Trocknung
Drying of Sewage Sludge Quasi Free of Waste Water –
a Component of Future Sewage Sludge Processing
Albert Heindl, Harald Plank and Stefan Ostermann
By utilizing a belt dryer with supply and exhaust air system and internal heat recovery, drying of sewage sludge can be executed quasi free of waste water. Sites with missing or insufficient waste water treatment benefit from this drying alternative. Thus a sophisti- cated and expensive waste water treatment – as necessary in the case of condensation drying – is avoided. Since 2014 HUBER is dealing with the execution of belt drying projects at medium temperatures with quasi no waste water accumulation and will execute three bigger belt drying projects of this type in 2020.
Trocknung
Quasi-abwasserfreie Klärschlammtrocknung –
ein Baustein der zukünftigen Klärschlammverwertung
Albert Heindl, Harald Plank und Stefan Ostermann
1. Kondensationstrocknung und Kondensataufbereitung ...175 2. Quasi-abwasserfreie Bandtrocknung ...177 3. Zusammenfassung ...179 Durch die im Herbst 2017 in Kraft getretene, novellierte Verordnung über die Ver- wertung von Klärschlamm, Klärschlammgemisch und Klärschlammkompost (Klär- schlammverordnung – AbfKlärV) wurde ein fester Zeitrahmen für die Umsetzung der Phosphorrückgewinnung für Kläranlagen der Größenklasse 4b (50.000 bis 100.000 Einwohnerwerte (EW)) und der Größenklasse 5 (> 100.000 EW) festgelegt. Als Vari- ante steht einerseits die P-Rückgewinnung aus dem Abwasser und dem Schlamm auf größeren Kläranlagen und die anschließende Verwertung des Klärschlammes durch Mitverbrennung zur Wahl. Andererseits wird aller Voraussicht nach ein Großteil des Klärschlamms durch die Verbrennung in Wirbelschicht-Monoverbrennungsanlagen mit folgender Phosphorrückgewinnung aus der Asche verwertet werden.Derzeit zeigt sich ein Trend, dass Klärschlammtrocknungsanlagen auf Kraftwerksstandorten oder Industriestandorten unter Nutzung derer Abwärme geplant werden. Klärschlamm- Monoverbrennungsanlagen nach dem Wirbelschichtprinzip werden aber auch in Regio- nen mit größeren Distanzen zu bestehenden Verbrennungsanlagen verstärkt projektiert.
Zur Heizwertsteigerung muss der Schlamm vor der Wirbelschicht-Monoverbrennung entweder direkt auf einen Trockenrückstands-Gehalt (TR) von etwa 45 % getrocknet, also eine Teiltrocknung im Vollstrom durchgeführt werden, oder es erfolgt eine Voll- trocknung im Teilstrom und eine anschließende Mischung des vollgetrockneten mit entwässerten Schlamm, um auf den notwendigen Trockenrückstand unmittelbar vor der Verbrennung zu gelangen. Je nach Temperatur der Vorwärmung der Verbren- nungsluft, welche üblicherweise zwischen 250 und 400 °C liegt, muss der Heizwert des Schlammes zwischen 4.200 und 4.500 kJ/kg Originalsubstanz liegen, damit eine selbst- gängige Verbrennung des Klärschlammes in der Wirbelschicht möglich ist.
1. Kondensationstrocknung und Kondensataufbereitung
Auf Kläranlagen und auf Kraftwerksstandorten sind bislang die Bandtrocknung und die Kontakttrocknung mit Kondensation der Brüden üblich. Dabei fällt Abwasser mindes- tens in der Höhe der Wasserverdampfung an, bei einer chemischen Abluftbehandlung zusätzlich noch das Abschlämmwasser der Wäscher. Für einen Kläranlagenstandort, auf dem nur der Eigenschlamm oder zusätzlich ein überschaubarer Anteil an Fremd- schlamm getrocknet wird, stellt die Behandlung des Abwassers aus der Trocknung
Trocknung
üblicherweise kein Problem dar. Die Rückbelastung vor allem an Stickstoff in Form von Ammonium hält sich noch innerhalb der tolerierbaren Grenzen. Ist aber der Anteil an Fremdschlämmen höher als der Anteil des Eigenschlammes oder werden auf einem Kraftwerksstandort ausschließlich Fremdschlämme aus verschiedensten Quellen getrocknet, so muss das anfallende Abwasser vor einer Zurückleitung auf die Kläranlage oder vor einer Indirekteinleitung behandelt werden. Im günstigsten Fall kann ein Teil des Abwassers in der Klärschlammverbrennungsanlage mit entsorgt wer- den. Eine thermische Verwertung der gesamten Abwassermenge führt jedoch zu einer zu starken Absenkung der Verbrennungstemperatur im Wirbelschichtofen. Darüber hinaus kann nur eine nasse Rauchgasreinigung zur Anwendung kommen und eine ständige Zufeuerung von Primärenergie notwendig werden. In seltenen Fällen kann das Abwasser in einer nahegelegenen Müllverbrennungsanlage mitverbrannt werden.
Im Fall der Kontakttrocknung mit Kondensation wird dem Nachteil der notwendigen Kondensataufbereitung der niedrige Abluftstrom, welcher einfach als Verbrennungs- luft genutzt werden kann, und die Möglichkeit der Wärmeauskoppelung auf höherem Temperaturniveau entgegengestellt.
Im Fall der Bandtrocknung mit Kondensation werden als Vorteile der niedrige Elektro- energie- und Chemikalienverbrauch aufgeführt. Auch in diesem Fall kann durch eine Sondervariante Abwärme für eine Nahwärmeversorgung ausgekoppelt werden.
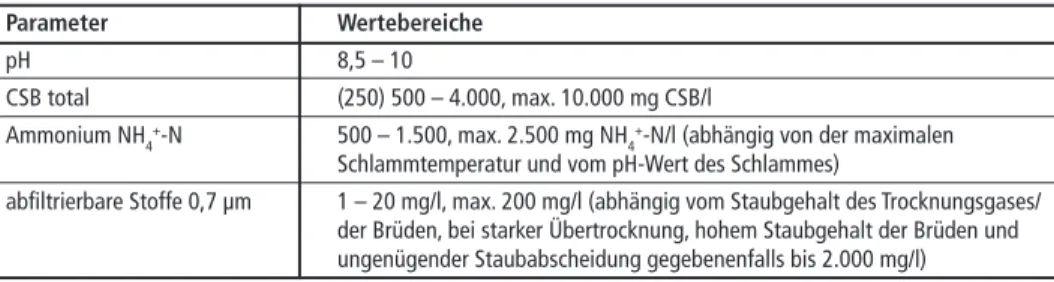
Das jedoch bei der Kondensationstrocknung anfallende Kondensat ist je nach Sta- bilisierungsart des Schlammes, Trocknersystem, Schlammtemperatur, pH-Wert des entwässerten Schlammes sowie der Zeitdauer von der Entwässerung bis zur Trocknung (Zwischenlagerung, Transport) mit unterschiedlich hohen CSB- und Ammonium- werten belastet. Tabelle 1 zeigt Wertebereiche der Kondensateigenschaften aus der Kondensationstrocknung von Klärschlamm.
Tabelle 1: Kondensatbelastung bei der Kondensationstrocknung von Klärschlamm
Parameter Wertebereiche
pH 8,5 – 10
CSB total (250) 500 – 4.000, max. 10.000 mg CSB/l
Ammonium NH4+-N 500 – 1.500, max. 2.500 mg NH4+-N/l (abhängig von der maximalen Schlammtemperatur und vom pH-Wert des Schlammes)
abfiltrierbare Stoffe 0,7 µm 1 – 20 mg/l, max. 200 mg/l (abhängig vom Staubgehalt des Trocknungsgases/
der Brüden, bei starker Übertrocknung, hohem Staubgehalt der Brüden und ungenügender Staubabscheidung gegebenenfalls bis 2.000 mg/l)
Grundsätzlich gilt, dass bei gleicher Schlammqualität die Kontakttrocknung im Vergleich zur Bandtrocknung aufgrund der höheren Schlammtemperatur höhere Be- lastungen des Kondensates mit Ammonium und CSB verursacht. Klärschlämme mit langen Lager- und Transportzeiten zwischen der Entwässerung und der Trocknung weisen hohe Gesamt-CSB-Belastungen und auch hohe Anteile an partikulärem CSB auf. Auch sind Trocknungssysteme mit geringerer Staubbelastung in den Brüden im Hinblick auf kleinere Werte an partikulärem CSB vorteilhaft.
Trocknung
Die Bedingungen der Indirekteinleitung sind örtlich verschieden, je nach Auslastung und Größe der nahegelegenen Kläranlage. Die Bandbreite der zugelassenen CSB-Werte reicht von 30 mg/l über 800 mg/l bis hin zu 2.000 mg/l. Der anorganische Gesamt-N- Gehalt (Summe aus Ammonium, Nitrit und Nitrat) wird auf Werte zwischen 20 und 500 mg/l begrenzt, wobei der Anteil an Nitrit und Nitrat im Kondensat im Allgemeinen unter 10 mg/l liegt. Abhängig von den Einleitbedingungen und der Kondensatbelastung variieren auch die Kosten für die Kondensataufbereitung in einem weiten Bereich von rund 8 bis 30 EUR/m³. Die Kondensataufbereitung kann deshalb mit vergleichsweise hohen Investitionen befrachtet sein und auch der Aufwand für Betrieb und Wartung der Anlage sowie der Kontrolle des gereinigten Abwassers darf nicht unterschätzt werden.
Im Vergleich zum Kontakttrockner kommt der Bandtrockner mit einem niedrigeren Temperaturniveau aus, wodurch bei Einsatz einer Gegendruckturbine der Dampf weiter entspannt und damit im Fall der Bandtrocknung mehr Strom pro kg Dampf erzeugt werden kann.
2. Quasi-abwasserfreie Bandtrocknung
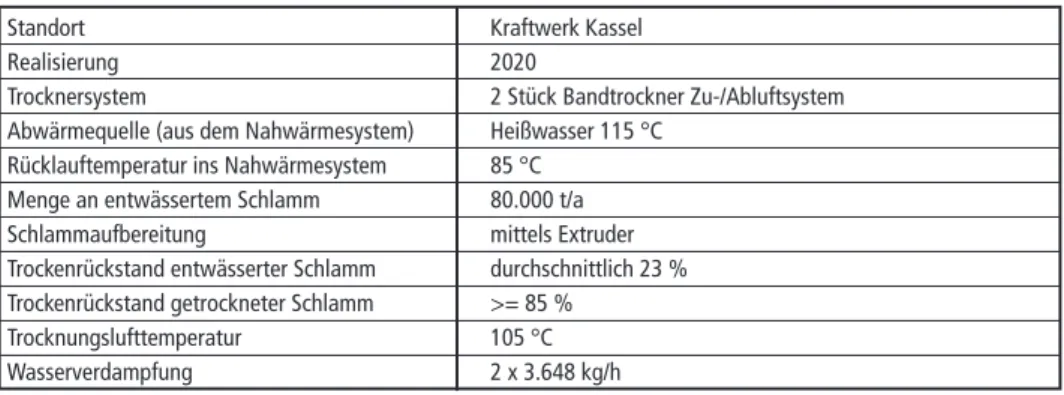
Durch eine Sondervariante der Bandtrocknung, welche nicht mit Kondensation, sondern mit einem Zu-/Abluftverfahren und internem Wärmeaustausch zwischen Abluft und Zuluft arbeitet, kann das bei der Schlammtrocknung anfallende Abwasser minimiert werden. Dabei wurde auf die alte, bewährte Lösung der Niedertemperatur- trocknung zurückgegriffen und an die Mitteltemperaturtrocknung angepasst. Die Abluft wird auf einem etwas höheren Temperaturniveau gehalten, um eine Kondensation von Wasserdampf im Wäschersystem weitgehend zu vermeiden, und vor Eintritt in den Aktivkohlefilter durch einen separaten Wärmetauscher nacherwärmt. Somit wird nach einer mehrstufigen Abluftreinigung nahezu das gesamte verdampfte Wasser über die Abluft ins Freie geführt. Bereits 2014 hat sich die HUBER SE dieser Thematik zuge- wandt, in Novo Mesto in Slowenien wurde ein Bandtrockner mit nahezu abwasserfreier Trocknung von Klärschlamm in Betrieb genommen. Aktuell wurde der Auftrag für eine zweilinige Bandtrocknungsanlage am Kraftwerksstandort in Kassel erteilt, die auf dem gleichen Trocknungsprinzip beruht. Die Einzelheiten dieses Projektes werden in Tabelle 2 aufgezeigt. Die Gründe für die Entscheidung lagen in der Kombination aus quasi-abwasserfreier Trocknung und der energetisch günstigen Koppelung mit dem Nahwärmenetz in Kassel.
Tabelle 2: Quasi-abwasserfreie Zu-/Ablufttrocknung auf dem Kraftwerksstandort Kassel
Standort Kraftwerk Kassel
Realisierung 2020
Trocknersystem 2 Stück Bandtrockner Zu-/Abluftsystem
Abwärmequelle (aus dem Nahwärmesystem) Heißwasser 115 °C Rücklauftemperatur ins Nahwärmesystem 85 °C
Menge an entwässertem Schlamm 80.000 t/a
Schlammaufbereitung mittels Extruder
Trockenrückstand entwässerter Schlamm durchschnittlich 23 % Trockenrückstand getrockneter Schlamm >= 85 %
Trocknungslufttemperatur 105 °C
Wasserverdampfung 2 x 3.648 kg/h
Trocknung
Bild 1 zeigt den Aufbau einer quasi-abwasserfreien Bandtrocknungsanlage für das Projekt Emter, Altenstadt. Dort wird derzeit eine Schneckenkontakttrocknung betrie- ben, welche 2020 ersetzt werden wird. Für den Entsorgungsbetrieb war entscheidend, die bisher anfallenden Starkverschmutzungskosten für das Abwasser, welche trotz der vorhandenen Abwasserbehandlung anfallen, so weit wie möglich zu reduzieren.
Die Art der Abluftbehandlungsanlage wird einerseits durch möglichst kleine Abwasser- mengen bestimmt. Andererseits müssen auch die Entsorgung des Restwassers bzw.
die Aufbereitung oder Entsorgung der beladenen Aktivkohle berücksichtigt werden.
Bild 1: Bandtrockner nach dem Zu-/Abluftsystem mit interner Wärmerückgewinnung zwischen Abluft und Zuluft, zweistufigem Wäscher und Aktivkohlefilter
Speziell die Variante mit einem sauren Wäscher und einer nachgeschalteten Behandlung der Abluft mittels Aktivkohle zur Abscheidung der schwefelhaltigen Geruchsstoffe zeichnet sich dadurch aus, dass nur eine kleine Abwassermenge des Wäschers anfällt.
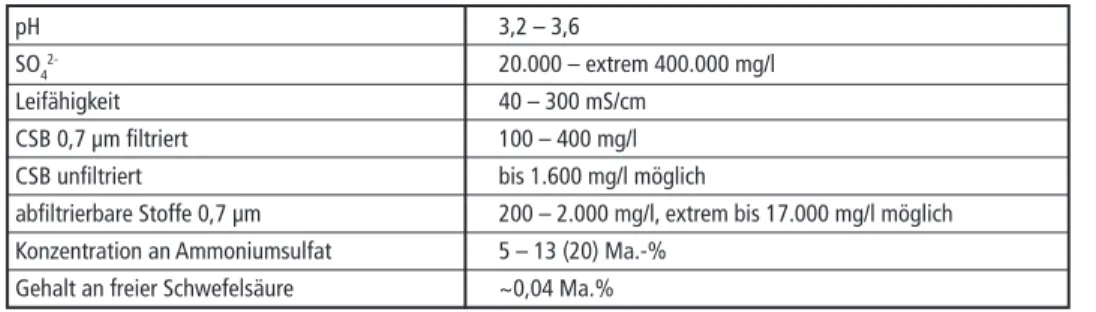
Die Aktivkohle kann entweder wieder aufbereitet oder am Standort einer Mono- verbrennung mitverbrannt werden. Im Abschlämmwasser des sauren Wäschers ist Ammoniumsulfat enthalten. Durch eine geeignete Betriebsweise gelingt es, die Kon- zentration des Salzes zu erhöhen, so dass die Lösung als Dünger in die Landwirtschaft abgegeben werden kann, sofern diese den Vorgaben der Düngemittelverordnung ent- spricht. Tabelle 3 zeigt eine mögliche Zusammensetzung einer Ammoniumsulfatlösung aus dem sauren Wäscher eines Bandtrockners. Hierbei muss berücksichtigt werden, dass aus Gründen der Betriebssicherheit die mögliche Konzentration an Ammoniumsulfat im Abschlämmwasser begrenzt werden muss.
Eine weitere Aufkonzentrierung der Ammoniumsulfatlösung aus dem sauren Wäscher bis nahe der Kristallisationsgrenze in den Bereich bis 40 Ma.% – z.B. durch Vakuum- verdampfung mittels Abwärme – steigert den Düngerwert, wodurch die Lösung auch für Düngemittelhersteller interessant wird. Im letzteren Fall entsteht am Trocknungs- standort quasi kein Abwasser.Wird neben dem sauren Wäscher zusätzlich ein alkalischer
Trocknung
Wäscher eingesetzt, so werden ein großer Teil der Schwefelkomponenten in der Fortluft in Form von Natriumsulfat als Salz im Abschlämmwasser gebunden und der nach- folgende Aktivkohlefilter entlastet. Dadurch erhöht sich dessen Standzeit.
Als besondere Variante kann auch die Mitverwertung der Ammoniumsulfatlösung zusammen mit der Phosphorrückgewinnung aus der Klärschlammasche für die Er- zeugung von Spezialdüngern vorgesehen werden.
Bietet sich die Möglichkeit der Mitverbrennung des Abschlämmwassers in der Mono- verbrennungsanlage, so fällt auch bei dieser Variante quasi kein Abwasser an.Zusätzlich hat die Zu-/Abluft-Variante im Vergleich zur Kondensationsvariante den Vorteil einer etwas erhöhten Wasserverdampfungskapazität, da die Wasserdampfbeladung des in den Trockner eintretenden Warmluftstromes geringer ausfällt.
Tabelle 3: Mögliche Zusammensetzung der Ammoniumsulfatlösung aus dem sauren Wäscher eines Bandtrockners *)
pH 3,2 – 3,6
SO42- 20.000 – extrem 400.000 mg/l
Leifähigkeit 40 – 300 mS/cm
CSB 0,7 µm filtriert 100 – 400 mg/l
CSB unfiltriert bis 1.600 mg/l möglich
abfiltrierbare Stoffe 0,7 µm 200 – 2.000 mg/l, extrem bis 17.000 mg/l möglich Konzentration an Ammoniumsulfat 5 – 13 (20) Ma.-%
Gehalt an freier Schwefelsäure ~0,04 Ma.%
*) Es muss berücksichtigt werden, dass die Werte von der Betriebsweise des Wäschers, vom Ammoniumgehalt und pH-Wert des Schlammes, von der Schlammtemperatur während der Trocknung, vom Verdünnungseffekt durch Frischwasserzufuhr und vom Trocknungsverfahren abhängig sind und Schwankungen unterliegen.
3. Zusammenfassung
Durch den Einsatz eines Bandtrockners mit Zu-/Abluftsystem sowie interner Wärme- rückgewinnung kann eine quasi-abwasserfreie Klärschlammtrocknung umgesetzt werden. Diese Variante ist insbesondere bei Standorten mit fehlender oder nicht ausreichender Abwasserbehandlung von Vorteil. Eine aufwändige und kostspielige Abwasseraufbereitung, wie sie bei der Kondensationstrocknung notwendig ist, wird damit vermieden. Seit 2014 beschäftigt sich HUBER mit der Umsetzung von Mitteltem- peratur-Bandtrocknungsprojekten zur quasi-abwasserfreien Klärschlammtrocknung und wird 2020 drei größere quasi-abwasserfreie Bandtrockner-Projekte verwirklichen.
Ansprechpartner
Harald Plank HUBER SE
Vertriebsmanager thermische Schlammbehandlung Industriepark Erasbach A1
92334 Berching, Deutschland +49 8462 201-244
BESTE TROCKNUNGSTECHNIK AGRAR . KOMMUNAL . INDUSTRIE
RHS Maschinen- u. Anlagenbau GmbH Harmate 42 | 48683 Ahaus Tel. +49 (0)2561 / 95 64 43 - 0
LADEN SIE UNS EIN ZU IHRER NÄCHSTEN AUSSCHREIBUNG!
RÜHRWERKSTROCKNER:
IDEAL FÜR GÜLLE, GÄRRESTE
UND KLÄRSCHLAMM!
Bibliografische Information der Deutschen Nationalbibliothek Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über http://dnb.dnb.de abrufbar
Olaf Holm, Elisabeth Thomé-Kozmiensky, Peter Quicker, Stefan Kopp-Assenmacher (Hrsg.):
Verwertung von Klärschlamm 2
ISBN 978-3-944310-49-7 Thomé-Kozmiensky Verlag GmbH
Copyright: Elisabeth Thomé-Kozmiensky, M.Sc., Dr.-Ing. Olaf Holm Alle Rechte vorbehalten
Verlag: Thomé-Kozmiensky Verlag GmbH • Neuruppin 2019 Redaktion und Lektorat: Dr.-Ing. Olaf Holm
Erfassung und Layout: Elisabeth Thomé-Kozmiensky, M.Sc., Janin Burbott-Seidel, Roland Richter
Druck: Beltz Grafische Betriebe GmbH, Bad Langensalza
Dieses Werk ist urheberrechtlich geschützt. Die dadurch begründeten Rechte, insbesondere die der Übersetzung, des Nachdrucks, des Vortrags, der Entnahme von Abbildungen und Tabellen, der Funksendung, der Mikroverfilmung oder der Vervielfältigung auf anderen Wegen und der Speicherung in Datenverarbeitungsanlagen, bleiben, auch bei nur auszugsweiser Verwertung, vorbehalten. Eine Vervielfältigung dieses Werkes oder von Teilen dieses Werkes ist auch im Einzelfall nur in den Grenzen der gesetzlichen Bestimmungen des Urheberrechtsgesetzes der Bundesrepublik Deutschland vom 9. September 1965 in der jeweils geltenden Fassung zulässig.
Sie ist grundsätzlich vergütungspflichtig. Zuwiderhandlungen unterliegen den Strafbestimmun- gen des Urheberrechtsgesetzes.
Die Wiedergabe von Gebrauchsnamen, Handelsnamen, Warenbezeichnungen usw. in diesem Werk berechtigt auch ohne besondere Kennzeichnung nicht zu der Annahme, dass solche Namen im Sinne der Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten wären und daher von jedermann benutzt werden dürfen.
Sollte in diesem Werk direkt oder indirekt auf Gesetze, Vorschriften oder Richtlinien, z.B. DIN, VDI, VDE, VGB Bezug genommen oder aus ihnen zitiert worden sein, so kann der Verlag keine Gewähr für Richtigkeit, Vollständigkeit oder Aktualität übernehmen. Es empfiehlt sich, gegebenenfalls für die eigenen Arbeiten die vollständigen Vorschriften oder Richtlinien in der jeweils gültigen Fassung hinzuzuziehen.