Nasse und trockene Entaschung in Abfallverbrennungsanlagen – Erkenntnisse für die Überarbeitung des
BVT-Merkblatts Abfallverbrennung –
Peter Quicker, Battogtokh Zayat-Vogel, Thomas Pretz, Andrea Garth, Ralf Koralewska und Sasa Malek
1. Hintergrund ...153
2. Aufgabenstellung ...155
3. Projektstruktur ...156
4. Probengewinnung durch Nass- und Trockenentschlackung ...158
5. Mechanische Aufbereitung ...161
6. Erste Ergebnisse ...163
6.1. Feuerungsführung ...163
6.2. Massenbilanz Probenahme ...163
6.3. Mechanische Aufbereitung Trockenschlacke ...164
6.4. Chemische Analysen ...166
7. Fazit ...168
8. Literatur ...170
1. Hintergrund
Bei der Verbrennung fester Siedlungsabfälle in Rostfeuerungen entstehen aus den mine- ralischen Anteilen teilgesinterte Agglomerate, deren Komponenten unterschiedlich fest miteinander verbunden sind. Die Asche/Schlacke1 enthält zudem metallische Anteile und geringe Mengen an Unverbranntem, die teilweise in die Agglomerate eingebun- den sind. Weiterhin ist in der Asche/Schlacke ein erheblicher mineralischer Feinanteil enthalten, der auch feinkörnige metallische Bestandteile enthält.
Derzeit werden mit wenigen Ausnahmen von fast allen Abfallverbrennungsanlagen nasse Verfahren zur Entschlackung bevorzugt. Durch diese Art des Austrags wird die Asche nicht nur mit etwa zwanzig Prozent Feuchtigkeit versetzt, sondern reagiert in
1 Die Begriffe Asche und Schlacke sowie Entaschung und Entschlackung werden in diesem Text redundant verwendet, da in den Verbrennungsrückständen von MVA beide Varianten auftreten.
Peter Quicker et al.
154
vielfältiger Art und Weise mit dem zugesetzten Wasser. Insbesondere Aluminium wird unter Freisetzung von Wasserstoff angegriffen. Aber auch Eisen und andere Metalle re- agieren. Da das mineralische Material zudem über puzzolanische Eigenschaften verfügt, setzen mit Austritt aus dem Nassentschlacker Abbindeprozesse ein. Das als Rohschlacke bezeichnete Material wird bis heute vor allem unter dem Aspekt der Metallrückge- winnung und der Nutzung der mineralischen Fraktion als Baustoff weiterverarbeitet.
Demzufolge liegt das Hauptaugenmerk zum einen auf der Gewinnung eines möglichst reinen Fe- und NE-Metallkonzentrats, zum anderen in der Erzeugung eines Produkts, das geeignete bautechnische Eigenschaften zur Verwendung im Straßen-, Wege- und Deponiebau aufweist. Hochwertiges Recycling ist mit den aktuell verwendeten Tech- nologien jedoch nur eingeschränkt erreichbar. Das Ziel einer möglichst vollständigen Rückgewinnung der Metalle ist aus mehreren Gründen derzeit nicht realisierbar:
• Durch den nassen Schlackeaustrag und die damit verbundenen unvermeidlichen Oxidationsprozesse wird bereits im Entschlacker ein Teil der Metalle entwertet.
• Durch die Anhaftungen von feinem Material, lässt sich die Schlacke im Feinkornbereich nicht gut klassieren oder effektiv mechanisch trennen.
• Die Rückgewinnung von NE-Metallen im Feinkornbereich ist schwierig.
• Der Abbindeprozess erschwert einen Aufschluss der Einzelkomponenten und damit ihre Abtrennbarkeit.
Diese Randbedingungen führen dazu, dass einerseits die Metalle nur unvollständig zurückgewonnen werden und andererseits lediglich ein Baustoff erzeugt wird, dessen Verwendung zunehmend schärferen Umweltauflagen unterliegt. Abgesehen vom Einsatz als Versatzbaustoff in Bergwerken oder als Material zur Deponieabdeckung gestaltet sich das Recycling der mineralischen Aschefraktionen aus Abfallverbren- nungsanlagen schwierig.
Weiterhin zeigen Forschungsergebnisse der letzten Jahre eine selektive Anreicherung verschiedener Metalle in den feinen Korngrößenklassen, die teilweise durch eine thermische Zerkleinerung aber auch durch typische Baugrößen von metallischen Komponenten – z.B. Goldbeschichtungen auf den Kontakten von Elektrogeräten, Lötverbindungen usw. – bedingt sind. Untersuchungen im Feinkornbereich < 5 mm zeigen Edelmetallgehalte, die teilweise die Gehalte in natürlichen Lagerstätten über- steigen: So konnten beispielsweise 5 g Palladium, 105 g Gold oder 1.425 g Silber pro Tonne Rostasche ermittelt werden [6].
Trotz stetig optimierter Sammel- und Verwertungssysteme für ausgewählte Abfall- ströme werden durch Fehlwürfe und Verbundstoffe metallische Teilmengen in den Restabfall eingetragen. Nach dem Verbot der Deponierung von unbehandeltem Restabfall sind die in Abfallverbrennungsanlagen behandelten Mengen deutlich angestiegen. Verbesserte, der thermischen Behandlung von Siedlungsabfällen vor- geschaltete Aufbereitungstechnologien, die es erlauben, Ersatzbrennstoff-Fraktionen oder Inertstoff-Fraktionen vor der Abfallverbrennung abzutrennen, treiben die Gehalte feinverteilter Metalle im Brennstoff und in der Folge auch in den zurückbleibenden Aschen/Schlacken in die Höhe. [3]
Nachstehend ist die Zusammensetzung von NE-Metallkonzentraten (Produkte aus der Wirbelstromscheidung) aus Rostaschen dargestellt [1]:
• Aluminium 25 bis 70 Ma.-%,
• Eisen 5 bis 11 Ma.-%,
• Schwermetalle (Cu, Messing, Zn usw.) 4 bis 15 Ma.-%,
• VA-Stahl bis 6 Ma.-%,
• Rest (Steine, Schlacke usw.) 15 bis 50 Ma.-%.
Eigene Analysen von NE-Metallkonzentraten aus Abfallverbrennungs-Rostaschen verschiedener Korngrößenklassen zeigt Tabelle 1.
Tabelle 1: Ergebnisse aus Schmelzanalysen von NE-Metallkonzentraten in Rostaschen von Abfall- verbrennungsanlagen in verschiedenen Korngrößenklassen
Fraktion Element
mm Gew.-% ppm
Al Cu Zn Si Fe Ag Mn Ni Sn Co Sb Bi Ga In P 4 – 10 61,7 25,3 6,4 0,7 0,6 0,4 0,19 0,08 0,14 58,5 96,5 43,0 91 3 14,5 10 – 20 74,6 14,3 5,0 1,3 0,5 0,01 0,23 0,08 0,05 5,0 175 31,0 101 3 45,0 20 – 30 51,9 30,9 8,3 1,3 1,3 0,0 0,09 0,11 0,14 37,0 48,5 33,1 75 3 10,0 Quelle: Pretz, T.; Wens, B.: Wertstoffpotenziale in Verbrennungsrückständen, in Pinnekamp, Johannes (Hg.): 45. Essener Tagung für Wasser- und Abfallwirtschaft: Wasserwirtschaft und Energiewende. Aachen: Ges. zur Förderung der Siedlungswasserwirtschaft an der RWTH Aachen. (Gewässerschutz Wasser Abwasser ; 230), 14/1-14/8
2. Aufgabenstellung
Im Rahmen des UFOPLAN-Vorhabens FKZ 3713 33 303 Möglichkeiten einer ressour- censchonenden Kreislaufwirtschaft durch weitergehende Gewinnung von Rohstoffen aus festen Verbrennungsrückständen aus der Behandlung von Siedlungsabfällen, sollen technische Optionen zur Steigerung der Rückgewinnung und Verwertung von Metallen und mineralischen Rohstoffen aus festen Verbrennungsrückständen untersucht und bewertet werden. Insbesondere sollen die Wertstoffpotenziale von trocken- und nass entaschten Abfallverbrennungs-Schlacken anhand praktischer Untersuchungen im industriellen Maßstab aufgezeigt und verglichen werden.
Für die Potenzialermittlung wird ein theoretischer Arbeitsteil zur Erfassung bestehender Erkenntnisse und Literaturdaten abgearbeitet.
Im praktischen Arbeitsteil des Projektes wurden die beiden grundsätzlich unterschied- lichen verfahrenstechnischen Ansätze zur Rohstoffrückgewinnung aus Abfallver- brennungs-Rückständen – die Nass- und die Trockenentschlackung – experimentell untersucht. Die zur Versuchsdurchführung benötigten Materialproben wurden aus einer Abfallverbrennungsanlage entnommen, die über einen nass betriebenen Stö- ßelentschlacker verfügt. Es bestand die Möglichkeit, einen Nassentschlacker für mehrere Stunden trocken zu betreiben.
Peter Quicker et al.
156
Auf diese Weise wurden im Projekt nass- und trockenentaschte Materialproben aus der gleichen Verbrennungslinie gewonnen. Die Anlage wurde in Absprache mit der ITAD und der Martin GmbH ausgewählt.
Mit den gewonnenen Erkenntnissen soll dem Umweltbundesamt eine fundierte Daten- basis zur Verfügung gestellt werden, die als Grundlage für zukünftige Entscheidungen zur nationalen Umsetzung der Europäischen Abfallrahmenrichtlinie sowie der bevor- stehenden Überarbeitung des Dokumentes für die besten verfügbaren Techniken im Bereich der Abfallverbrennung dienen soll.
3. Projektstruktur
Zur Lösung der Aufgabenstellung sind drei übergeordnete Arbeitsteile vorgesehen.
Bild 1 zeigt die Projektstruktur. Im Rahmen des ersten Arbeitsteils wird schwerpunkt- mäßig die Erfassung, Verarbeitung und Auswertung bestehender Informationen und Literaturdaten durchgeführt. Darüber hinaus werden neben Literaturdaten auch Anlagendaten erhoben. Zu diesem Zweck ist der Besuch verschiedener Abfallverbren- nungs- und Schlackeaufbereitungsanlagen vorgesehen.
Fe-Metalle NE-Metalle Mineralik Edelmetalle
Bild 1: Projektstruktur des UFOPLAN-Vorhabens – Möglichkeiten einer ressourcenschonen- den Kreislaufwirtschaft durch weitergehende Gewinnung von Rohstoffen aus festen Verbrennungsrückständen aus der Behandlung von Siedlungsabfällen
Der zweite Arbeitsteil beinhaltet praktische Arbeitspakete in denen durch orientierende Aufbereitungsexperimente Informationen zur Wirksamkeit der jeweiligen Methode gesammelt werden sollen.
In diesem Zusammenhang werden mechanische, biologische und metallurgische Aufbereitungs- und Charakterisierungsmethoden angewendet.
Basierend auf den Ergebnissen der theoretischen und praktischen Arbeitspakete werden im abschließenden dritten Arbeitsteil die Möglichkeiten der weitergehenden Rückgewinnung von Rohstoffen aus Abfallverbrennungs-Schlacken bewertet und Handlungsempfehlungen, insbesondere für die Konzeption eines optimierten Aufbe- reitungsverfahrens für diese Schlacken, erarbeitet und dokumentiert.
Begleitet wird das Vorhaben während seiner gesamten Laufzeit durch einen Ausschuss, in dem alle am Projekt beteiligten Partner, weitere externe Fachleute sowie das Um- weltbundesamt vertreten sind. Beim Zusammenwirken der großen Anzahl an Experten mit unterschiedlicher Expertise werden Synergieeffekte zur optimalen Bearbeitung des Vorhabens erwartet.
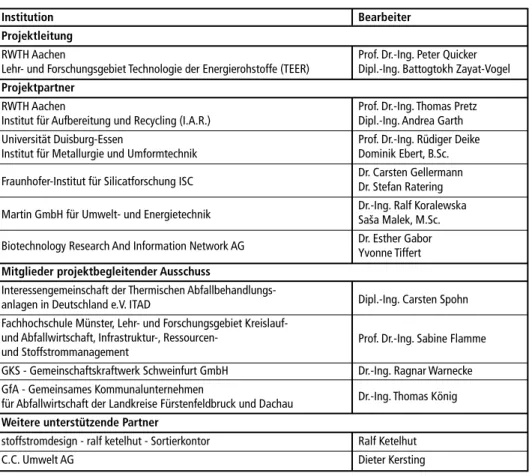
Tabelle 2 enthält eine Übersicht über die Projektpartner, die am projektbegleitenden Ausschuss beteiligten Personen und Institutionen sowie über weitere unterstützende Partner.
Tabelle 2: Projektpartner, Mitglieder des projektbegleitenden Ausschusses und weitere unterstützende Partner
Institution Bearbeiter Projektleitung
RWTH Aachen Prof. Dr.-Ing. Peter Quicker
Lehr- und Forschungsgebiet Technologie der Energierohstoffe (TEER) Dipl.-Ing. Battogtokh Zayat-Vogel Projektpartner
RWTH Aachen Prof. Dr.-Ing. Thomas Pretz
Institut für Aufbereitung und Recycling (I.A.R.) Dipl.-Ing. Andrea Garth Universität Duisburg-Essen Prof. Dr.-Ing. Rüdiger Deike Institut für Metallurgie und Umformtechnik Dominik Ebert, B.Sc.
Fraunhofer-Institut für Silicatforschung ISC Dr. Carsten Gellermann Dr. Stefan Ratering Martin GmbH für Umwelt- und Energietechnik Dr.-Ing. Ralf Koralewska
Saša Malek, M.Sc.
Biotechnology Research And Information Network AG Dr. Esther Gabor Yvonne Tiffert Mitglieder projektbegleitender Ausschuss
Interessengemeinschaft der Thermischen Abfallbehandlungs-
anlagen in Deutschland e.V. ITAD Dipl.-Ing. Carsten Spohn Fachhochschule Münster, Lehr- und Forschungsgebiet Kreislauf-
und Abfallwirtschaft, Infrastruktur-, Ressourcen-
und Stoffstrommanagement Prof. Dr.-Ing. Sabine Flamme
GKS - Gemeinschaftskraftwerk Schweinfurt GmbH Dr.-Ing. Ragnar Warnecke GfA - Gemeinsames Kommunalunternehmen
für Abfallwirtschaft der Landkreise Fürstenfeldbruck und Dachau Dr.-Ing. Thomas König Weitere unterstützende Partner
stoffstromdesign - ralf ketelhut - Sortierkontor Ralf Ketelhut
C.C. Umwelt AG Dieter Kersting
Peter Quicker et al.
158
4. Probengewinnung durch Nass- und Trockenentschlackung
Die Beprobung und Bereitstellung Asche/Schlacke für die Aufbereitungsversuche wurde im Februar 2014, in der achten Kalenderwoche von der Martin GmbH, den Mitarbeitern des MHKW und der RWTH Aachen durchgeführt. Die Probemengen aus der Nass- und Trockenentschlackung wurden auf jeweils mindestens fünf Tonnen festgelegt.
Die Asche/Schlacke wurde zeitlich hintereinander an einer Linie mit Stößelentschlacker entnommen. Bei der Beprobung wurde eine typische Mischung aus Siedlungs- und Gewerbeabfällen verbrannt. Hierzu wurde vom Betreiber ein Bunkermanagement organisiert, mit dem eine während beider Versuchszeiträume möglichst einheitliche Abfallzusammensetzung erreicht werden sollte.
Bild 2:
Vorgemischter Abfall bei der Aufgabe in den Trichter Bei der Probenahme wurde an der Linie des Abfallheizkraftwerks vorgemischter Ab- fall verbrannt, der zu jeweils fünfzig Prozent aus Haus- und Gewerbeabfall bestand.
Vor der Abfallhomogenisierung wurde ein Teilbereich des Bunkers zur Mischung des Inputmaterials leer gefahren.
Der nur an einem Tor angelieferte Abfall wurde vom Kranfahrer gemischt. Das ge- mischte Material wurde im Bunker getrennt gehalten und nur dieser Linie zugegeben.
An der ausgewählten Anlage wurden solche Abfallmischungen bereits bei vielen Ver- suchen zur Heizwertbestimmung mit Erfolg eingesetzt, so dass das Personal mit der Vorgehensweise sehr gut vertraut war. Bild 2 zeigt eine Aufnahme des vorgemischten Abfalls während der Aufgabe.
Zur Staubminimierung bei der Probenahme wurde der vorgesehene Austragsbereich vollständig eingehaust. Zusätzlich wurde ein Gebläse zur Absaugung und Filterung der Luft installiert. Der Entschlackerbetrieb wurde während des Beprobungszeitraums auf Hand gestellt; die Rostschlacke wurde in kürzeren Abständen als im Automatikbetrieb ausgetragen.
Zur Entnahme der Asche/Schlacke aus dem Transportkanal zwischen Stößelentschla- cker und Schlackebunker wurde das erste Schwingrinnensegment das Transportkanals unterhalb der Abwurfkante des Entschlackers durch ein offenes Segment mit einem
Stangensieb (Stangenabstand 10 cm) ersetzt. In Bild 3 (links) ist die Probenahmestelle vor der Beprobung dargestellt. Das rechte Bild 3 zeigt die mit Überkorn > 100 mm (vorne) und der Feinfraktion < 100 mm (hinten) befüllten Loren. Insgesamt wurden jeweils zwölf Loren mit Feinanteil befüllt.
Bild 3: Probenahme: Montiertes Stangensieb und Loren zur Erfassung der Grob- und Feinfraktion (links); Feinfraktion (hintere Lore) und Überkorn (im Vordergrund) bei Nassentschlackung (rechts)
Die Loren mit dem Überkorn wurden händisch in die vier Fraktionen Metalle, Steine, Agglomerate/versintertes Grobkorn sowie Unverbranntes aufgeteilt und deren Masse protokolliert. Der dabei zurückbleibende Anteil an feinerem Material wurde dem Feingut zugeschlagen.
Die Nassentschlackung bei der Probenahme wurde analog zum normalen Betrieb durchgeführt. Vor der weiteren Aufbereitung wurde die Schlacke zur Alterung drei Monate gelagert. Diese Phase ist inzwischen abgeschlossen. Die Schlacke befindet sich aktuell zur Aufbereitung im Technikum des Institutes für Aufbereitung und Recycling der RWTH Aachen. Während der Alterungszeit wurden regelmäßig Proben aus dem Haufwerk genommen. Dabei sollten die Stabilisierung der oxidierbaren Elemente, das Verhalten der Schwermetalle im Eluat und die Umwandlung von Kalkkomponenten untersucht werden.
Bild 4: Materialentnahme bei Nass- (links) und Trockenentschlackung (rechts)
Für die Beprobung der Trockenentschlackung wurde die Rostschlacke im Entschlacker aufgestaut, um den Luftabschluss der Feuerung nach außen sicherzustellen. Nach dem Ablassen des Wassers wurde der Entschlacker während mehrerer Stunden trocken gefahren, bevor mit der Beprobung begonnen wurde. Dabei wurde die Feuchte der Rostschlacke im Schlackebunker kontinuierlich überwacht. Hierdurch sollte sicherge- stellt werden, dass die Beprobung der Trockenschlacke erst nach Vorliegen vollständig trockener Schlacke erfolgt. Die Rostschlacke aus der Trockenentschlackung wurde direkt anschließend im Technikum des I.A.R. mechanisch aufbereitet.
Bild 4 zeigt die Durchführung der Nass- und Trockenentschlackung.
Probenahme und Probenvorbereitung der Rostschlacke erfolgten in Anlehnung an die VGB-Richtlinie M216H [7], die FDBR-Richtlinie RL 7 Abnahmeversuche an Ab- fallverbrennungsanlagen mit Rostfeuerungen, Ausgabe 03/2013 [2] und die Vorschrift LAGA PN98 [4]. Die erzeugten Laborproben wurden in beschriftete Gefäße (PE/Glas) luftdicht abgefüllt und unverzüglich zur Analyse an akkreditierte Labore weitergeleitet, Rückstellproben wurden eingelagert. Die gesamte Rostschlackenbeprobung wurde anhand von ausführlichen Protokollen dokumentiert.
5. Mechanische Aufbereitung
Ziel der mechanischen Aufbereitung der Schlackeproben ist der Vergleich zwischen dem nass und trocken entnommenen Material. Arbeitsschritte sind die Herstellung verschiedener Kornklassen sowie eine anschließende Durchführung, Dokumentation und Bewertung der mehrstufigen Metallabtrennung zur Gewinnung von Fe- und NE- Metallfraktionen in den einzelnen Kornklassen.
Bild 5: Übersicht der mechanischen Schlackeaufbereitung
Peter Quicker et al.
162
Die mechanische Aufbereitung der Trockenasche wurde gemäß der in Bild 5 dargestell- ten Methode durchgeführt. Zunächst wurde in sechs Kornklassen siebklassiert, wovon die Fraktionen 4 bis 80 mm der Metallseparation zugeführt wurden.
Die Siebklassierung der Trockenasche wurde im ersten Schritt mit einem robusten, treppenstufig angeordneten Kreisschwingsieb bei 30 mm und 80 mm durchgeführt, um die Siebmatten des für die kleineren Fraktionen verwendeten Spannwellensiebs vor Beschädigungen durch grobe, scharfkantige Agglomerate/Bestandteile zu schützen.
Im zweiten Schritt wurde die Siebklassierung des Materials < 30 mm absteigend, bei den Korngrößen 10, 4 und 2 mm mit einem Spannwellensieb durchgeführt. Insgesamt wurden sechs Big Bags mit einem Gesamtnettogewicht von 2,9 Tonnen Trockenasche der Siebklassierung zugeführt. Das restliche Probenmaterial wurde als Rückstellprobe eingelagert. In den Bildern 6 und 7 sind die eingesetzten Siebmaschinen dargestellt.
Bild 6: Kreisschwingsieb: Seitenansicht (links) und treppenstufige Anordnung der Siebbeläge (rechts)
Quelle: IFE Aufbereitungstechnik GmbH
Im Anschluss an die Siebklassierung wurden Einzelproben der Kornklassen 4 bis 10, 10 bis 30 und 30 bis 80 mm der Metallseparierung zugeführt. Dazu wurden zunächst aus jeder Kornklasse Einzelproben durch definierte Probenteilung vorbereitet. In Anlehnung an die Empfehlungen sowohl der LAGA PN 98 als auch der LAGA PN 2/78 K wurden für jede Kornklasse jeweils zehn Einzelproben entnommen, die der Metallseparation zugeführt wurden.
Die Metallseparation zur Abtrennung von Fe- und NE-Metallen wurde mehrstufig durchgeführt. Eingesetzt wurden, wie in Bild 5 dargestellt, hintereinander die Aggregate Überbandmagnetscheider, Trommelmagnetscheider und Wirbelstromscheider (alle Fa. Steinert Elektromagnetbau GmbH).
Teilfraktionen aus der mechanischen Aufbereitung werden von den Partnern weiteren Untersuchungen, zur biologischen und weitergehenden mechanischen Behandlung sowie zur metallurgischen Analyse, unterzogen.
6. Erste Ergebnisse 6.1. Feuerungsführung
Zur Sicherung eines optimalen Ausbrands und damit der gleichbleibenden Qualität der Rostschlacke ist auf eine stabile Feu- erungsführung, bereits 6 bis 8 Stunden vor Beginn und während der Rostschla- ckebeprobung zu achten. Hierzu wurden die Soll- und Ist-Werte von Dampfmenge, Sauerstoff am Kesselende sowie die Feu- erraumtemperatur kontinuierlich über- wacht. Es zeigte sich, dass die Feuerung an beiden Versuchstagen stabil gelaufen ist.
Der Vergleich der Primär- und Sekun- därluftmenge und -temperatur ergab nahezu identische Luftmengen. Lediglich die Sekundärlufttemperatur war beim Trockenaustrag um etwa 3 °C höher, was keinen signifikanten Einfluss auf die Feuerung hatte.
Bild 7: Spannwellensieb
Quelle: Hein, Lehmann GmbH
Der mittlere Heizwert des Abfalls lag bei der Nassentschlackung bei 11,15 MJ/kg, während der Trockenentschlackung bei 11,24 MJ/kg. Entsprechend wurde ein durch- schnittlicher Abfalldurchsatz von 16,63 t/h während der Nassentschlackung und ein Durchsatz von 15,63 t/h während der Trockenentschlackung erreicht.
Unter Berücksichtigung der Inhomogenitäten des Abfallinputs sowie der Schwierigkeit der vollständig homogenen Mischung im Abfallbunker sind die Heizwerte sowie der Abfalldurchsatz an den beiden Tagen sehr gut vergleichbar.
Zusammenfassend lässt sich feststellen, dass die Feuerung in beiden Beprobungszeit- räumen stabil gefahren ist und vergleichbare Bedingungen vorgelegen haben.
6.2. Massenbilanz Probenahme
Im Rahmen der Schlackebeprobung wurden insgesamt rund zwanzig Tonnen Schlacke entnommen, jeweils etwa zur Hälfte bei der Nass- und Trockenentschlackung. Tabelle 3 zeigt den jeweiligen Anteil an Feingut < 100 mm sowie die Zusammensatzung der Überkornfraktionen > 100 mm.
Auffällig ist, dass bei der Trockenentschlackung mit 16,6 Ma.-% knapp drei Mal mehr Überkorn als bei der Nassentschlackung anfiel. Die Fraktion > 100 mm besteht bei der trocken entnommenen Schlacke mit etwa 75 Prozent zu einem sehr hohen Anteil an Agglomeraten (1,26 Tonnen). Bei der Nassschlacke liegt der Anteil der Agglomerate bei lediglich 40 Prozent bzw. 240 kg. Dies lässt sich dadurch erklären, dass die heißen
Peter Quicker et al.
164
Agglomerate im Wasserbad des Entschlackers starken thermischen Spannungen aus- gesetzt sind, die zum Aufbrechen der in der Feuerung gebildeten Agglomerate führen.
Bei der Bilanzierung der Massen wurde die insgesamt entnommene Schlackemenge, inklusive Überkorn, zu hundert Prozent gesetzt. Grund hierfür ist, dass sich die Mengen der Überkornfraktion auf Gesamtschlackemenge beziehen und aus dieser entnommen wurden. Von der verbleibenden Menge an Feinkorn wurden nur die für die mecha- nische Aufbereitung erforderlichen Probemengen entnommen. Der Rest wurde dem Schlackebunker der MHKW zugeführt.
Tabelle 3: Massenbilanz der Probenahme von Nass- und Trockenschlacke
Menge Anteil t %
Insgesamt entnommen 9,98 100
Feinkorn < 100 mm zur Alterung 8,64 86,6
Überkorn
davon
Metalle 0,24 2,4 Nassschlacke
> 100 mm
Steine 0,08 0,8
Agglomerate 0,24 2,4 Unverbranntes 0,0423 0,4
Gesamt 0,60 6,0
Verworfen in Schlackenbunker 0,74 7,4
Insgesamt entnommen 10,12 100
Feinkorn < 100 mm zur Aufbereitung 6,54 64,6
Überkorn
davon
Metalle 0,32 3,2 Trockenschlacke
> 100 mm
Steine 0,08945 0,9 Agglomerate 1,26 12,4
Unverbranntes 0,0158 0,1
Gesamt 1,68 16,6
Verworfen in Schlackenbunker 1,9 18,8
6.3. Mechanische Aufbereitung Trockenschlacke
Bisher konnte nur die Aufbereitung der Trockenschlacke durchgeführt werden, da die Nassschlacke erst den dreimonatigen Alterungsprozess durchlaufen musste.
Die kumulierte Siebrückstandslinie, die bei der Siebklassierung der 2,9 Tonnen Rost- asche mit Kreisschwingsieb und Spannwellensieb im Technikumsmaßstab erzeugt wurde Siebung Technikum ist in Bild 8 dargestellt. Daraus geht hervor, dass der Anteil
< 30 mm rund 70 Ma.-% beträgt. Mit etwa 40 Ma.-% macht die Fraktion 10 bis 30 mm den größten Massenanteil an der untersuchten Rostasche aus. Der Feinkornanteil
< 10 mm beträgt etwa 30 Ma.-%.
Zur Ermittlung der Korngrößenverteilung wurden die Siebversuche mit IFE- und Spannwellensieb durch kleintechnische Siebprozesse bis hin zur Prüfsiebung ergänzt.
Dazu wurden fünf Teilproben zu 10 kg der unbehandelten Rostasche im Rohzustand untersucht. Diese Ergebnisse sind ebenfalls in Bild 8 dargestellt. Es ist deutlich zu er- kennen, dass zwischen der Siebung im Technikumsmaßstab und den Prüfsiebungen
eine Verschiebung der Korngrößenverteilung in den Feinkornbereich auftritt. Die Fraktion 10 bis 30 mm hat mit etwa 40 Ma.-% immer noch den größten Anteil an der untersuchten Rostasche. Der Massenanteil < 30 mm ist im Vergleich zu der tech- nischen Siebung von 70 auf 80 Ma.-% gestiegen. Im Korngrößenbereich < 10 mm kommt es ebenfalls zu einer Zunahme des Feinkornanteils von 30 auf 40-50 Ma.-%.
Grundsätzlich zeigen die Ergebnisse der Prüfsiebungen eine gute Reproduzierbarkeit.
Lediglich Probe 3 hat einen deutlich höheren Massenanteil über 80 mm, da hier ein einzelnes Agglomerat mit einer Masse von 1,5 kg einen Anteil von 14 Prozent von der Gesamtmasse der Probe einnahm.
0 10 20 30 40 50 60 70 80 90 100
kumulierter Siebrückstand Ma.-%
0 10 20 30 40 50 60 70 80
Korngröße mm Probe 1
Probe 2
Probe 3 Probe 4
Probe 5 Siebung Technikum
Bild 8:
Kumulierte Siebrückstandslinie der technischen Siebung im Vergleich zu den Sieblinien aus Prüfsiebungen von Stichproben der Trockenschlacke Die Ergebnisse zeigen, dass bei der technischen Siebung ein signifikanter Anteil von feinerem Gut in den gröberen Korngrößenklassen verbleibt. Durch die Sieblinie der technischen Siebung wird also ein gröberes Gut suggeriert als tatsächlich vorliegt.
Inwieweit der Feingutanteil auch durch die Siebung selbst erzeugt wird, konnte nicht quantifiziert werden. Es ist jedoch anzunehmen, dass ein gewisser Feingutanteil durch die Siebbeanspruchung entsteht, da die Trockenschlacke sehr spröde Materialeigen- schaften aufweist, die bei mechanischer Beanspruchung während der Siebvorgänge zum Aufbrechen der stückigen Agglomeratstruktur führen können.
Bild 9 zeigt das Masseausbringen der Metallsortierung für die verschiedenen Korn- klassen. Es ist erkennbar, dass die drei Kornklassen bei der Metallabscheidung ein ähnliches Verhalten zeigen. Mit zunehmender Korngröße steigt das Masseausbringen der Metallabscheidung, gleichzeitig sinkt das Masseausbringen der nicht abgetrennten, nicht magnetischen Restfraktion (Rest). Diese hat dennoch in jeder Kornklasse die größte Masse (45 bis 65 Prozent).
Bei den hier dargestellten Ergebnissen handelt es sich nur um die abgetrennten Mas- sen in Bezug auf den Gesamtinput. Neben den Metallen enthalten diese abgetrennten Fraktionen auch mineralische Bestandteile in unterschiedlichen Mengen. Um weitere Aussagen zu Ausbeute, Qualität und Quantität der Metallabscheidung treffen zu kön- nen, müssen auch das Wertstoffausbringen sowie analytische Untersuchungen der Me- tallgehalte herangezogen werden. Diese Untersuchungen werden derzeit durchgeführt.
Peter Quicker et al.
166
6.4. Chemische Analysen
Die Schlacken wurden bei der Entnahme, während der Alterung (Nassschlacke) und im Rahmen der Aufbereitung vielfach beprobt. Anhand dieser Proben werden die Feststoffgehalte sowie die Eluatwerte verschiedener Elemente analytisch ermittelt.
Bisher ist erst ein kleiner Teil der Proben vollständig analysiert. Dies sind zum einen die Proben, die direkt bei der Versuchskampagne entnommen wurden. Hierfür liegen demnach erste vergleichende Werte für die Nass- und Trockenentschlackung vor. Zum anderen sind die chemischen Analysen der im Rahmen der mechanischen Aufbereitung gewonnen Feinfraktionen 0 bis 2 und 2 bis 4 mm verfügbar.
Ein fundierter Vergleich der Nass- mit der Trockenentschlackung ist aufgrund der ge- ringen Datenbasis noch nicht möglich. Die im Folgenden dargestellten Analysenwerte sollen lediglich einen ersten Eindruck ermöglichen. Um die aktuell vorhandenen Ana- lysenwerte besser einschätzen zu können, wurden jeweils – soweit vorhanden – auch Literatur- und Praxiswerte (die nur für nass entschlacktes Material verfügbar waren) sowie die Angaben der LAGA dargestellt. Ein direkter Vergleich ist nur für die nass und trocken entschlackten Fraktionen < 30 mm zulässig.
Der Vergleich der Analysenwerte mit den Literatur- und Praxiswerten zeigt zunächst, dass sich die ermittelten Messwerte in üblichen Bereichen bewegen (Bild 10). Lediglich für Quecksilber wird in der Mitgliederumfrage der ITAD ein deutlich höherer Wert angegeben, als im Rahmen der Beprobung festgestellt werden konnte.
Insgesamt sind nach aktueller Datenlage keine signifikanten Unterschiede in den Metallgehalten der nass und trocken entschlackten Rückstände festzustellen. Ähn- liches gilt (bei Berücksichtigung der Schwankungsbreite der Daten) für die Gehalte an Schwefel und Chlor (Bild 11). Auch letzteres wird bei der nassen Entschlackung offensichtlich nicht aus der Asche ausgewaschen. Dieses Verhalten ist vermutlich da- rauf zurückzuführen, dass das zur Nassentschlackung verwendete Wasser zum einen Teil direkt verdampft und zum anderen Teil in der Schlacke verbleibt. In beiden Fällen werden eventuell ausgewaschene Komponenten, wie Chloride, nicht aus der Schlacke ausgetragen.
0 10 20 30 40 50 60 70 80
Überband-
magnetscheider Trommel-
magnetscheiderWirbelstromscheider
WSS-NE Rest
Anteil Ma.-%
4 - 10 mm 10 - 30 mm 30 - 80 mm
Bild 9:
Masseausbringen bei der Metall- abscheidung für unterschiedliche Kornfraktionen, bei jeweils n = 10 Einzelversuchen
Bild 10: Metallgehalte von Schlacken aus der Abfallverbrennung. Alle Analysenwerte für die Trockenentschlackung (rot) sowie die Werte Nassschlacke < 30 mm (blau) beziehen sich auf das Projekt. Die übrigen Werte (grau) entstammen der Literatur. Die Zahl in Klammern bezeichnet die Anzahl der hinterlegten Datensätze
Ein tiefergehender Vergleich der Analysenergebnisse von Nass- und Trockenschlacke verbietet sich aktuell mit Blick auf die Schwankungsbereite und die Anzahl der ver- fügbaren Werte.
Bild 12 zeigt die Eluatwerte für die gleichen Fraktionen, deren Feststoffzusammenset- zung in Bild 10 und 11 dargestellt sind.
Auch hier ist die Anzahl der verfügbaren Daten gering, die Streuung der Ergebnisse breit. Es scheinen jedoch auch bei den Eluatwerten keine deutlichen Unterschiede zwischen den nass und trocken entaschten Proben aufzutreten. Dies gilt nicht nur für die Metalle sondern auch für Chlor und Schwefel.
Massenanteil mg/kg
0 1.000 2.000 3.000 4.000
Ni Pb Cr
Massenanteil mg/kg
LAGA M19
Mitgliederumfrage ITAD (21) Literatur (EBS) (9) Nassschlacke < 30 mm (3)
Nassschlacke
Trockenschlacke (eigene Werte)
Trockenschlacke < 30 mm (3) Trockenschlacke 0-2 mm (1) Trockenschlacke 2-4 mm (1)
0 5 10 15
As Cd Hg
0 20.000 40.000 60.000 80.000
Fe Cu Zn
Massenanteil mg/kg Al
Peter Quicker et al.
168
7. Fazit
Für ein Projektfazit ist es aktuell noch zu früh. Festgehalten werden kann bisher, dass die trockene Entschlackung mit existierender Technik durchführbar ist. Für die Versuchsbeprobung wurde ein vereinfachtes, sicherheitstechnisch durchführbares Verfahren angewandt. Bei der großtechnischen Umsetzung der Trockenentschlackung an bestehenden Abfallverbrennungsanlagen wird bereits durch technische Maßnahmen ein sicherer, kontinuierlicher Betrieb gewährleistet.
Bei der Trockenentschlackung ist in Abhängigkeit vom Heizwert mit wesentlich mehr und größeren Agglomeraten zu rechnen. Allerdings muss der Aufbereitungsaufwand im Vergleich zum Aufwand der Nassschlackeaufbereitung, vor allem im Feinkornbereich, in Relation gesetzt werden.
Zur Bewertung des technisch aktuell erreichbaren Ressourcenpotenzials sowie zur Bilanzierung des gesamten Prozesses ist die Betrachtung des Masseausbringens allein nicht ausreichend. Hierzu müssen auch das Wertstoffausbringen sowie analytische Untersuchungen der Metallgehalte herangezogen werden. Die Untersuchungen werden derzeit durchgeführt.
Aktuell (Stand Ende Mai 2014) wird die drei Monate gealterte Nassschlacke mechanisch aufbereitet. Erst bei Vorliegen der vollständigen Ergebnisse und Auswertungen der mechanischen Aufbereitung und Metallabscheidung, ist eine vergleichende Bewertung der beiden Entschlackungsverfahren möglich.
Danksagung
Die Projektleitung und das Umweltbundesamt bedanken sich bei allen direkt und indirekt am Projekt beteiligten Institutionen und Firmen, insbesondere bei jenen, die unentgeltlich Arbeitszeit und zum Teil sogar in erheblichem Umfang finanzielle Mittel eingesetzt haben, um die Umsetzung in dieser Form zu ermöglichen.
Bild 11:
Schwefel- und Chlorgehalte von Schlacken aus der Abfallverbrennung. Alle Analysen- werte für die Trockenentschlackung (rot) sowie die Werte Nassschlacke < 30 mm (blau) beziehen sich auf das Projekt. Die übrigen Werte (grau) entstammen der Literatur. Die Zahl in Klammern bezeichnet die Anzahl der hinterlegten Datensätze
Massenanteil mg/kg
Literatur (EBS) (9) Nassschlacke < 30 mm (3)
Nassschlacke Trockenschlacke
(eigene Werte)
Trockenschlacke < 30 mm (3) Trockenschlacke 0-2 mm (1) Trockenschlacke 2-4 mm (1)
0 5.000 10.000 15.000
Cl S
Mitgliederumfrage ITAD (21) Literatur (EBS) (9)
Nassschlacke < 30 mm (3)
Nassschlacke
Trockenschlacke Trockenschlacke < 30 mm (3)
LAGA M19
Trockenschlacke 0-2 mm (1) Trockenschlacke 2-4 mm (1)
Literatur (EBS) (9) Nassschlacke < 30 mm (3)
Nassschlacke
Trocken schlacke (eigene Werte)
Trockenschlacke < 30 mm (3) LAGA M19
Trockenschlacke 0-2 mm (1) Trockenschlacke 2-4 mm (1)
Mitgliederumfrage ITAD (21) Literatur (EBS) (9)
Nassschlacke < 30 mm (3)
Nassschlacke
Trocken- schlacke (eigene Werte)
Trockenschlacke < 30 mm (3) LAGA M19
Trockenschlacke 0-2 mm (1) Trockenschlacke 2-4 mm (1)
0 1 2 3 4
Cu Zn
Konzentration mg/l Konzentration mg/l
0 0,5 1,0 1,5 2,0
Ni Pb Cr
0 2 4 6 8 10 12
As Cd Hg
Konzentration mg/l Konzentration mg/l
0 1.000 2.000 3.000 4.000 5.000 Cl
S
Bild 12: Eluatwerte (S4-Schüttel-Eluat 1:10, nach DIN 38414 Teil 4) von Schlacken aus der Abfallverbrennung. Alle Analysenwerte für die Trockenentschlackung (rot) sowie die Werte Nassschlacke < 30 mm (blau) beziehen sich auf das Projekt. Die übrigen Werte (grau) entstammen der Literatur. Die Zahl in Klammern bezeichnet die Anzahl der hinterlegten Datensätze
Peter Quicker et al.
170
8. Literatur
[1] Bilitewski, B.; Jäger, J.: Energieeffizienzsteigerung und CO2 – Vermeidungspotenziale bei der Müllverbrennung: Technische und wirtschaftliche Bewertung (EdDE-Dokumentation).
Köln, 2010. Online verfügbar unter http://www.entsorgergemeinschaft.de/, zuletzt geprüft am 07.02.2013
[2] FDBR-Richtlinie RL 7: Abnahmeversuche an Abfallverbrennungsanlagen mit Rostfeuerungen:
Fachverband der Anlagebau und Energie, Umwelt und Prozessindustrie, Düsseldorf. Ausgabe 03/2013
[3] Goldmann, D.: Strategische und strukturelle Überlegungen zur effizienten Nutzung anthropo- gener Rohstoffpotentiale in Zeiten der Globalisierungen. Müll und Abfall 10, S. 476–481, 2010 [4] LAGA 2001. LAGA PN 98. Richtlinie für das Vorgehen bei physikalischen, chemischen und
biologischen Untersuchungen im Zusammenhang mit der Verwertung/Beseitigung von Abfäl- len. Mitteilung der Länderarbeitsgemeinschaft Abfall (LAGA) 32. Online verfügbar unter http://
www.laga-online.de. Zuletzt geprüft am 13.05.2014
[5] Pretz, T.; Wens, B.: Wertstoffpotenziale in Verbrennungsrückständen, in Pinnekamp, Johannes (Hg.): 45. Essener Tagung für Wasser- und Abfallwirtschaft: Wasserwirtschaft und Energiewen- de. Aachen: Ges. zur Förderung der Siedlungswasserwirtschaft an der RWTH Aachen. (Gewäs- serschutz Wasser Abwasser ; 230), 14/1-14/8
[6] Schons, G.: Rückgewinnung von Metallen aus KVA-Schlacken: Stand der Technik. Rapperswil, 2011. Online verfügbar unter http://www.utechag.ch/, zuletzt geprüft am 08.08.2011
[7] VGB-Richtlinie M 216 H
4
Vorwort
Bibliografische Information der Deutschen Nationalbibliothek Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über http://dnb.dnb.de abrufbar
Thomé-Kozmiensky, K. J. (Hrsg.): Mineralische Nebenprodukte und Abfälle
– Aschen, Schlacken, Stäube und Baurestmassen – ISBN 978-3-944310-11-4 TK Verlag Karl Thomé-Kozmiensky
Copyright: Professor Dr.-Ing. habil. Dr. h. c. Karl J. Thomé-Kozmiensky Alle Rechte vorbehalten
Verlag: TK Verlag Karl Thomé-Kozmiensky • Neuruppin 2014
Redaktion und Lektorat: Professor Dr.-Ing. habil. Dr. h. c. Karl J. Thomé-Kozmiensky, Dr.-Ing. Stephanie Thiel, M.Sc. Elisabeth Thomé-Kozmiensky
Erfassung und Layout: Ginette Teske, Cordula Müller, Fabian Thiel, Janin Burbott, M.Sc. Elisabeth Thomé-Kozmiensky, Gabriele Spiegel
Druck: Mediengruppe Universal Grafische Betriebe München GmbH, München
Dieses Werk ist urheberrechtlich geschützt. Die dadurch begründeten Rechte, insbesondere die der Übersetzung, des Nachdrucks, des Vortrags, der Entnahme von Abbildungen und Tabellen, der Funksendung, der Mikroverfilmung oder der Vervielfältigung auf anderen Wegen und der Speicherung in Datenverarbeitungsanlagen, bleiben, auch bei nur aus- zugsweiser Verwertung, vorbehalten. Eine Vervielfältigung dieses Werkes oder von Teilen dieses Werkes ist auch im Einzelfall nur in den Grenzen der gesetzlichen Bestimmungen des Urheberrechtsgesetzes der Bundesrepublik Deutschland vom 9. September 1965 in der jeweils geltenden Fassung zulässig. Sie ist grundsätzlich vergütungspflichtig. Zuwiderhand- lungen unterliegen den Strafbestimmungen des Urheberrechtsgesetzes.
Die Wiedergabe von Gebrauchsnamen, Handelsnamen, Warenbezeichnungen usw. in diesem Werk berechtigt auch ohne besondere Kennzeichnung nicht zu der Annahme, dass solche Namen im Sinne der Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten wären und daher von jedermann benutzt werden dürfen.
Sollte in diesem Werk direkt oder indirekt auf Gesetze, Vorschriften oder Richtlinien, z.B. DIN, VDI, VDE, VGB Bezug genommen oder aus ihnen zitiert worden sein, so kann der Verlag keine Gewähr für Richtigkeit, Vollständigkeit oder Aktualität übernehmen. Es empfiehlt sich, gegebenenfalls für die eigenen Arbeiten die vollständigen Vorschriften oder Richtlinien in der jeweils gültigen Fassung hinzuzuziehen.