, Springer Verlag, Berlin, Heidelberg, S. 433-455, 1986
4. Nitrogen oxides in the combustion process
The minimization of nitrogen oxides and the reduction of NOx requires a brief basic determination of the formation mechanisms and the associated degradation mecha- nisms. The term NOx is to be understood as a collective term for the various oxides of nitrogen, such as N2O (nitrous oxide, also known as nitrous oxide), NO (nitrogen monoxide), etc., which are used to describe the different types of oxides of nitrogen. In general, nitrogen monoxide is formed in the first place. Only after the actual combustion and further presence of free oxygen, e.g. in the atmosphere, nitrogen dioxide is formed.
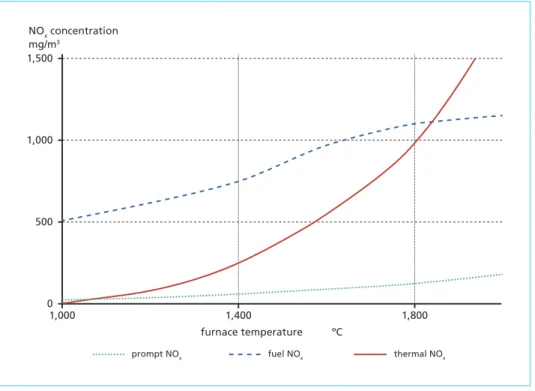
The formation of nitrogen oxides in exhaust gas is primarily determined by the com- bustion temperature and the nitrogen bound in the fuel itself. The formation of prompt nitrogen oxides is not further pursued here, as this plays a subordinate role in the area of mono sewage sludge incineration on a fluidized bed basis. This can be seen in Figure 3.
The respective concentration of oxygen atoms available during combustion is deci- sively responsible for the thermal formation of nitrogen oxide. The oxygen concen- tration increases strongly with increasing temperature as a result of the dissociation
Sewage Sludge
of oxygen above about 1,200 °C. The oxygen concentration is also increased by the amount of nitrogen atoms that are present during combustion. As a result, the rate of nitrogen oxide formation also increases. The formation of thermal nitrogen oxides is not the main driver in the fluidized bed incineration of sewage sludge. This can be found in the conversion of the nitrogen present in the fuel. The feedstock can contain chemically bound nitrogen in organic form (such as amides or amines) or inorganic nitrogen compounds such as NH3. The nitrogen feedstock is released homogeneously or heterogeneously. With homogeneous nitrogen oxide formation, it is not the nitro- gen feedstock that is decisive but the oxidation of the ammonia radicals, which are either formed from the original nitrogen compounds or via the HCN components [4]. These reactions take place very slowly. It has also been shown that a decreasing air number (λ<1) is accompanied by a decreasing nitrogen monoxide concentration, as there is not enough oxygen available for further oxidation of the nitrogen. However, the production of intermediate products of the fuel-nitrogen monoxide compounds, which previously took up a minimum, increases from about 0.8 at λ [5]. With regard to the minimization of nitrous oxide emissions, this range is to be aimed at, since it was found, among other things, that nitrous oxide is almost exclusively attributable to the oxidation of HCN, while nitrogen monoxide also requires the presence of NH3 in addition to HCN [8; 12].
1,500
1,000
500
NOx concentration mg/m3
1,000 1,400 1,800
0
furnace temperature ºC
prompt NOx fuel NOx thermal NOx
Figure 3: NOx formation as a function of gas temperatures, formation mechanisms
According to Schrod, M.; Semel, J.; Steiner, R.: Verfahren zur Minderung von NOx Emissionen in Rauchgasen
Sewage Sludge
The heterogeneous formation mechanisms follow the homogeneous gas phase re- actions. These result from the further burnout of the solid particles and parallel gas phase reactions. These reactions are far more complex, since not only the formations can be observed, but also the reduction reactions. In general, it can be concluded that a low oxygen concentration over the entire gas path positively reduces the formation of nitrogen monoxide. This can be realized, for example, by adding air stepwise.
5. Concept of fluidized bed combustion
According to the mechanisms mentioned in the chapter above, the reactor design of KMT is based on the adaptation of different primary measures. In particular, the following points should be mentioned:
• reduction of the oxygen supply and adjustment per reaction zone,
• aim for the lowest possible combustion temperature,
• defined zones, preferably long-drawn-out combustion to avoid peak temperatures through good mixing,
• a reduction of the nitrogen oxides already formed in the fluidized bed/primary reaction zone at the flame end of the second reaction zone, and
• exhaust gas recirculation.
Figure 4 shows a schematic representation of the reactor design. The following zones have to be distinguished:
• below the nozzle bottom is the so-called wind box, to which a start-up burner is flanged in order to ensure the process temperature at the start of the plant,
• the fluidized bed as the lower part of the reactor, above the nozzle bottom with conical extension for connection with the freeboard,
• constriction and transition duct with selective addition of secondary air, and
• post reaction zone designed as an attached afterburning chamber.
This layout offers, among other things, the possibility of feeding the feedstock to the plant at different points. This makes it possible to feed the feed material above the cone in the classic way by means of a rotary feeder. However, there is also the option of adding the fuel via the head of the fluidized bed without a special feeding device.
This option was chosen in Mainz and minimizes the use of mechanical components.
The primary air is composed of intake fresh air and mixed recirculation air. On the one hand, this is due to the fact that it influences the ratio (λ), but on the other hand also due to the required high load spread of the system. This enables a load-independent temperature control in the bed during normal operation. Partial oxidation is aimed for in the fluidized bed area. The exhaust gases (process gases) conducted via the transition duct are charged with secondary air (fresh air). Secondary air is supplied via a large
Sewage Sludge
number of nozzles in order to achieve the highest possible level of uniform load-de- pendent mixing. The pressure loss caused by the constriction is accepted because the mixing of the ascending gas flow is considerably improved. In addition, the proportion of non-condensable vapours from vapour condensation is fed into the transition channel.
The afterburner chamber reduces the gas velocity and ensures complete burnout. The exhaust gas is then transferred to the boiler.
In already realized plants of this type and individual components, very good burn- out qualities with at the same time lowest nitrogen oxide values could be achieved as a result of the special geometry of the design. The fluidized bed combustion reactors based on the KMT design have no secondary denitrification measures. With regard to the tightening of exhaust gas limits and the option of being able to retrofit an SNCR as easily as possible, nozzles are already available at optimum points for simple retrofitting.
Figure 4: Fluidized bed furnace design with afterburning chamber
6. Literature
[1] Beránek, J., Rose, K., Winterstein, G.: Grundlagen der Wirbelschichttechnik., Krausskopf-Verlag GmbH, Mainz, pp. 43, 168, 199, 200, 1975
[2] Gummersbach, J.: Experimentelle Untersuchung der Pyrolyse in einem Drehrohr als Bestandteil einer Vergasungsanlage mit Restkoksverbrennung. Dissertation, Universität Siegen, 2005
Sewage Sludge [3] Hamel, S.; Krumm, W.: Fortgeschrittene zweistufige Biomassevergasungsverfahren. In: VDI-
GET-Tagung Entwicklungslinien der Energietechnik. Tagung Bochum, 4. und 5. September 2002.
Düsseldorf. VDI-Verlag. (VDI-Berichte, 1714), 2002
[4] Jansohn, P; Kolb, T.; Leukel, W.: Bildung von Stickstoffoxiden aus Brennstoff -Stickstoff in tur- bulenten Diffusionsflammen und deren Reduktion durch feuerungstechnische Maßnahmen.
Jahrestreffen der Verfahrensingenieure, Hannover 1988
[5] Kremer, H.: Grundlagen der NOx-Entstehung und -minderung; Gaswärme International 35, 1986, pp. 239-246
[6] Krishnan, R.P., Daw, C.S., Jones, J.E.: A review of fluidized bed combustion technology in the United States. in: Swaaij van, W.P.M., Afgan, N.H. (Eds.): Heat and mass transfer in fixed and fluidizes beds, Springer Verlag, Berlin, Heidelberg, pp. 433-455, 1986
[7] Lin, C.-L.; Wey, M.-Y.; You, S.-D.: The effect of particle size distribution on minimum fluidization velocity at high temperature. Powder Technology, Vol. 126, Nr. 3, pp. 297-301, 2002
[8] Löffler, G.; Andahazy, A.; Wartha, C.; Winter, F.; Hofbauer, H.: Simulation des Abbrands eines Kohlepartikels in einer stationären Laborwirbelschicht – Untersuchung der Mechanismen zur Bildung von NOx und N2O; VDI-Berichte Nr. 1629, 2001, pp. 585-590
[9] Rumpel, S.: Die autotherme Wirbelschichtpyrolyse zur Erzeugung heizwertreicher Stützbrenn- stoffe. Dissertation, Universität Karlsruhe, 2000
[10] Schrod, M.; Semel, J.; Steiner, R.: Verfahren zur Minderung von NOx Emissionen in Rauchgasen;
Chem.-Ing.-Tech. 57 (1985) Nr. 9, pp. 717-727
[11] Stiess, M.: Mechanische Verfahrenstechnik-Partikeltechnologie 1: Beschreibung und Erzeugung von dispersen Stoffen. 3. Auflage; Springer Verlag Berlin Heidelberg; ISBN 978-3540325512;
2007
[12] Wargadalam, V. J.; Löffler, G.; Winter, F.; Hofbauer, H.: Homogeneous Formation of NO and N2O from Oxidation of HCN and NH3 at 600-1,000 °C; Combustion and Flame 120, 2000, pp.
465-478
Contact Person
Dr.-Ing. Matthias Mann
Küttner Martin Technology GmbH Technology Manager
Process Engineering Leopoldstraße 246 80807 München GERMANY +49 2017293201 m.mann@kuettner.com
Bibliografische Information der Deutschen Nationalbibliothek Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über http://dnb.dnb.de abrufbar
Thiel, S.; Thomé-Kozmiensky, E.; Winter, F.; Juchelková, D. (Eds.):
Waste Management, Volume 9 – Waste-to-Energy –
ISBN 978-3-944310-48-0 Thomé-Kozmiensky Verlag GmbH
Copyright: Elisabeth Thomé-Kozmiensky, M.Sc., Dr.-Ing. Stephanie Thiel All rights reserved
Publisher: Thomé-Kozmiensky Verlag GmbH • Neuruppin 2019 Editorial office: Dr.-Ing. Stephanie Thiel, Elisabeth Thomé-Kozmiensky, M.Sc.
Layout: Claudia Naumann-Deppe, Janin Burbott-Seidel, Sarah Pietsch, Ginette Teske, Roland Richter, Cordula Müller, Gabi Spiegel Printing: Universal Medien GmbH, Munich
This work is protected by copyright. The rights founded by this, particularly those of translation, reprinting, lecturing, extraction of illustrations and tables, broadcasting, micro- filming or reproduction by other means and storing in a retrieval system, remain reserved, even for exploitation only of excerpts. Reproduction of this work or of part of this work, also in individual cases, is only permissible within the limits of the legal provisions of the copyright law of the Federal Republic of Germany from 9 September 1965 in the currently valid revision. There is a fundamental duty to pay for this. Infringements are subject to the penal provisions of the copyright law.
The repeating of commonly used names, trade names, goods descriptions etc. in this work does not permit, even without specific mention, the assumption that such names are to be considered free under the terms of the law concerning goods descriptions and trade mark protection and can thus be used by anyone.
Should reference be made in this work, directly or indirectly, to laws, regulations or guide- lines, e.g. DIN, VDI, VDE, VGB, or these are quoted from, then the publisher cannot ac- cept any guarantee for correctness, completeness or currency. It is recommended to refer to the complete regulations or guidelines in their currently valid versions if required for ones own work.