Ferro Duo GmbH
Vulkanstraße 54, 47053 Duisburg Tel.: +49 (0) 203 - 729738 - 0 Fax: +49 (0) 203 - 729738 - 18 Mail: info@ferroduo.de
www.ferroduo.de
RESSOURCEN-MANAGEMENT
Zertifi ziertes Entsorgungsunternehmen für verschiedenste Neben- und Abfallprodukte
Die Ferro Duo GmbH – als zertifi zierter Ent- sorgerfachbetrieb – betreibt Anlagen und Einrichtungen für das Recycling, Verarbeiten, Lagern und Umschlagen von unterschied- lichen Abfallströmen:
• Mineralische Abfälle:
Recycling/ Verwertung von Verbren- nungsaschen und Flugasche.
• Multimodaler Umschlag und Lagerung staubiger Schüttgüter
• Salze und Salzlösungen:
Verwertung/ Umschlag und Lagerung von Eisensalzen, Eisenlösungen, Beiz- lösungen und Abfallsäuren
Wir stehen der Hütten-, Zement- und Chemi- schen Industrie als starker Partner für das Recycling, die Verarbeitung und die Vermarktung folgender Nebenprodukte zur Seite:
Rückgewinnung von Eisenoxid:
• Walzzunder (auch ölhaltig, als Staub und als Schlamm) Stäube, bspw. aus der Oxygen Stahlproduktion Schwefelkiesabbrand
• Schlacken, z.B. Hochofenschlacke, Schlac- ken aus der Stahlproduktion, Kupferschlacke
• Nebenprodukte der Stahlbeize:
Grünsalz, Eisen-II-chlorid-Lösung, saure Beizlösungen
• Vertrieb hochreiner Eisenoxide aus der Säurerückgewinnung (Lurgi, KCH, Ruttner Prozesse)
Metalle
Rückgewinnung von Zink aus Stahlwerksstäuben durch gemeinsame Behandlung mit chloridhaltigen Reststoffen
Christopher Hamann, Marina Spanka, Dirk Stolle, Christian Adam und Gerhard Auer 1. Zink- und bleihaltige Filterstäube und -schlämme
aus der Eisen- und Stahlproduktion ...594 2. Verfahrensprinzip ...596 3. Erste Ergebnisse im Labor- und Technikumsmaßstab...598 3.1. Thermochemische Eliminierung
von Schwermetallen aus Gichtgasschlamm ...599 3.2. Thermochemische Eliminierung
von Schwermetallen aus Elektroofenstaub ...601 4. Fazit ...604 5. Quellen ...605 Im Zuge der Eisen- und Stahlproduktion entstehen neben Roheisen und Stahl als primä- ren Produkten eine Reihe von Nebenprodukten wie Schlacken, Stäube und Schlämme.
Während beispielsweise für Schlacken etablierte Verwertungswege existieren, gibt es für andere Reststoffe, insbesondere für zink- und bleihaltige Filterstäube und -schlämme aus der Abgasreinigung, nach wie vor erhebliche Verwertungsprobleme [1, 6]. Die hohen Schwermetallgehalte machen eine Deponierung dieser Stäube und Schlämme allerdings kostenintensiv und ökologisch problematisch. Zudem stellen die relativ ho- hen Zink- und Eisenfrachten ein Wertstoffpotential dar, welches eine Aufarbeitung des Materials unter Rückgewinnung der Zink- und Eisenfrachten als sekundäre Rohstoffe ökologisch wie ökonomisch attraktiv machen kann [2, 9].
Für das Recycling von zinkreichen Stahlwerksstäuben, beispielsweise aus der Elektro- stahlroute, existieren eine Reihe von pyrometallurgischen, hydrometallurgischen und hybriden Verfahren. Ökonomisch durchgesetzt hat sich allerdings nur der sogenannte Wälzprozess, in dem Zink und Blei, die im Material meist als Oxide vorliegen, mit- tels eines Reduktionsmittels pyrometallurgisch bei Temperaturen von etwa 1.100 bis 1.400 °C in einem Drehrohrofen reduziert, in elementarer Form verdampft und so selektiv aus dem Feststoff entfernt werden [2, 7]. Die Metalldämpfe reoxidieren schließlich oberhalb der Aufgabemischung unter Luftzugabe in der sauerstoffreichen Ofenatmosphäre und werden in Form von Zink- und Bleioxid in einem Filter abge- schieden. Das so erhaltene, sogenannte Wälzoxid wird schließlich als Zinkkonzentrat verkauft. Trotz seiner Marktdominanz weist der Wälzprozess eine Reihe von Nachteilen auf, die die Entwicklung alternativer Verfahren nach wie vor attraktiv machen [1].
Metalle
So fallen beispielsweise große Mengen an Wälzschlacke an, die zumeist deponiert wer- den. In der Wälzschlacke sind allerdings ein Großteil des Eisens sowie Reste an Zink und Blei enthalten, die somit der Rückgewinnung entgehen. Zudem ist das Recycling von Filterstäuben und -schlämmen mit Zinkgehalten ≤ 15 Ma.% – insbesondere von Gichtgasschlamm aus der Roheisenerzeugung – mittels des Wälzprozesses aufgrund der niedrigeren Zinkgehalte ökonomisch unattraktiv. Da auch alternative Verfahren wie der DK-Prozess momentan nicht mehr für das Recycling von Gichtgasschlamm angewendet werden [9], wird der Großteil des Gichtgasschlammes nach wie vor auf Deponien verbracht [6], womit die enthaltenen Zink-, Kohlenstoff- und Eisenfrachten dem Rohstoffkreislauf entzogen werden.
Vor diesem Hintergrund wird in einem Kooperationsprojekt zwischen der Ferro Duo GmbH und der Bundesanstalt für Materialforschung und -prüfung (BAM) ein Verfahren entwickelt, in dem die in den Filterstäuben und -schlämmen enthaltenen Schwermetalle (Zink, Blei, Cadmium, Quecksilber usw.) nach Zugabe eines Chlor- donators selektiv in einem thermochemischen Prozess in Chloride überführt und bei Temperaturen zwischen 650 und 1.100 °C verdampft werden. Das primäre Ziel ist es, die behandelten Filterstäube und -schlämme nach vollständiger selektiver Eliminie- rung der Schwermetallfrachten zu sekundären Rohstoffen umzuwandeln. Zudem wird angestrebt, die in Form von Zinkchlorid aus dem Abgas abgeschiedene Zinkfracht als weiteren sekundären Rohstoff zurückzugewinnen.
1. Zink- und bleihaltige Filterstäube und -schlämme aus der Eisen- und Stahlproduktion
Neben Schlacken fallen sowohl im integrierten Hüttenwerk als auch im Elektrostahlwerk im Zuge der Abgasreinigung große Mengen an Stäuben (aus der Trockenabscheidung) und Schlämmen (aus der Nassabscheidung) an. Grundsätzlich ist die chemisch-minera- logische Zusammensetzung dieser Stäube und Schlämme von der chemischen und mine- ralogischen Zusammensetzung der Beschickung der jeweiligen Öfen abhängig [4, 5, 10].
Wie in Bild 1 gezeigt, besteht beispielsweise Gichtgasschlamm, der in der Abluftreini- gung eines Hochofens anfällt, überwiegend aus Eisenoxiden, Kohlenstoffträgern, Calcit, Dolomit sowie Quarz. Elektroofenstaub, der in der Abluftreinigung eines Elektrolicht- bogenofens anfällt, besteht hingegen zum Großteil aus Eisenoxiden. Prozesstechnisch bedingt reichern sich zudem volatile Elemente wie Natrium, Kalium und Chlor sowie volatile Schwermetalle wie Zink, Blei, Cadmium und Quecksilber bevorzugt in diesen Materialien an. Der Grad der Schwermetallanreicherung ist dabei typischerweise ab- hängig von der durchschnittlichen Schwermetallkonzentration in der Beschickung und zudem eine Funktion der Korngröße des Materials [9]. Elektroofenstäube weisen bedingt durch den Einsatz galvanisierten (zinkhaltigen) Schrottes im Elektrolichtbogenofen mit Abstand die höchsten Zinkkonzentrationen auf, während Stäube und Schlämme aus der Hochofenroute im Wesentlichen aus Eisenoxiden und Kohlenstoffträgern bestehen und deutlich geringere Zinkgehalte aufweisen. Zudem weisen grobkörnige Stäube, beispiels- weise Gichtgasstäube, durchschnittlich deutlich niedrigere Gehalte an Zink und Blei auf, als feinkörnige Schlämme, beispielsweise Gichtgasschlämme.
Metalle Bild 1: Durchschnittliche chemische Zusammensetzung von Gichtgasschlamm und Elektro-
ofenstaub
Quelle: Bartusch, H. et al.: Produktion und Energie, Band 2. Erhöhung der Energie- und Ressourceneffizienz und Reduzierung der Treibhausgasemissionen in der Stahl-, Eisen- und Zinkindustrie (ERESTRE). KIT Scientific Publishing: Karlsruhe, 161 S.
Für die meisten grobkörnigen, niedrig-zinkhaltigen Stäube (beispielsweise Sinterstaub oder Gichtgasstaub) existieren etablierte, zumeist interne Verwertungswege. Eine interne Verwertung ist jedoch meistens nicht möglich, wenn das Material zu hohe Zink- und Bleigehalte aufweist [9]. Die Rückführung von Gichtgasschlamm in den Hochofen ist beispielsweise prozesstechnisch problematisch, da diese Elemente an der Feuerfestausmauerung des Hochofens kondensieren und so einen kontrollierten Ofenbetrieb erschweren bis vollständig verhindern [3]. Dies ist insbesondere bei Gichtgasschlämmen der Fall, aber auch Elektroofenstäube aus der Elektrostahlroute werden meist nicht intern recycelt. Stattdessen werden hoch-zinkhaltige Stäube und
Fe 20 %
Ca 7,3 % Na, K 0,31%
Zn 5,2 % Pb 1,3 %
C Mg 29 %
5,9 % Si 2,7 % Sonstige (v.a. O) 26 %
Cl 0,37 % P, Mn, Al, Cu 3,8 %
Fe 26 %
Pb 2,4 % P, Mn, Al, Cu
2,5 % Cl 3%
Zn 27 %
Mg 1,4 % Si 2,4 % C 1,5 % Na, K
1,8 % Ca 4,5 %
Sonstige (v.a. O) 28 %
Gichtgasschlamm
Elektroofenstaub
Metalle
Schlämme in Deutschland zumeist extern recycelt (z.B. mittels des Wälzprozesses [2]);
niedrig-zinkhaltige Stäube und Schlämme, deren Recycling momentan ökonomisch unattraktiv ist und deren interne Verwertung aufgrund der Zink- und Bleigehalte nicht möglich ist, werden hingegen meist deponiert [9]. Das hier entwickelte Verfahren ist so konzipiert, dass sowohl niedrig- als auch hoch-zinkhaltige Filterstäube und -schlämme mit ein und demselben Verfahren recycelbar sind.
2. Verfahrensprinzip
Der Grundgedanke hinter dem entwickelten Verfahren ist, die deutlich geringeren Siedepunkte von Zink- und Bleichlorid gegenüber den elementaren oder oxidischen Formen auszunutzen (Tabelle 1) und Zink und Blei als gasförmige Chloride selektiv aus dem Ausgangsmaterial zu entfernen. Dafür müssen die im Ausgangsmaterial enthaltenen und in der Regel als Oxide vorliegenden Schwermetalle zunächst durch Zugabe eines Chlordonators in Chloride umgewandelt werden. Vereinfacht lässt sich dazu folgende grundlegende Reaktionsgleichung formulieren:
2MO(s) + 2Cl2(g) → 2MCl2(g) + O2(g) (1) wobei MO für ein Metalloxid und MCl2 für das entsprechende Metallchlorid steht.
Schmelzpunkt Siedepunkt °C
Zn 419 907
Pb 327 1.740 Fe 1.538 2.862 ZnO 1.975 2.360 PbO 888 1.470 FeO 1.369 3.414 Fe2O3 1.539 > 3.000 Fe3O4 1.538 > 3.000
ZnCl2 290 732
PbCl2 500 950
FeCl2 677 1.023
Tabelle 1:
Schmelz- und Siedepunkte re- levanter Zink-, Blei- und Eisen- verbindungen
Bild 2 zeigt die Änderung der freien Reaktionsenthalpie ΔG für die Chlorierung von ZnO, PbO, FeO, CaO, Fe2O3 (Hämatit), Fe3O4 (Magnetit) und ZnFe2O4 (Franklinit) als Funk- tion der Temperatur entsprechend der grundlegenden Reaktion (1). Es folgt, dass die ΔG-Werte für die Chlorierung von Zink- und Bleioxid bei allen Temperaturen deutlich niedriger sind als die der Eisenoxide und in weiten Temperaturbereichen negativ sind.
Metalle
Das bedeutet, dass die Chlorierung von Zink- und Bleioxid thermodynamisch deut- lich günstiger ist, als die Chlorierung der Eisenoxide. Bild 3 zeigt schließlich den Anteil gasförmiger Verbindungen einiger ausgewählter Metallchloride im Tempera- turbereich von 0 bis 1.500 °C, modelliert mit der Software HSC Chemistry 8.1 [8]. Für das Modell wurde jeweils 1 mol des entsprechenden Feststoffes als Basis genommen und dann der Anteil an gasförmigen Verbindungen als Funktion der Temperatur unter konstantem Druck (1 bar) und unter Erhaltung der Gesamtmasse des Systems berechnet. Aus den Verläufen der ΔG-Kurven (Bild 2) und der Dampfdruckkurven (Bild 3) folgt, dass die selektive thermochemische Eliminierung von Zink und Blei aus den Stahlwerksstäuben durch gezielte Bildung von gasförmigen Chloriden prin- zipiell durchführbar ist. Dies gilt insbesondere, wenn die Menge an verfügbarem Chlor und die Prozesstemperatur gezielt begrenzt werden, so dass bevorzugt Zink- und Bleioxide, nicht jedoch die Eisenoxide oder andere Nebenbestandteile in die entsprechenden Chloride überführt und verdampft werden. Die thermodynamische Betrachtung zeigt dabei auch den signifikant niedrigeren theoretischen Arbeitsbereich des entwickelten Verfahrens (etwa 650 bis 1.100 °C) im Vergleich zu herkömmlichen pyrometallurgischen Verfahren (> 1.100 °C).
2FeO(s) + 2Cl2(g) = 2FeCl2(g) + O2(g)
200 400 600 800 1.000 1.200 1.400 -400
-200 0 200 400 600
2ZnO(s) + 2Cl2(g) = 2ZnCl2(g) + O2(g) 2PbO(s) + 2Cl2(g) = 2PbCl2(g) + O2(g)
2ZnFe2O4(s) + 2Cl2(g) = 2ZnCl2(g) + 2Fe2O3(s) + O2(g) 2Fe2O3(s) + 6Cl2(g) = 2FeCl3(g) + 3O2(g)
2Fe3O4(s) + 3.33Cl2(g) = 3.33FeCl2(g) + 1.33Fe2O3(s) + 2O2(g) Temperatur °C
Änderung der freien Enthalpie kJ/mol
0
Bild 2:
Änderung der freien Enthalpie ΔG der Chlorierungsreaktionen von Zink-, Blei-, und Eisenoxi- den als Funktion der Temperatur
Metalle
Anstelle einer gasförmigen Chlorquelle (z.B. Chlorgas oder gasförmige Salzsäure) kommen prozesstechnisch gesehen eher chlorhaltige Lösungen oder Feststoffe in Frage. Dies macht einen vorherigen Mischungs- und Granulationsschritt notwendig, erlaubt aber eine gezielte Steuerung der Materialeigenschaften und insbesondere des Chlorgehaltes der Aufgabemischung. Ein weiterer Vorteil ist, dass damit alle Einsatz- stoffe direkt in der Beschickung vorliegen und der Einsatz hoch-korrosiver Prozessgase entfällt. Besonders elegant ist das Verfahren dann, wenn beide Komponenten – das heißt nicht nur die zink- und bleihaltigen Filterstäube und -schlämme, sondern auch die Chlorquelle – Abfallstoffe sind und das Verfahren so durch die Vermeidung von Entsorgungskosten wirtschaftlichen Rückenwind erhält. Als geeignete Chlorquellen haben sich neben Salzsäure bisher Eisen(II)-chlorid-Lösungen aus der Stahlbeize und Titandioxidindustrie sowie Bypass-Stäube aus der Zementindustrie erwiesen. Dieser Ansatz lässt sich wie folgt als schematische Reaktionsgleichung formulieren:
Zn/Pb in Material A + Cl in Material B → ZnCl2/PbCl2 + mineralischer Reststoff (2) wobei der resultierende mineralische Reststoff eine deutlich verringerte Konzentration an Zink und Blei enthält und je nach Zusammensetzung der Ausgangsmaterialien hauptsächlich aus Eisen, Calcium, Silicium und Magnesium in oxidischer Form sowie, im Fall des Gichtgasschlammes, aus Kohlenstoff besteht.
3. Erste Ergebnisse im Labor- und Technikumsmaßstab
Erste Versuche mit verschiedenen zink- und bleihaltigen Stoffen auf der einen Seite sowie chlorhaltigen Stoffen auf der anderen Seite werden seit Mitte 2018 im Rahmen
ZnC l2(g) P bC l2(g) F eC l2(g) C dC l2(g)
KC l(g) NaC l(g) P bO(g) C aC l2(g)
C dO(g)
Temperatur °C Massenanteil
mol
0 0,2 0,4 0,6 0,8 1,0
0 200 400 600 800 1.000 1.200 1.400
Bild 3:
Anteil gasförmiger Verbindun- gen einiger ausgewählter Chlo- ride und Oxide als Funktion der Tempe-ratur und bezogen auf je 1 mol Feststoff
Metalle
des oben erwähnten Kooperationsprojekts im Labor- und Technikumsmaßstab an der BAM durchgeführt. Bisher wurden sowohl Gichtgasschlamm als auch Elektroofenstaub aus deutschen Eisen- und Stahlwerken thermochemisch behandelt. Als Chlorquellen kamen bisher Eisen(II)-chlorid-Lösungen (FeCl2) aus der Stahlbeize und Titandioxid- industrie sowie Bypass-Stäube aus der Zementindustrie zum Einsatz. Daneben wurden Versuche mit Salzsäure (HCl) als Referenz durchgeführt. Im Folgenden werden Auszüge aus den bisher erzielten Ergebnissen dargestellt.
3.1. Thermochemische Eliminierung von Schwermetallen aus Gichtgasschlamm
Die grundsätzliche Machbarkeit des Verfahrens wurde zunächst im Labormaßstab untersucht. In einem ersten Schritt wurde eine Mischung aus Gichtgasschlamm und HCl mittels Thermogravimetrie unter Inertatmosphäre (Argon) von Raumtemperatur auf 1.200 °C aufgeheizt und die freigesetzten Gase zeit- bzw. temperaturaufgelöst (in 50 °C-Schritten) in Waschflaschen geleitet. Die Zink- und Bleikonzentration der ein- zelnen Waschlösungen wurde anschließend mittels optischer Emissionsspektrometrie (ICP–OES) bestimmt. Bild 4 zeigt die Konzentration von Zink und Blei in den Wasch- lösungen als Funktion der Temperatur. In Übereinstimmung mit den thermodynami- schen Vorbetrachtungen (Bild 3) lassen sich ab etwa 600 °C signifikante Konzentratio- nen an Zink und ab etwa 750 °C an Blei in den Lösungen nachweisen.
Zn Pb
Temperatur °C Konzentration
mg/l
200 400 600 800 1.000 1.200
0 20 40 60 80 100 120 140
Zn
Pb
0
Bild 4:
Temperaturaufgelöster Verlauf der Zink- und Bleikonzentra- tionen in den Waschlösungen eines thermogravimetrischen Experiments, in dem eine Mi- schung aus Gichtgasschlamm und HCl von Raumtemperatur auf 1.200 °C aufgeheizt wurde;
das freigesetzte Gas wurde in 50 °C-Schritten in Waschfla- schen geleitet und aus diesen Waschlösungen wurden die Zink- und Bleikonzentrationen mittels ICP–OES bestimmt In einem zweiten Schritt wurden verschiedene Mischungen aus Gichtgasschlamm und FeCl2 sowie Gichtgasschlamm und HCl mit verschiedenen Chlorkonzentratio- nen sowohl unter Luft als auch Argonatmosphäre in Muffelöfen thermochemisch in Korundtiegeln bei einer Temperatur von 1.000 °C behandelt. Die Zusammensetzung
Metalle
der Ausgangsmischungen (Edukte) und der thermochemisch behandelten Mischungen (Produkte) wurden nach Totalaufschluss mittels ICP–OES bestimmt. Der Grad der Schwermetallabreicherung, Ri(%), wurde dann prozentual auf Basis der gemessenen Konzentrationen in den Edukten und Produkten als
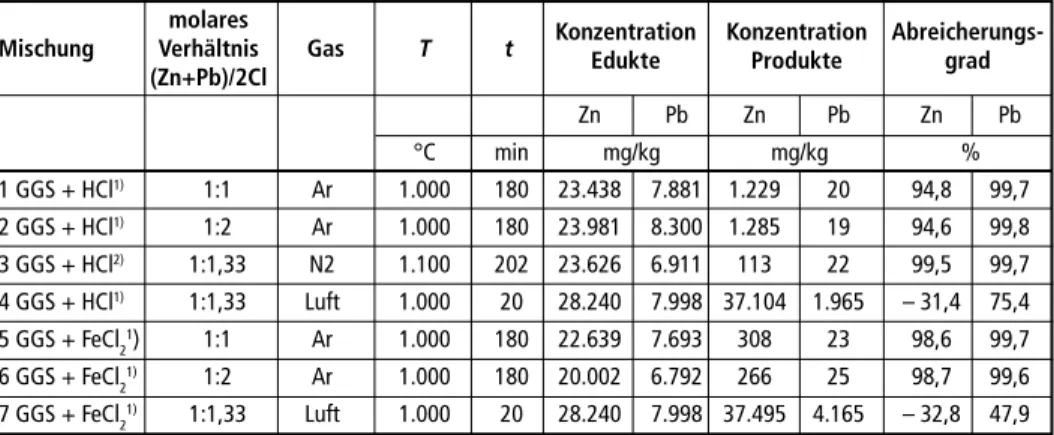
Ri=(1-w(i,Produkt)/w(i,Edukt)) • 100 % (3) definiert, wobei wi, Produkt der Massenanteil des Elementes i im thermochemisch be- handelten Produkt und wi, Edukt der Massenanteil des Elementes i in der unbehandelten Ausgangsmischung ist. Tabelle 2 und Bild 5 zeigen beispielhafte Zink- und Blei- konzentrationen einiger Edukte und Produkte verschiedener Versuche. Hohe Schwer- metallabreicherungsgrade (98,7 % für Zink und 99,7 % für Blei) konnten mit Mischun- gen mit FeCl2 als Chlorquelle und bei Zugabe von Argon in den Ofenraum erzielt wer- den. Die in diesen Versuchen erzielten Zink- und Bleikonzentrationen in den Produkten liegen typischerweise bei etwa 300 mg/kg Zink und 20 mg/kg Blei (gegenüber etwa 28.000 mg/kg Zink und 8.000 mg/kg Blei im unbehandelten Gichtgasschlamm). Die Referenzversuche mit HCl als Chlorquelle zeigten ähnlich hohe Abreicherungsgrade für Blei (99,7 %), jedoch leicht niedrigere Abreicherungsgrade für Zink (94,6 %). Interes- santerweise zeigten Versuche unter Luftatmosphäre deutlich geringere Abreicherungs- grade für Blei (75,4 %); für Zink wurde keine nennenswerte Abreicherung gefunden.
Tabelle 2: Versuchsparameter, Zink- und Bleikonzentrationen und Abreicherungsgrade für Zink und Blei einiger ausgewählter Versuche mit Mischungen aus Gichtgasschlamm (GGS) und Salzsäure (HCl) bzw. Eisen(II)-chlorid-Lösungen (FeCl2)
molares Konzentration Konzentration Abreicherungs- Mischung Verhältnis Gas T t Edukte Produkte grad (Zn+Pb)/2Cl
Zn Pb Zn Pb Zn Pb
°C min mg/kg mg/kg % 1 GGS + HCl1) 1:1 Ar 1.000 180 23.438 7.881 1.229 20 94,8 99,7 2 GGS + HCl1) 1:2 Ar 1.000 180 23.981 8.300 1.285 19 94,6 99,8 3 GGS + HCl2) 1:1,33 N2 1.100 202 23.626 6.911 113 22 99,5 99,7 4 GGS + HCl1) 1:1,33 Luft 1.000 20 28.240 7.998 37.104 1.965 – 31,4 75,4 5 GGS + FeCl21) 1:1 Ar 1.000 180 22.639 7.693 308 23 98,6 99,7 6 GGS + FeCl21) 1:2 Ar 1.000 180 20.002 6.792 266 25 98,7 99,6 7 GGS + FeCl21) 1:1,33 Luft 1.000 20 28.240 7.998 37.495 4.165 – 32,8 47,9
1) thermochemische Behandlung im Muffelofen; 2) thermochemische Behandlung im Pendelrohrofen; T = Temperatur; t = Verweildauer im Ofen
In einem dritten Schritt wurden größere Mengen einer Referenzmischung von Gicht- gasschlamm und HCl in einem Pendelrohrofen mit Quarzglasreaktor von Raumtem- peratur auf 1.100 °C in einer Stickstoffatmosphäre erhitzt und bei einer Zieltemperatur von 1.100 °C thermochemisch behandelt. Die aus diesem Versuch resultierenden Abreicherungsgrade (Tabelle 2; Mischung 3) liegen bei 99,5 % für Zink und bei 99,7 % für Blei, was Konzentrationen im behandelten Feststoff von 113 mg/kg Zink und 22 mg/kg Blei entspricht.
Metalle
3.2. Thermochemische Eliminierung von Schwermetallen aus Elektroofenstaub
Basierend auf den Versuchsreihen mit Gichtgasschlamm wurden verschiedene Mi- schungen von Elektroofenstaub und FeCl2 bzw. HCl unter analogen Versuchsbedingun- gen in einem Pendelrohrofen mit Quarzglasreaktor thermochemisch bei Temperaturen von 650, 800 und 1.100 °C unter Stickstoffatmosphäre behandelt. Tabelle 3 und Bild 6 zeigen beispielhafte Zink- und Bleikonzentrationen der Edukte und Produkte jeweils einer Versuchsreihe. Es zeigt sich, dass die Schwermetallabreicherung sowohl in den Mischungen aus Elektroofenstaub und HCl als auch in den Mischungen mit FeCl2 eine Funktion der Temperatur ist, mit niedrigen Abreicherungsgraden für Zink und Blei bei 650 °C und hohen Abreicherungsgraden bei 1.100 °C. Auch hier zeigen die Versuche mit FeCl2 höhere Abreicherungsgrade für Zink und Blei als die Versuche mit HCl.
Bereits bei 800 °C wurden mit FeCl2 als Chlordonator ähnlich hohe Schwermetall- abreicherungsgrade erzielt (98,5 % für Zink und 98,4 % für Blei), wie bei 1.100 °C mit HCl als Chlordonator (98,1 % für Zink und 99,4 % für Blei). Bei 1.100 °C und mit FeCl2 als Chlordonator wurden schließlich 99,7 % an Zink und 99,7 % an Blei aus dem Elektro- ofenstaub entfernt, was etwa 860 mg/kg Zink und 40 mg/kg Blei im gereinigten Feststoff entspricht.
1:1,33 (N
2)
1.229 1.285 113 308 266 5.000
10.000 15.000 20.000 25.000 30.000 35.000 40.000 Zn
mg/kg a
GGS1:1 (Ar)
1:1,33 (Luft)
1:2 (Ar) 1:1 (Ar)
1:1,33 (Luft) 1:2 (Ar) 0
28.240
37.104 37.495
20 19 22 23 25
0 1.000 2.000 3.000 4.000 5.000 6.000 7.000 8.000
1:1,33 (N
2)
Eisen(II)-chlorid Salzsäure
GGS1:1 (Ar)
1:1,33 (Luft)
1:2 (Ar) 1:1 (Ar)
1:1,33 (Luft) 1:2 (Ar) Pb
mg/kg b
7.998
1.965
4.165
Eisen(II)-chlorid Salzsäure
Bild 5: Zink- und Bleikonzentrationen in verschiedenen, gemäß Tabelle 2 thermochemisch behandelten Mischungen aus Gichtgasschlamm (GGS) und Salzsäure (rot) bzw.
Eisen(II)-chlorid-Lösung (blau) im Vergleich zu den Zink- und Bleikonzentrationen des unbehandelten Gichtgasschlammes (grau; vgl. Tabelle 2); für jeden Versuch ist das molare Verhältnis an (Zn + Pb) : 2Cl sowie die Prozessatmosphäre angegeben
Metalle
Die thermochemische Eliminierung von Zink und Blei aus den Stahlwerksstäuben ist auch mittels Röntgendiffraktometrie und Rasterelektronenmikroskopie nachvollzieh- bar. In Bild 7 sind Pulverdiffraktogramme des unbehandelten und des thermochemisch bei 650 und 1.100 °C mit FeCl2 behandelten Elektroofenstaubes dargestellt. Im Pul- verdiffraktogramm des unbehandelten Materials sind zinkhaltige Phasen (Zinkit und Franklinit, wobei Franklinit dieselbe Struktur hat wie andere Spinelle und so mittels Pulverdiffraktometrie nicht eindeutig bestimmbar ist) deutlich zu erkennen. In der Tabelle 3: Versuchsparameter, Zink- und Bleikonzentrationen und Abreicherungsgrade für Zink und Blei einiger ausgewählter Versuche mit Mischungen aus Elektroofenstaub (EAFD) und Salzsäure (HCl) bzw. Eisen(II)-chlorid-Lösungen (FeCl2)
molares Konzentration Konzentration Abreicherungs- Mischung Verhältnis Gas T t Edukte Produkte grad (Zn+Pb)/2Cl
Zn Pb Zn Pb Zn Pb
°C min mg/kg mg/kg % 1 EAFD + HCl 1:1,33 N2 650 138 335.632 12.734 101.704 1.404 69,7 89,0 1 EAFD + HCl 1:1,33 N2 800 1.089 335.632 12.734 61.548 515 81,7 96,0 1 EAFD + HCl 1:1,33 N2 1.100 1.109 335.632 12.734 6.487 72 98,1 99,4 2 EAFD + FeCl2 1:1,33 N2 650 416 335.632 12.734 31.701 1.348 90,6 89,4 2 EAFD + FeCl2 1:1,33 N2 800 889 335.632 12.734 4.886 203 98,5 98,4 2 EAFD + FeCl2 1:1,33 N2 1.100 325 335.632 12.734 862 38 99,7 99,7
T = Temperatur; t = Verweildauer im Ofen
650 °C 0
50.000 100.000 150.000 200.000 250.000 300.000 350.000
EAFD Zn
mg/kg
a 335.632
101.704 61.548
6.487 31.701
4.886 862
800 °C1.100 °C 650 °C800 °C1.100 °C 0 38 2.000 4.000 6.000 8.000 10.000 12.000 14.000 Pb mg/kg
b
650 °C
EAFD 800 °C1.100 °C 650 °C800 °C1.100 °C 12.734
1.404 515 72
1.348 203
Eisen(II)-chlorid Salzsäure
Eisen(II)-chlorid Salzsäure
Bild 6: Zink- und Bleikonzentrationen in thermochemisch bei 650, 800 und 1.100 °C behandelten Mischungen aus Elektroofenstaub (EAFD) und Salzsäure (rot) bzw. Eisen(II)-chlorid- Lösung (blau) im Vergleich zu den Zink- und Bleikonzentrationen des unbehandelten Elektroofenstaubes (grau; vgl. Tabelle 3)
Metalle
Zinkit, ZnO Franklinit/Magnetit/
Magnesioferrit, (Fe,Zn,Mg)3O4 Wüstit, FeO 2θ Grad
Relative Intensität
10 20 30 40 50 60 70
Elektroofenstaub und FeCl2, 1.100 °C
Elektroofenstaub und FeCl2, 650 °C
Unbehandelter Elektroofenstaub
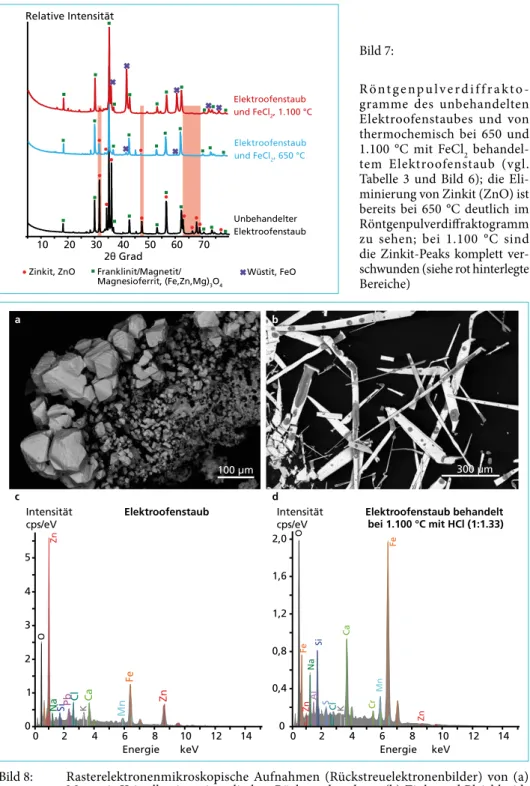
Bild 7:
Röntgenpulverdif f rakto- gramme des unbehandelten Elektroofenstaubes und von thermochemisch bei 650 und 1.100 °C mit FeCl2 behandel- tem Elektroofenstaub (vgl.
Tabelle 3 und Bild 6); die Eli- minierung von Zinkit (ZnO) ist bereits bei 650 °C deutlich im Röntgenpulverdiffraktogramm zu sehen; bei 1.100 °C sind die Zinkit-Peaks komplett ver- schwunden (siehe rot hinterlegte Bereiche)
a b
Intensität cps/eV
c d
Intensität cps/eV
2 4 6 8 10 12 14
Zn
FeMn
CaKClSSiNaZnO
Elektroofenstaub behandelt bei 1.100 °C mit HCl (1:1.33)
CrAlFe
0 0,8 1,2 1,6 2,0
0 1 0,4
0 2 3 4 5
2
0 4 6 8 10 12 14
Energie keV
Zn
FeMn
CaKClPbSiNaZnO
Elektroofenstaub
Energie keV
100 µm 300 µm
Bild 8: Rasterelektronenmikroskopische Aufnahmen (Rückstreuelektronenbilder) von (a) Magnetit-Kristallen im mineralischen Rückstand und von (b) Zink- und Bleichlorid- Kristallen, an der Tiegelwand eines Muffelofen-Experimentes, in dem Gichtgasschlamm bei 1.000 °C mit HCl thermochemisch behandelt wurde; (c) und (d) zeigen typische EDX-Spektren von unbehandeltem Elektroofenstaub (c) und von bei 1.100 °C mit HCl in einem Pendelrohrofen mit Quarzglasreaktor behandeltem Elektroofenstaub (d)
Metalle
bei 650 °C behandelten Probe zeigen die Zinkit-Peaks bereits deutlich niedrigere Intensitäten, als in der unbehandelten Probe. In der bei 1.100 °C behandelten Probe sind die Zinkit-Peaks hingegen vollständig verschwunden. Zudem wird anhand der bei 1.100 °C behandelten Probe deutlich, dass der gereinigte Feststoff im Wesentlichen aus den Eisenoxiden Magnetit und Wüstit besteht. In Bild 8 sind schließlich rasterelek- tronenmikroskopische Aufnahmen von Magenetitkristallen in thermochemisch bei 1.000 °C mit HCl behandeltem Gichtgasschlamm und von aus der Gasphase abgeschie- denen Zink- und Bleichlorid-Kristallen desselben Experimentes gezeigt, welche die resultierenden mineralischen Phasen des Verfahrens – wie in Gleichung (2) formuliert ein entzinkter und entbleiter mineralischer Rückstand auf der einen und Zink- und Bleichlorid auf der anderen Seite – beispielhaft verdeutlichen. Die thermochemische Eliminierung von Zink und Blei aus den Stahlwerksstäuben lässt sich auch gut mittels energiedispersiver Röntgenspektroskopie nachvollziehen, wie in Bild 8 am Beispiel von Elektroofenstaub gezeigt. In der unbehandelten Probe lassen sich Zink und Blei eindeutig in den EDX-Spektren identifizieren, während sie in der bei 1.100 °C mit HCl behandelten Probe verschwunden sind.
4. Fazit
Die bisher im Labor- und Technikumsmaßstab durchgeführten Versuche zeigen, dass die selektive thermochemische Eliminierung von Schwermetallen aus Stahlwerks- stäuben in Form von Schwermetallchloriden nach Zugabe eines Chlordonators nicht nur prinzipiell durchführbar ist, sondern exzellente Abreicherungsgrade von bis zu 99,7 % des in den Stahlwerksstäuben enthaltenen Zinks und Bleis ermöglicht. Die so gereinigten mineralischen Rückstände weisen im Fall von Gichtgasschlamm minimal erreichbare Zink- und Bleigehalte von etwa 110 mg/kg Zink und 20 mg/kg Blei auf.
Elektroofenstaub, der mit dem hier vorgestellten Verfahren thermochemisch behandelt wurde und der im Vergleich zum Gichtgasschlamm deutlich höhere Ausgangskonzen- trationen an Zink und Blei aufweist, zeigt hingegen minimal erreichbare Zink- und Bleigehalte von etwa 860 mg/kg Zink und 40 mg/kg Blei. Die gereinigten, entzinkten und entbleiten mineralischen Materialien bestehen im Wesentlichen aus Eisen in me- tallischer oder oxidischer sowie Calcium, Silicium und Magnesium in oxidischer Form und stellen so einen sekundären, nicht mehr als gefährlich einzustufenden Rohstoff für die Eisen- und Stahlproduktion dar. Der Einsatz alternativer Chlorquellen (z.B. Bypass- Staub aus der Zementproduktion) und insbesondere die Abscheidung, Aufreinigung und Vermarktung von Zinkchlorid aus der im Prozess entstehenden Gasphase sind weitere Verfahrensaspekte, die im weiteren Verlauf des Projektes betrachtet werden.
Danksagung
Dieses Projekt ist über das Zentrale Innovationsprogramm Mittelstand (ZIM-För- derkennzeichen ZF4044221CM7) durch das Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestags gefördert. A. Grabner und A. Hanna danken wir für die technische Unterstützung.
Metalle
5. Quellen
[1] Antrekowitsch, J.: Stahlwerksstaubrecycling im 21. Jahrhundert – aktuelle Entwicklungen und Herausforderungen. In: Thomé-Kozmiensky, K. J.; Goldmann, D. (Hrsg.): Recycling und Roh- stoffe, Band 8. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2015, S. 363-370
[2] von Billerbeck, E.; Ruh, A.; Dae-Soo, K.: Verarbeitung von Filterstäuben aus der Elektrostahl- erzeugung im Wälzprozess. In: Thomé-Kozmiensky, K. J. (Hrsg.): Mineralische Nebenprodukte und Abfälle. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2014, S. 387-397
[3] Esezobor, D. E.; Balogun, S. A.: Zinc accumulation during recycling of iron oxide wastes in the blast furnace. Ironmaking & Steelmaking, 33, 2006, S. 419-425
[4] Mansfeldt, T.; Dohrmann, R.: Chemical and mineralogical characterization of blast-furnace sludge from an abandoned landfill. Environmental Science & Technology, 38, 2004, S. 5977-5984 [5] Martins, F. M.; dos Reis Neto, J. M.; da Cunha, C. J.: Mineral phases of weathered and recent
electric arc furnace dust. Journal of Hazardous Materials, 154, 2008, S. 417-425
[6] Müller, J.; Deike, R.; Mayer, W.: Steigerung der Ressourceneffizienz der Eisen- und Stahlindust- rie durch ein optimiertes Stoffstrommanagement. In: Thomé-Kozmiensky, K. J.; Goldmann, D.
(Hrsg.): Recycling und Rohstoffe. 2017, S. 103-116
[7] Pickles, C. A.: Thermodynamic analysis of the selective carbothermic reduction of electric arc furnace dust. Journal of Hazardous Materials, 150, 2008, S. 265-278
[8] Roine, A.; Kobylin, P.: HSC Chemistry 8.0. In, Outotec Research Center, Pori, Finland, 2014 [9] Sassen, K. J.; Hillmann, C.: Verwertung eisenhaltiger Rohstoffe zu Roheisen und Zinkkonzen-
trat. In: Thomé-Kozmiensky, K. J. (Hrsg.): Mineralische Nebenprodukte und Abfälle, Band 2.
Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2015, S. 431-446
[10] Vereš, J.; Lovás, M.; Jakabský, Š.; Šepelák, V.; Hredzák, S.: Characterization of blast furnace sludge and removal of zinc by microwave assisted extraction. Hydrometallurgy, 129-130, 2012, S. 67-73
Ansprechpartner
Dr. rer. nat. Christopher Hamann
Bundesanstalt für Materialforschung und -prüfung (BAM) Abt. 4.4 Thermochemische Reststoffbehandlung und Wertstoffrückgewinnung
Richard-Willstätter-Straße 11 12489 Berlin, Deutschland +49 30 8104 5672
christopher.hamann@bam.de Dr. rer. nat. Gerhard Auer Ferro Duo GmbH Vulkanstraße 54
47053 Duisburg, Deutschland +49 175 3117338
g.auer@ferroduo.de
Dorfstraße 51
D-16816 Nietwerder-Neuruppin
Tel. +49.3391-45.45-0 • Fax +49.3391-45.45-10 E-Mail: order@vivis.de
Bestellen Sie direkt beim TK Verlag oder unter www. .de TK Verlag GmbH
Mit dem Inkrafttreten der Verordnung zur Neuordnung der Klärschlammverwertung vom 3. Oktober 2017 werden weitreichende Veränderungen in der Aufbereitung und Behandlung von Klärschlämmen erforderlich. Zum einen schränkt die Verordnung zukünftig die herkömmliche Verwertung in der Landwirtschaft deutlich ein. Zum anderen wird dem bundespolitischen Ziel einer weitergehenden Kreislaufwirtschaft Rechnung getragen. Der Fokus liegt hierbei folgerichtig auf dem enthaltenen Phosphor, welches seitens der Europäischen Kommission seit 2014 als kritischer Rohstoff eingestuft wird.
Diverse Verfahrensansätze zur Phosphorrückgewinnung direkt aus Klärschlämmen oder indirekt aus den Rückständen einer thermischen Behandlung befinden sich in unterschiedlichsten Entwicklungsstadien.
Vor dem Hintergrund einer hinsichtlich Spezifikation (Größe, Ausbaustufen) und Umfeld (urban, ländlich, lokale Verwertungsmöglichkeiten) der Kläranlagen äußerst heterogenen Branche stellt sich für viele Betreiber die Frage nach sinnvollen technischen Lösungen und wirtschaftlich passen- den Konzepten. Das im Rahmen der Berliner Klärschlamm-Konferenz im Herbst 2018 erscheinende Fachbuch bietet eine Übersicht zur veränderten Rechtslage sowie zu aktuellen Verfahrensansätzen und Praxiserfahrungen.
Hardcover: etwa 350 Seiten,
mit farbigen Abbildungen, Autorenverzeichnis
inkl. Kontaktdaten Preis: 75,00 EUR
3
Karl J. Thomé-KozmienskyMineralische Nebenprodukte und Abfälle
4
Verwertung von Klärschlamm
KlärschlammStephanie Thiel | Elisabeth Thomé-Kozmiensky
Klärschlamm
Stephanie Thiel
Elisabeth Thomé-Kozmiensky
VERWERTUNGVON KLÄRSCHLAMMHolm | Thomé-Kozmiensky | Quicker | Kopp-Assenmacher
Olaf Holm Elisabeth Thomé-Kozmiensky Peter Quicker Stefan Kopp-Assenmacher
Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über http://dnb.dnb.de abrufbar
Stephanie Thiel • Olaf Holm • Elisabeth Thomé-Kozmiensky Daniel Goldmann • Bernd Friedrich (Hrsg.):
Recycling und Rohstoffe – Band 12
ISBN 978-3-944310-46-6 Thomé-Kozmiensky Verlag GmbH
Copyright: Elisabeth Thomé-Kozmiensky, M.Sc., Dr.-Ing. Stephanie Thiel, Dr.-Ing. Olaf Holm Alle Rechte vorbehalten
Verlag: Thomé-Kozmiensky Verlag GmbH • Neuruppin 2019
Redaktion und Lektorat: Dr.-Ing. Stephanie Thiel, Dr.-Ing. Olaf Holm, Elisabeth Thomé-Kozmiensky, M.Sc.
Erfassung und Layout: Elisabeth Thomé-Kozmiensky, Claudia Naumann-Deppe, Janin Burbott-Seidel, Ginette Teske, Sarah Pietsch, Roland Richter, Cordula Müller, Gabi Spiegel
Druck: Beltz Grafische Betriebe GmbH, Bad Langensalza
Dieses Werk ist urheberrechtlich geschützt. Die dadurch begründeten Rechte, insbesondere die der Übersetzung, des Nachdrucks, des Vortrags, der Entnahme von Abbildungen und Tabellen, der Funk- sendung, der Mikroverfilmung oder der Vervielfältigung auf anderen Wegen und der Speicherung in Datenverarbeitungsanlagen, bleiben, auch bei nur auszugsweiser Verwertung, vorbehalten. Eine Vervielfältigung dieses Werkes oder von Teilen dieses Werkes ist auch im Einzelfall nur in den Grenzen der gesetzlichen Bestimmungen des Urheberrechtsgesetzes der Bundesrepublik Deutschland vom 9. September 1965 in der jeweils geltenden Fassung zulässig. Sie ist grundsätzlich vergütungspflichtig.
Zuwiderhandlungen unterliegen den Strafbestimmungen des Urheberrechtsgesetzes.
Die Wiedergabe von Gebrauchsnamen, Handelsnamen, Warenbezeichnungen usw. in diesem Werk berechtigt auch ohne besondere Kennzeichnung nicht zu der Annahme, dass solche Namen im Sinne der Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten wären und daher von jedermann benutzt werden dürfen.
Sollte in diesem Werk direkt oder indirekt auf Gesetze, Vorschriften oder Richtlinien, z.B. DIN, VDI, VDE, VGB Bezug genommen oder aus ihnen zitiert worden sein, so kann der Verlag keine Gewähr für Richtigkeit, Vollständigkeit oder Aktualität übernehmen. Es empfiehlt sich, gegebenenfalls für die eigenen Arbeiten die vollständigen Vorschriften oder Richtlinien in der jeweils gültigen Fassung hinzuzuziehen.