Potentiale der Kreislaufwirtschaft im Mauerwerksbau
– Herausforderungen für die Aufbereitungstechnik –
Mirko Landmann, Anette Müller und Ulrich Palzer
1. Problematik ...682
2. Stand der Technik ...683
2.1. Bau- und Abbruchabfälle ...683
2.2. Gegenwärtige Aufbereitung von Mauerwerkbruch ...684
2.3. Leistungsgrenzen bisheriger Aufbereitungsverfahren ...686
2.4. Materialverbünde ...686
3. Aufschlussverfahren ...687
3.1. Aufschluss durch Brechen ...688
3.2. Selektives Zerkleinern unerwünschter Bestandteile durch nachträgliche Behandlung ...693
3.3. Neuartige Aufschlussverfahren ...694
3.4. Materialdesign für einen verbesserten Aufschluss durch Nutzung neuer Technologien ...696
4. Sortierverfahren ...697
4.1. Sensorgestütze Sortierverfahren ...699
4.2. Recycling-Sande ...701
5. Verwertungsverfahren – neue Wege gehen ...701
6. Ökonomische Aspekte ...702
7. Ausblick ...703
8. Quellen ...703 Recycling is not just a another way to get rid of today’s waste. [6]
Mineralische Bau- und Abbruchabfälle können im Gegensatz zu Papier, Kunststoffen, organischen Abfällen und vielen mehr weder biologisch noch energetisch verwertet werden. Sie verbleiben überwiegend ungenutzt als inerter oder auch chemisch reaktiver,
fester Bestandteil an der Erdoberfläche und verwittern dort nur über einen sehr lan- gen Zeitraum. Durch Diskussionen und Forderungen zur Einführung geschlossener Materialkreisläufe in der mineralischen Baustoffindustrie, die homogene, von Fremd- und Störstoffen befreite Materialfraktionen voraussetzen, gewinnen unkonventionelle Recyclingideen an Bedeutung. Neue Konzepte und Technologien müssen entwickelt werden, um ein höherwertiges Recycling zu realisieren und bisher nicht genutzte stoff- liche Ressourcen einer Verwertung zuzuführen – Potentiale und Herausforderungen für das moderne Baustoffrecycling!
1. Problematik
Mauerwerkbaustoffe bilden eine Hauptkomponente in mineralischen Bau- und Ab- bruchabfällen. Sie treten in Form intakter Steine, als Mauerwerksegmente oder frei- gelegter Mauerwerkbruch auf. Hauptbaustoffe sind Ziegel, Kalksandstein, Porenbeton und (Leicht-)Beton. Weitere Komponenten wie Wärmedämmstoffe, in Mauersteinen integriert oder als Wärmedämmverbundsystem von außen angebracht, sind ebenfalls im Bauschutt vorzufinden. Oftmals werden Haftverbesserer verwendet, um den Verbund, bspw. zwischen Putz und Mauerstein, zu verbessern. Die große Materialdiversität im modernen Mauerwerksbau führt dazu, dass Bau- und Abbruchabfälle stets als hete- rogenes Materialgemisch vorliegen (Bild 1). Hinzu kommen Materialverbünde als Resultat immer komplexer werdender Strukturen.
Für die mineralischen Mauerwerkkomponenten müssen Konzepte für geschlossene Stoffkreisläufe entwickelt werden, um ein höherwertiges Recycling zu realisieren. Dabei sind zwei Strategien denkbar [42]:
• Differenzierende Strategie: Die verschiedenen mineralischen Baustoffarten werden separiert und als sortenreine Baustofffraktionen in einen Stoffkreislauf gebracht.
• Integrierende Strategie: Es werden nur Störstoffe aus den Bau- und Abbruchabfäl- len separiert und nicht sortenrein vorliegende Baustofffraktionen entsprechenden Verwertungen zugeführt.
Bild 1:
Materialdiversität und -verbün- de in mineralischen Bau- und Abbruchabfällen: Zur Rückge- winnung sortenreiner Baustoff- fraktionen werden vor allem neue Sortierverfahren benötigt, während die Aufbereitung der Materialverbünde entsprechen- de Aufschlussverfahren erfor- dert.
Für die Umsetzung der differenzierenden Strategie müssen die Gesteinskörnungen der Baustoffarten zunächst sortenrein aus den Bau- und Abbruchabfällen zurückgewonnen werden. Durch die herkömmliche Aufbereitungstechnologie lässt sich gegenwärtig jedoch nur ein geringer Teil aus den zumeist heterogen vorliegenden Materialgemi- schen zurückgewinnen, was neue technologische Lösungsansätze notwendig macht.
Es stellt sich die Frage, wie herkömmliche Abbruchmaßnahmen mit neuartigen Auf- bereitungstechnologien verknüpft und konventionelle Aufbereitungsprozesse erweitert oder ersetzt werden können, um die Produktion sortenreiner Materialfraktionen zu ermöglichen [27, 61]. Technische Lösungsansätze zur Umsetzung einer differenzie- renden Strategie sind Gegenstand der nachfolgenden Kapitel. Grundoperationen des Baustoffrecyclings sind Bestandteil in [40]. Auf integrierende Strategien wird in dieser Veröffentlichung nicht eingegangen.
2. Stand der Technik 2.1. Bau- und Abbruchabfälle
Mineralische Bau- und Abbruchabfälle erfasst das Statistische Bundesamt. Die Daten wertet die Kreislaufwirtschaft Bau im Rahmen ihrer Monitoring-Berichte [25] aus und stellt sie einer breiten Öffentlichkeit zur Verfügung. In Bild 2 sind die Abfallmengen der vier Hauptstoffströme Bauschutt, Asphalt, Baustellenabfälle und Bauabfälle auf Gipsbasis (ohne Boden und Steine) sowie deren Recyclingquoten (außer Verfüllung) dargestellt.
58,5 54,5 52,1 50,5 57,1 58,2 53,1 51,6 70,9
74,5 68,5 61,6
73,4 76,3 78,4 78,3
0 10 20 30 40 50 60 70 80 90 100
0 10 20 30 40 50 60 70 80 90 100
1998 2000 2002 2004 2006 2008 2010 2012 RC-Quote
Ma.-%
Gesamtmasse Mio. t
Jahr
Bauschutt Asphalt Baustellenabfälle Bauabfälle auf Gipsbasis RC-Quote Bauschutt RC-Quote Asphalt RC-Quote Baustellenabfälle
Bild 2: Abfallaufkommen mineralischer Bauabfälle (ohne Boden und Steine) und Recycling- quoten (außer Verfüllung)
Daten aus: Kreislaufwirtschaft Bau: Monitoring-Berichte 1 bis 9, www.kreislaufwirtschaft-bau.de, 2000-2015.
Die Recyclingquote von Bauabfällen auf Gipsbasis liegt bei null und das Abfallvolu- men, das nur geringen Schwankungen unterworfen war, blieb konstant. Verfüllungen können derzeit noch zur Erreichung der Verwertungsziele beitragen, allerdings wird deren Bedeutung für das Recycling zukünftig sinken.
Den mit Abstand größten Anteil des mineralischen Bau- und Abbruchaufkommens stellt mit über fünfzig Millionen Tonnen pro Jahr der Bauschutt dar. Bauschutt bein- haltet alle mineralischen Komponenten wie Beton, Ziegel, Fliesen, Keramik usw., die entweder sortenrein erfasst sind oder als Gemisch (Bild 1) vorliegen. Seine recycling- gerechte Verwertung ist nur gesichert, wenn die Fraktionen homogen vorliegen und von Fremd- und Störstoffen befreit sind. Ob die hohe Recyclingquote von über siebzig Massenprozent für Bauschutt auch zukünftig, trotz steigender Materialdiversität, gesi- chert werden kann, ist noch nicht erforscht.
2.2. Gegenwärtige Aufbereitung von Mauerwerkbruch
Im Baustoffrecycling werden gegenwärtig einfache und effiziente Maschinen und Ver- fahren bevorzugt. Aufbereitungswege sind u.a. auch in [48] abgebildet. Dabei kommen überwiegend trockene Verfahren zum Einsatz.
Bild 3:
Technologiebeispiele für die Aufbereitung von Ziegel-Mauer- werkbruch zu sortenreinen Ma- terialfraktionen in stationären Anlagen. Nur aufgeschlossene Ziegel können weiterverarbeitet werden.
Mauerwerkbruch als heterogenes Gemisch
0/45 mm Vorsieb
FE-Schrott
FE-Schrott
Mauerwerkverbünde, Metalle, Holz etc.
Magnet- abscheider
Sortierband 0/45 mm
45/x mm
Überkorn- rückführung 45/x mm
Prallbrecher
0/4 mm 4/8 mm 8/16 mm 16/32 mm
0/16 mm 16/45 mm
32/45 mm Hauptvorgang
Ziegel
45/x mm MM H Boden,
Feinanteile, etc.
Vorsieb-
material Sortenreine Ziegelkörnung
Aussortiertes Material
Bild 3 erläutert beispielhaft den Verfahrensablauf bei einer stationären Anlage, der die Aufbereitung von Ziegelbruch zu RC-Gesteinskörnungen mit hoher Qualität er- möglicht. Zunächst erfolgt eine manuelle Sortierung, um Wertstoffbestandteile, i.d.R.
aufgeschlossene Mauerziegel, positiv auszusortieren. Die aussortierten Steine werden zerkleinert, um ein Schüttgut mit definiertem Kornband herzustellen. Einige Recycling- anlagen verfügen zusätzlich über einen Windsichter, der leichte Fraktionsbestandteile
aus dem Schüttgut entfernt. Ein nicht unerheblicher Fraktionsanteil, der keiner ma- nuellen Sortierung zugeführt werden kann (Anteil 0/45 mm aus Bild 3), wird als Vor- siebmaterial der Aufbereitung entzogen. Materialverbünde mit Ziegelanteil gelangen in die nicht aussortierte Fraktion 45/x mm (Bild 4), da kein Aufschluss erfolgt. Der Anteil zurückgewonnener Materialien ist gering.
Die Zusammensetzung von Mauerwerkbruch unterliegt insgesamt sehr starken Schwankungen und ist lokal unterschiedlich [40]. Während sich aufgeschlossene und nicht aufgeschlossene Mauerwerkhauptbaustoffe vor allem in der Fraktion 45/x mm auffinden lassen, ist die Fraktion 0/45 mm weitestgehend mit anderen mineralischen Bestandteilen versehen. Bild 5 zeigt die stichprobenartige Zusammensetzung von zwei Bauschuttgemengen in der Fraktion 4/45 mm in Berlin. Die Gesamtsulfatgehalte, gemessen mittels RFA in SO3, sind unterschiedlich hoch.
Bild 4:
Nicht aufgeschlossene Mauer- ziegel in der Fraktion 45/x mm
0 20 40 60 80 100
Mauerwerkhauptbaustoffe (Ziegel, Kalksandstein, Porenbeton, Leichtbeton, darunter auch Beton
und Gesteinskörnung)
Andere mineralische Bestandteile wie Putz, Mörtel, Fliesen, etc.
Fremdbestandteile wie Glas, NE- Metallschlacken, Stuckgips, Gummi,
Kunststoff, Metall, Holz, Pflanzenreste, Papier, sonstiges Anteil
Ma.-% (trocken)
Probe I
Feuchtegehalt 13,0 Ma.-%; SO3-Gehalt (RFA) 0,57 Ma.-%
Probe II
Feuchtegehalt 5,6 Ma.-%; SO3-Gehalt (RFA) 7,50 Ma.-%
Bild 5: Zusammensetzung von Bauschutt zweier in Berlin ansässiger stationärer Recycler in der Fraktion 4/45 mm
2.3. Leistungsgrenzen bisheriger Aufbereitungsverfahren
Den Hauptprozess bisheriger Aufbereitungsverfahren kennzeichnen die manuelle Sortierung und die Zerkleinerung. Deren Abfolge wird für die Produktion sortenrei- ner rezyklierter Gesteinskörnungen aus komplexeren Materialstrukturen vermutlich nicht mehr geeignet sein, da zunächst eine Aufschlusszerkleinerung unterhalb einer händisch sortierbaren Grenzkorngröße (< 45 mm, Bild 3) durchzuführen ist. Zunächst sind die einzelnen Materialien physikalisch aufzuschließen, um die zerkleinerten Ge- menge durch sich anschließende moderne Sortierverfahren in ihre ursprünglichen Monofraktionen zu überführen.
Die Sortierung und die Zerkleinerung sollten also im Verfahrensablauf nach Bild 3 getauscht werden. Durch eine solche Modifizierung könnten bisher nicht aufgeschlos- sene Hauptbestandteile aus den diversen Materialverbünden und der händisch kaum zu sortierenden Materialfraktion 0/45 mm zurückgewonnen werden, insofern sich ein automatisches Sortierverfahren für die Gesteinskörnungen anschließt, wie bspw. die sensorgestützte Sortierung [61, 26]. Technologien für die Sortierung der mineralischen Bestandteile unterhalb einer händisch schwer zu sortierenden Partikelgröße sind im Baustoffrecycling bisher noch nicht etabliert.
Um die Herstellung sortenreiner Materialfraktionen zum gegenwärtigen Zeitpunkt überhaupt zu ermöglichen, müssen Gebäude oftmals selektiv abgebrochen werden. Der selektive Abbruch ist hinsichtlich der Aspekte technische Machbarkeit und Arbeitssi- cherheit oftmals schwierig durchzuführen und auch ökonomisch zu hinterfragen. Als Beispiel lässt sich Gipsputz, ein Bestandteil des Mauerwerks, nennen, der nur schwer zu selektieren ist [10, 27]. Gelangen sulfathaltige Baustoffe ins Abruchmaterial, lassen sich diese nicht immer eindeutig identifizieren oder liegen nach dem Abbruch in ihrer Korngröße so stark reduziert vor, dass eine Abtrennung sehr schwierig ist [48].
Obwohl gerade für Baugipse eine nahezu hundertprozentige Kreislaufführung denk- bar ist, müssen diese erst aus dem Materialgemenge zurückgewonnen werden. Lassen sich die sulfathaltigen Bestandteile nicht aus der mineralischen Fraktion abtrennen, ist oftmals das gesamte Material zu deponieren.
2.4. Materialverbünde
Die Bauindustrie gehört zu den größten Märkten für Verbundmaterialien. Neben Beton, der aus einer zusammengesetzten, isotropen Matrix – Zement, Sand, Gesteinskörnung sowie weiteren Zusatzstoffen und Zusatzmitteln – besteht, gehört eine Vielzahl weiterer Baustoffe dazu.
Mineralische Verbundbaustoffe und -konstruktionen können hinsichtlich ihrer ma- kroskopischen Struktur in isotrope Verbundbaustoffe und anisotrope Verbundkonst- ruktionen unterschieden werden (Bild 6):
• Verbundbaustoffe sind aus einem polydispersen Partikelsystem zusammengesetzt, das in einer hydraulischen Matrix (Zement o. ä.) eingebettet ist. Beispiele hier- für sind Beton oder Kalksandstein, die in makroskopischer Ebene eine homogene
Matrix ergeben. Für den Aufschluss sind die groben Gesteinskörnungen sowie Re- cyclingsande aus der hydraulischen Matrix zu befreien. Für einfache Anwendungen reicht es oftmals aus, Beton lediglich in seiner Körngröße zu reduzieren, so dass Betonrezyklate (rezyklierte Gesteinskörnungen mit Zementsteinanteil) vorliegen.
Anisotrope Struktur Isotrope Struktur
Verbundbaustoffe und -konstruktionen
Beispiel: Beton Beispiel: Betonfertigteil mit integrierter Wärmedämmung
Beispiel: Mauerwerk
• Verbundkonstruktionen sind auf makroskopischer Ebene anisotrop und wei- sen daher unterschiedliche Zusammensetzungen und Eigenschaften auf. Für die Aufbereitung sind Fremd- und Störstoffe (Putze, Mörtel, Dämmstoffe usw.) vom Hauptbaustoff zu trennen. Wäre ein vollständiger Aufschluss möglich, könnten alle verbauten Stoffsysteme in einem eigenen Kreislauf zirkulieren.
Für die genannten Materialverbünde können unterschiedliche Aufbereitungsver- fahren und -schritte nötig sein. Beispielsweise wäre bei isotropen Verbundbaustof- fen eine einfache Zerkleinerung und Klassierung ausreichend. Für Verbundkonst- ruktionen, wenn nicht selektiv abgebrochen, wäre hingegen eine Kombination aus Aufschluss- und neuartigen Sortierverfahren notwendig, um Fremd- und Störstoffe von den verwertbaren Komponenten abzutrennen. Nach [52] können Material- verbünde einer stoff-, form- oder kraftschlüssigen Verbindung unterliegen, die wiederum verschiedene Vorgehensweisen bei der Materialtrennung verlangt.
3. Aufschlussverfahren
Aufschlussverfahren zur Befreiung von Wertstoffmaterial aus Konglomeraten werden vor allem im Bergbau eingesetzt, um den Wertstoff Eisenerz vom übrigen Gestein, dem Bergematerial, zu befreien [14, 17, 64]. Der Wertstoff wird in einem anschließenden Schritt angereichert, um das Material weiter verarbeiten zu können. Hierbei ist die Aufschlussqualität, also das Verhältnis der aus dem Verbund befreiten Wertstoffbe- standteile und der Gesamtwertstoffmenge, aufgeschlossener und noch im Konglomerat gebundener Anteile von entscheidender Bedeutung [17]. Je besser der Aufschluss, desto besser die Produktqualität und umso effizienter der Sortiervorgang. Die Aufschluss- zerkleinerung geschieht i.d.R. durch Brechen oder Mahlen.
Bild 6:
Unterscheidung in isotrope Verbundbaustoffe und aniso- trope Verbundkonstruktionen:
Der Zielbaustoff, der primär durch die Aufbereitung zurück- gewonnen werden soll, ist blau gekennzeichnet.
Insbesondere im 21. Jahrhundert gewinnen Aufschlussverfahren für die Umsetzung der Kreislaufwirtschaft an Bedeutung und erfahren eine Renaissance in der Aufberei- tung von Sekundärrohstoffen. Neue Veröffentlichungen, die sich auch der allgemeinen Aufschlusszerkleinerung von sekundären Materialien widmen, sind u.a. [8, 33].
3.1. Aufschluss durch Brechen
Eigene Untersuchungen zeigten, dass die im Baustoffrecycling genutzten Brecher zum Aufschluss von Mauerwerk verwendet werden können [27]. Infolgedessen ist auch ohne die Nutzung neuartiger Aufschlussverfahren dafür gesorgt, dass komplexere Material- verbünde in ihre einzelnen Bestandteile zerlegt werden können. Die meist genutzten Brecher sind der Backen- und der Prallbrecher, wobei diese sich in ihrer Betriebsweise und den Beanspruchungsbedingungen unterscheiden (Bild 7). Auch der Kegelbrecher und der Walzenbrecher könnten hierfür genutzt werden.
BackenbrecherPrallbrecher
vereinfachte Funktionsweise
Aufgabe
dominierende Beanspruchung
Aufgabe
Austrag Austrag
Brechen
Prallbeanspruchung Druckbeanspruchung Brechen
Bild 7:
Exemplarische Funktionsweise eines Backen- und eines Prall- brechers
Mittels Aufschlusszerkleinerung, wie in Bild 8 exemplarisch an einem beidseitig mit Gipsputz versehenen Mauerwerksegment dargestellt, werden sowohl das Steinmaterial als auch der Gipsputz freigelegt. Dabei bilden sich unterschiedliche Materialfraktionen (Bild 9), die in einem heterogenen Gemisch vorliegen.
Wird eine summative Zerkleinerung unterstellt, bei der alle Bestandteile gleicher- maßen einer Korngrößenreduktion unterliegen und keine bevorzugte Zerkleinerung entlang der Grenzflächen stattfindet, bilden sich neben aufgeschlossenen Partikeln auch Verbundpartikel aus mindestens zwei unterschiedlichen Materialien entlang der Grenzflächen, die keiner der verbauten Stoffkomponenten eindeutig zuzuordnen sind.
Durch die Korngrößenreduktion entsteht ein polydisperses Partikelsystem, d.h. neben groben liegen auch feine Fraktionsbestandteile vor, die, abhängig von der Partikelgröße, unterschiedliche Aufschlussgrade aufweisen (Bild 8). Hierbei können mehr als fünfzig Masseprozent feine Gesteinskörnungen ≤ 4 mm gebildet werden, für die bislang kaum Sortierverfahren und Verwertungsoptionen existieren.
Bild 8: Befreiung der Mauerwerkbestandteile eines mit beidseitigem Gipsputz versehenen Mauerwerksegments durch kontinuierliche Korngrößenreduktion
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
Zusammensetzung des Partikelgemenges kg/kg
effektiv zurückgewinnbarer Anteilfreigelegter Gesteinskörnung > 4 mm
cStein 0,90 cGipsputz
0,10
Mauerstein Verbundpartikel Gipsputz
Fraktionsanteile nach der Zerkleinerung
stoffliche Zusammensetzung der Fraktion > 4 mm nach der Zerkleinerung stoffliche
Zusammensetzung vor der Zerkleinerung
0,50
0,50 0,07
0,07
0,86
= 0,465
= 0,5 • 0,93 Zusammensetzung nach Zerkleinerung (als Beispiel)
-
Fraktion 4/31,5 mm als Gemenge aus freigelegter Gesteinskörnung und Verbundpartikel Fraktion 0/4 mm
Bild 9: Beispielhafte Bildung der Bestandteile und Fraktionen nach der Aufschlusszerkleinerung mit zurückgewinnbaren Anteil in [kg/kg] vom Gesamtinputmaterial in der Fraktion
> 4 mm
Die aus dem Verbund befreiten groben Gesteinskörnungen > 4 mm könnten durch automatische Sortierverfahren in sortenreine Materialfraktionen überführt werden.
Für die so entstehenden Fraktionen Gipsputz und Mauerstein wäre eine geschlossene Kreislaufführung denkbar, da beide in ihrer Monofraktion vorliegen. Die Verbund- partikel, die keiner der verbauten Komponenten eindeutig zuzuordnen sind, müssten hierbei als Fremd- und Störstoff abgetrennt werden.
Untersuchungen [27] an Verbundkonstruktionen im Mauerwerksbau zeigten, dass ein vollständiger Aufschluss durch die Nutzung herkömmlicher Brecher (Backen-, Prall-, Flachkegelbrecher) nicht gewährleistet ist. Auf Grund der unzureichenden Zerklei- nerung entlang der Grenzflächen bilden sich Verbundpartikel. Die Untersuchungs- methodik ist in [27] zusammengefasst. Im Zuge weiterer Projekttätigkeiten wurden weitere Brecher untersucht, die die bisherigen Erkenntnisse bestätigen. Aus Gründen der Sortiereffizienz ist die Bildung von Verbundpartikeln zu vermeiden, da die Gefahr besteht, dass trotz effizienter Sortierung unerwünschte Fremd- und Störstoffe in das Wertstoffmaterial gelangen.
Bild 10: Anteil freigelegten Kalksandsteins in Abhängigkeit der Partikelgröße
Ergebnisse aus: Landmann, M.; Müller, A.; Palzer, U.; et al.: Leistungsfähigkeit von Aufbereitungsverfahren zur Rückgewinnung sortenreiner Materialfraktionen aus Mauerwerk – Teil 1 und Teil 2. AT Mineral Processing, Heft 03 und Heft 04, 55. Jahrgang, 2014.
In Bild 10 ist beispielhaft der Anteil der freigelegten Gesteinskörnung eines Kalksand- steinmauerwerks dargestellt. Die Wandinnenseite wurde mit Gipsputz versehen. Das Wärmedämmverbundsystem konnte selektiv abgetrennt werden. Die Zerkleinerung mittels Flachkegelbrecher erfolgte zweistufig. Keiner der verwendeten Brecher war in der Lage, den Verbund vollständig aufzutrennen, wobei nur geringfügige Unterschie- de im Aufschluss festgestellt wurden, wenn die einzelnen Kornfraktionen betrachtet
0,8 0,85 0,9 0,95 1
0 4 8 12 16 20 24 28 32 36
Anteil freigelegte kg/kg
Gesteinskörnung
Partikelgröße mm
Backenbrecher Prallbrecher Flachkegelbrecher Walzenbrecher (Doppelwellengranulator)
werden. Lediglich die Partikelgrößenverteilung ist stark vom Brechertyp und der Betriebseinstellung abhängig (Bild 11). Je mehr die Materialverbünde in ihrer Korn- größe reduziert werden (siehe Bild 8), desto mehr Partikel liegen aufgeschlossen vor.
Mit zunehmender Korngrößenreduktion steigt jedoch auch der Anteil der RC-Sande
≤ 4 mm. Des Weiteren hat der verwendete Brechertyp und dessen Betriebsweise we- sentlichen Einfluss auf die Bildung von RC-Sanden ≤ 4 mm.
Es lässt sich festhalten, dass der Anteil an freigelegtem Mauersteinmaterial wesentlich vom Anteil 0/4 mm abhängt (Bild 12). Die Menge der Verbundpartikel hat nur einen geringfügigen Einfluss auf den zurückgewinnbaren Anteil des Mauerwerks in der Fraktion
> 4 mm. Des Weiteren lassen sich Abhängigkeiten von der Materialrohdichte ableiten [42].
Oftmals sind in der Literatur Anmerkungen hinsichtlich der Anreicherungseffekte von Gipsputzen in den Feinfraktionen zu finden. In [10] konnten unter Einsatz eines Prall- brechers die Sulfate in mineralischen Bau- und Abbruchabfällen durch Absiebung der Fraktion 0/2 mm vom Gesamtgemenge 2/45 mm reduziert werden.
Eigene Untersuchungen [27] zur Aufschlusszerkleinerung von Wänden, jeweils auf einer Seite mit Gipsputzen versehen, zeigen, dass dieser Effekt für moderne Wandkonstrukti- onen unzureichend eintritt. Wird der RC-Sand in der Fraktion 0/4 mm betrachtet, lässt sich zwar eine geringe Sulfatanreicherung gegenüber der Grobfraktion 4/45 mm feststellen (Bild 13), allerdings sind die Sulfatgehalte in der Fraktion 4/45 mm immer noch sehr hoch.
Bild 11: Partikelgrößenverteilung in Abhängigkeit vom Brechertyp
Quelle: Landmann, M.; Müller, A.; Palzer, U.; et al.: Leistungsfähigkeit von Aufbereitungsverfahren zur Rückgewinnung sor- tenreiner Materialfraktionen aus Mauerwerk – Teil 1 und Teil 2. AT Mineral Processing, Heft 03 und Heft 04, 55. Jahrgang, 2014.
19,07
28,57
51,03
94,62
66,6
82,94
96,75
100
31,64
43,44 81,8
37,78
53,41
84,19
100
0 10 20 30 40 50 60 70 80 90 100
1 10 100
Siebdurchgang Ma.-%
Partikelgröße mm
Backenbrecher Prallbrecher Flachkegelbrecher
Walzenbrecher (Doppelwellengranulator)
Bild 13: Säurelösliche Sulfatgehalte in SO3 nach der Aufschlusszerkleinerung in einem Prall- brecher für den RC-Sand ≤ 4 mm und die grobe Gesteinskörnung > 4 mm anhand einiger ausgewählter Wandbaustoffe
Quelle: Landmann, M.; Müller, A.; Palzer, U.; et al.: Leistungsfähigkeit von Aufbereitungsverfahren zur Rückgewinnung sor- tenreiner Materialfraktionen aus Mauerwerk – Teil 1 und Teil 2. AT Mineral Processing, Heft 03 und Heft 04, 55. Jahrgang, 2014.
R = 0,441
R = 0,54332
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
0 20 40 60 80
Anteil freigelegtes Mauersteinmaterial kg/kg
Anteil ≤ 4 mm
Backenbrecher Prallbrecher Linear (Backenbrecher) Linear (Prallbrecher)
Bild 12:
Abhängigkeiten zwischen Frak- tionsanteil ≤ 4 mm und Anteil des freigelegten Mauerstein- materials aller untersuchten Wandkonstruktionen
Quelle: IAB-Institut Institut für Ange- wandte Bauforschung Weimar gGmbH;
Bauhaus-Universität Weimar: Abschluss- bericht zum Projektvorhaben Aufschluss- verfahren zur Trennung von Verbund- konstruktionen im Mauerwerksbau. IGF- Vorhaben-Nr.: 16617 BG, Antragsteller:
AiF-Forschungsvereinigung Leichtbeton e. V., 2012.
2,34
1,06
4,17
2,76
1,00 0,81
5,41
2,02
0 1 2 3 4 5 6
Hochlochziegel Kalksandstein Porenbeton Leichtbeton
Säurelöslicher Sulfatgehalt Ma.-%
Fraktion 4 mm Rechnerisch ermittelter SO3-Gehalt im
Ausgangszustand Fraktion > 4 mm
3.2. Selektives Zerkleinern unerwünschter Bestandteile durch nachträgliche Behandlung
Fremd- und Störstoffe können auch vom Mauerwerkhauptbaustoff abgereichert werden, was eigene Untersuchungen belegen [21]. Das gelingt, wenn die einzelnen Materialien ein unterschiedliches Zerkleinerungsverhalten aufweisen und dadurch selektiv zerkleinert werden können. Hierbei unterliegen Materialien mit geringerem Zerkleinerungswiderstand unter gleichen Beanspruchungsbedingungen einer verstärk- ten Korngrößenreduktion. Neben dem in Bild 8 vorgestellten Grundaufschlussmodell müssten weitere Differenzierungen vorgenommen werden:
Fall 1:
• Der Putz unterliegt einer stärkeren Korngrößenreduktion als der Mauerstein. Der Zerkleinerungswiderstand des Mauersteins ist größer.
Fall 2:
• Der Zerkleinerungswiderstand des Putzes ist größer als der des Mauersteins, wo- durch der Mauerstein einer stärkeren Korngrößenreduktion unterliegt.
Für diese Annahmen ist das Grundaufschlussmodell nach Bild 8 zu modifizieren (Bild 14).
Fall 1
Der Putz unterliegt einer stärkeren Korngrößenreduktion als der Mauerstein
Fall 2
Der Mauerstein unterliegt einer stärkeren Korngrößenreduktion als der Putz
Bild 14: Aufschlussmodelle unter Annahme eines unterschiedlichen Zerkleinerungsverhaltens der Einzelkomponenten (Mauerstein beidseitig mit Putz versehen)
Im zweiten Fall würden sich die Putzbeschichtungen vor allem in der Feinfraktion an- reichern. Die meisten Mauerstein-Bestandteile ließen sich in den gröberen Fraktionen auffinden. In diesem Fall könnte die Wertstofffraktion einfach durch eine nachfolgende Klassierung von den Putzbestandteilen befreit werden. Eine zusätzliche Sortierung wäre nicht mehr notwendig. Die genauen Zusammenhänge sind noch zu klären.
Eigene Untersuchungen [21] haben gezeigt, dass durch den Eintrag von Scher- und Attritionsbeanspruchungen Gipsputzanhaftungen selektiv zerkleinert werden können.
Hierbei wird der freigelegte Gipsputz in der Fraktion 0/4 mm angereichert. Bedingung ist, dass die Zerkleinerungswiderstände des Putzes wesentlich geringer sind als die des Steins.
Durch die nachträgliche Behandlung der zerkleinerten Kalksandsteinwand (Fraktion 8/31,5 mm) in einem Friction- Clean (Bild 15, trocken) gelang es, den Aufschlussgrad zu erhöhen (Bild 16).
Bei dieser Gelegenheit wird auch ein Teil der aufgeschlossenen Gesteinskörnung
> 4 mm zerkleinert, wodurch der effektiv zurückgewinnbare Anteil der freigelegten Gesteinskörnung > 4 mm sinkt.
Die gleichen Ergebnisse wurden bei der Verwendung einer Attritionstrommel erzielt [21]. Infolge der Relativbewegung der Partikel zueinander können oberflä- chennahe Bestandteile, wie bspw. Gips- putzanhaftungen, in die Fraktion 0/4 mm zerkleinert werden.
Bild 15: Friction-Clean mit rotierender Trommel und integrierten Schneid- werkzeugen, die das Material auf Scherung beansprucht
Quelle: Bildmaterial Fa. Haver Engineering GmbH
3.3. Neuartige Aufschlussverfahren
Herkömmliche Aufschlussverfahren sind i.d.R. nicht in der Lage, Materialverbünde entlang der Grenzfläche aufzutrennen. Um den vollständigen Aufschluss zu gewähr- leisten, waren technologische Entwicklungen notwendig, deren industrielle Umset- zung zumeist noch nicht gesichert ist. Im Folgenden seien einige Entwicklungen und Untersuchungen aus der internationalen Literatur benannt.
Die meisten Verfahren wurden für den Aufschluss von Beton entwickelt, da er den mengenmäßig größten Bestandteil in mineralischen Bau- und Abbruchabfällen ausmacht. Beim Betonaufschluss sind die Gesteinskörnungen aus der umgebenen Zementsteinmatrix zu befreien (isotroper Materialverbund). Die Anwendbarkeit auf anisotrope Materialverbünde muss noch geprüft werden.
In [13, 49, 50, 65, 67] werden neuartige Brecher für einen verbesserten Aufschluss von Kies beschrieben, darunter der SmartCrusher (Bild 17) und eine exzentrisch rotierende Mühle, die Gesteinskörnungen aus der Betonmatrix herauslösen können. In [2, 5, 12, 32, 35, 43] wird über Untersuchungen zur mikrowellengestützten Aufschlusszerkleinerung
berichtet. Die Grenzflächen wurden durch die Dehydrierung der CSH-Phasen ge- schwächt. Bei einem nachfolgenden Brechvorgang konnten Gesteinskörnungen mit einem wesentlich höheren Aufschlussgrad zurückgewonnen werden.
0 5 10 15 20
0,7 0,8 0,9 1
0 1 2 3 4 5 6 7 8 9 10
Drehzahl U/Min Anteil Gesteinskörnung > 4 mm
kg/kg
Zeitpunkt der Probeentnahme nach Inbetriebnahme [Min]
Anteil zurückgewinnbarer Gesteinskörnung > 4 mm Anteil aufgeschlossener Gesteinskörnung > 4 mm Drehzahl
Bild 16: Anteil aufgeschlossener Gesteinskörnung sowie Verlust in der Fraktion > 4 mm durch weitere Korngrößenreduktion im Friction-Clean
Quelle: IAB-Institut: Institut für Angewandte Bauforschung Weimar gGmbH; Bauhaus-Universität Weimar: Abschlussbericht zum Projektvorhaben Aufschlussverfahren zur Trennung von Verbundkonstruktionen im Mauerwerksbau. IGF-Vorhaben-Nr.:
16617 BG, Antragsteller: AiF-Forschungsvereinigung Leichtbeton e. V., 2012.
Bild 17:
Prototyp des SmartCrushers (links), der durch spezielle Profile Scherbeanspruchungen einleitet und in der Lage ist, Gesteinskörnungen mit einer sehr hohen Aufschlussqualität aus der Betonmatrix zu befreien
Quellen:
Florea, M. V. A.; Ning, Z.; Brouwers, H. J.
H.: Smart crushing of concrete and activa- tion of liberated concrete fines. Eindhoven University of Technology.
Zuokui, N.; et al.: Thermal Treatment of Recycled Concrete Fines. Technische Universiteit Eindhoven, 2012.
Thermo-mechanische Behandlungsverfahren sind Gegenstand in [24, 32, 38, 44, 45, 46, 54, 55, 56]. Diese Verfahren verfolgen, wie die mikrowellengestützte Zerkleinerung das Ziel, die Grenzflächen durch Erhitzen zu schwächen, um nachfolgend einen besseren Aufschluss zu erreichen. Zumeist wird eine Behandlungstemperatur zwischen 400° C und 500 °C als angemessen betrachtet, um eine ausreichende Dehydratation sowie thermische Expansion zu erzielen, ohne die Gesteinskörnungen, durch bspw. Risse, zu beschädigen [1, 9, 24, 35].
[15, 19, 20, 30, 31, 57, 63, 66] stellen Untersuchungen zur Impulszerkleinerung vor, bei denen in einem kontaktlosen Verfahren in Wasser oder anderen Fluiden gelagerte Betonrezyklate elektrischen Entladungen ausgesetzt wurden, die zu einer Zerkleinerung entlang der Grenz- flächen führten. Hierdurch ist die Rückgewinnung von Kiesen und Sanden sowie von mit Zementstein angereicherten Feinfraktionen möglich.
Es sind eine Reihe weiterer Verfahren in der internationalen Literatur beschrieben: [16, 36, 37, 47, 22]. In [59] werden Untersuchungsergebnisse an Recyclingsanden durch einen Horizontalprallbrecher vorgestellt. Insbesondere bei der Aufbereitung von Recyclingsanden besteht ein erheblicher Forschungsbedarf.
Untersuchungen zum Aufschluss mineralischer, anisotroper Verbundkonstruktionen durch herkömmliche wie auch neuartige Verfahren sind rar. [60] informiert über den Aufschluss von Vollziegel-Mauerwerk, mit Zement- oder Kalk-Zement-Mauermörtel gefertigt, in- folge Temperatureinwirkung. Durch Erhitzen konnten die Ziegel vom Mörtel, teils ohne mechanische Einwirkung, abgetrennt werden. Hierdurch lassen sich Vollziegel wieder zurückgewinnen. [51] berichtet über den Versuch, Mauermörtel von Ziegelmauerwerk durch Attritionsbeanspruchungen abzutrennen. Auch so lassen sich wieder intakte Vollziegel zurückgewinnen, die ohne eine weitere Aufbereitung in Bauwerken verbaut werden könnten.
3.4. Materialdesign für einen verbesserten Aufschluss durch Nutzung neuer Technologien
Im Sinne des Cradle-to-Cradle wird angestrebt, bereits während der Produktinnovation Einfluss auf die spätere Recyclingfähigkeit zu nehmen. Im Fokus steht die Modifizierung von Grenzflächen, die auf eine bestimmte Technologie ansprechen, um ein Grenzflächen- versagen hervorzurufen. Als Beispiel sei die Zugabe von Suszeptoren in Fliesenmörteln
Bild 18: Grenzflächenversagen und Aufschluss durch die Mikrowellenbeanspruchung
Durch die Zugabe eines Suszeptors im Mörtel reagiert
dieser auf nicht-mechanische Beanspruchungen.
Durch eine Mikrowellen- bestrahlung werden Spannungen
im Mörtel erzeugt, die zu einem Materialversagen entlang der Grenzfläche führen.
Die Fliesen lösen sich anschließend entweder alleine
vom Untergrund ab oder nur noch geringfügige mechanische Beanspruchungen sind nötig, um
den Verbund vollständig aufzuheben.
Mikrowellen
Fliese Mörtel mit
Suszeptor Ziegel
oder Putzen genannt, um durch eine anschließende Mikrowellenbeanspruchung den Haftverbund mit dem Untergrund aufzuheben [28, 29] (Bild 18). [18] erläutert neuere Untersuchung zur Oberflächenmodifikation von gröberen Gesteinskörnungen in Beton.
4. Sortierverfahren
Sortierverfahren sind notwendig, um ein Körnerkollektiv anhand stofflicher Eigenschaften zu zerlegen und unerwünschte Fremd- und Störstoffe abzutrennen. Die Sortierung anhand der Dichte und der Kornform, bspw. durch Windsichtung, gilt hierbei weitestgehend als Stand der Technik, um leichte Bestandteile wie Wärmedämmstoffe, Papiere, Kunststoffe usw. von der mineralischen Fraktion zu separieren. Ein weiteres Beispiel ist die Setztechnik als nasses Verfahren. Ein kurzer Überblick über im Baustoffrecycling verfügbare Verfahren zur Dichtesortierung ist in [40] und [58] zu finden. Mittels Dichtetrennverfahren lassen sich leichte Bestandteile sehr gut im groben Fraktionsbereich abtrennen. Schwierig hingegen ist gelegentlich die Sortierung im feinen und mittleren Korngrößenspektrum, insbesondere dann, wenn feuchte Bau- und Abbruchgemenge vorliegen. Die Korngröße und die Korndich- te sind die beiden bestimmenden Größen, wobei eine enge Klassierung erforderlich ist [53].
Nasse Sortierverfahren sind gegenüber trockenen energetisch aufwändiger und bedürfen zudem einer Reinigung des Prozesswassers [58]. Diese kommen dann zum Einsatz, wenn die Rohdichteunterschiede zwischen den einzelnen mineralischen Komponenten zu gering sind, um eine Windsichtung durchzuführen. Ein Beispiel dafür ist die Nasssetztechnik. Eine Abtrennung von Gipspartikeln ist jedoch nicht immer möglich [39].
1
Mindestrohdichte an Gesteinskörnungen für Beton und Mörtel nach DIN 4226-100 (Typ 1 und 2) 2,8
0,4 0,3
1,2 1,35 0,8 2,8
4,5
1,6 1
2,4 2,25
1,45
0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0
Leichtbeton NormalbetonSchwerbetonSchaumbeton Porenbeton
Kalksandstein
Ziegel Materialrohdichte
kg/dm3
Gipsputz 2
2
Bild 19: Typische Rohdichtebereiche einiger neu produzierter Baustoffe; rote Markierungslinie:
minimale Kornrohdichte an rezyklierte Gesteinskörnungen nach Typ 1 und 2 für Beton und Mörtel nach DIN 4226-100
Mineralische Bestandteile mit ähnlicher Materialrohdichte können i.d.R. nur schwer durch Dichtesortierverfahren abgetrennt werden, wodurch zunehmend ein Bedarf an dichteunabhängigen Technologien besteht. Dies ist der großen Rohdichtevariabi- lität, gerade im Bereich der mineralischen Komponenten, geschuldet (Bild 19). Neue, dichteunabhängige Verfahren müssen in der Lage sein, Materialien auch anhand ihrer chemisch-mineralogischen Zusammensetzung zu sortieren [26].
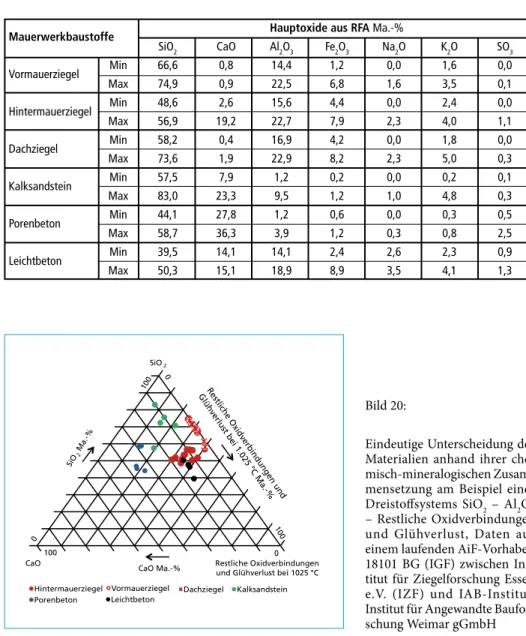
Tabelle 1: Chemische Zusammensetzung ausgewählter Mauerwerkbaustoffe und Dachziegel aus gemahlenen Proben (RFA), Daten aus einem laufenden AiF-Vorhaben 18101 BG (IGF) zwischen Institut für Ziegelforschung Essen e.V. (IZF) und Institut für Angewandte Bauforschung Weimar gGmbH (IAB), gemessen IAB
Mauerwerkbaustoffe Hauptoxide aus RFA Ma.-%
SiO2 CaO Al2O3 Fe2O3 Na2O K2O SO3 Vormauerziegel Min 66,6 0,8 14,4 1,2 0,0 1,6 0,0 Max 74,9 0,9 22,5 6,8 1,6 3,5 0,1 Hintermauerziegel Min 48,6 2,6 15,6 4,4 0,0 2,4 0,0 Max 56,9 19,2 22,7 7,9 2,3 4,0 1,1 Dachziegel Min 58,2 0,4 16,9 4,2 0,0 1,8 0,0 Max 73,6 1,9 22,9 8,2 2,3 5,0 0,3 Kalksandstein Min 57,5 7,9 1,2 0,2 0,0 0,2 0,1 Max 83,0 23,3 9,5 1,2 1,0 4,8 0,3 Porenbeton Min 44,1 27,8 1,2 0,6 0,0 0,3 0,5 Max 58,7 36,3 3,9 1,2 0,3 0,8 2,5 Leichtbeton Min 39,5 14,1 14,1 2,4 2,6 2,3 0,9 Max 50,3 15,1 18,9 8,9 3,5 4,1 1,3
Hintermauerziegel Vormauerziegel Dachziegel Kalksandstein Porenbeton Leichtbeton
SiO 2 Ma.-%
Restliche
Oxidverbindungen und Glühverl
ust bei 1.
025 °C Ma.-
%
CaO Ma.-%
0 100
100 100 0
0
SiO2
Restliche Oxidverbindungen und Glühverlust bei 1025 °C CaO
Bild 20:
Eindeutige Unterscheidung der Materialien anhand ihrer che- misch-mineralogischen Zusam- mensetzung am Beispiel eines Dreistoffsystems SiO2 – Al2O3 – Restliche Oxidverbindungen und Glühverlust, Daten aus einem laufenden AiF-Vorhaben 18101 BG (IGF) zwischen Ins- titut für Ziegelforschung Essen e.V. (IZF) und IAB-Institut:
Institut für Angewandte Baufor- schung Weimar gGmbH
In Tabelle 1 sind die chemischen Zusammensetzungen ausgewählter Mauerwerkbau- stoffe (RFA, Röntgenfluoreszenzanalyse) gezeigt, die im Zuge aktueller Projektarbeiten analysiert werden. Die Ergebnisse spiegeln einen breiten Querschnitt der in Deutschland neu produzierten Baustoffe wider. Bei den Ziegeln wurden zusätzlich ältere Produkti- onschargen untersucht. Werden die Baustoffgruppen in einem Dreistoffdiagramm, un- abhängig von einer Verwertungsoption, nur anhand einiger Haupt-Oxidverbindungen dargestellt (Bild 20), lassen sich diese oftmals in Abhängigkeit ihrer Konzentration voneinander unterscheiden.
Neue Technologien könnten die Qualität der RC-Baustoffe entscheidend verbessern und neue Verwertungswege erschließen. Handlungsbedarf besteht vor allem in der hän- disch schwer sortierbaren Fraktion 0/45 mm. Im folgenden sind Verfahren vorgestellt, die durchaus Potentiale in der Aufbereitung von Bau- und Abbruchabfällen bieten.
4.1. Sensorgestütze Sortierverfahren
Eine Möglichkeit zur Sortierung gröberer Gesteinskörnungen ist die Nutzung sensor- gestützter Einzelkornsortiermaschinen, die bereits in der Papier-, Glas- und Kunststoff- industrie Verwendung finden. Hier kann auf eine Vielzahl verfügbarer Technologien zurückgegriffen werden, die entsprechend ihrer Funktionsweise und Konfiguration zu unterschiedlichen Sortierergebnissen führen. Beispiel hierfür ist die Farberkennung durch Farbzeilenkameras, Röntgensortierung, Nahinfrarot (NIR), laserinduzierte
Air pulse Air pulse Air pulse Förderband
Fremd- und Störstoff Wert-
stoff
Hyperspektrales Bild (3-dimensional)
Kontrollsystem (Software)
Bandbewegung (2D in 3D)
Chemometrie PLS Focal plane
detector (2-dimensional) Spectrograph
Diffuse Reflexion
Elektromagnetischer Strahlung Spalt
Emitter elektromagnetischer Strahlung
Zerlegtes Spektrum
Druckluftimpuls
Bild 21: Exemplarische Darstellung zur Funktionsweise einer sensorgestützten Sortieranlage am Beispiel einer Linescan-Konfiguration zur Reflexionsmessung mittels Nahinfrarot (NIR)
Quelle: Landmann, M.; et al.: Chemical-mineralogical sorting of mineral construction and demolition wastes for a better recovery.
First International Conference on Minerals in the Circular Economy (Book of Abstracts VTT Technology 192 + Präsentation), Espoo (Finnland), 2014.
Plasmaspektroskopie (LIBS) usw., die mit berührungslosen und zerstörungsfreien Verfahren arbeitet. Sensorgestützte Sortierverfahren für Bau- und Abbruchabfälle werden mittlerweile von einigen Herstellern angeboten. Sie basieren zumeist auf der Farberkennung oder Nahinfrarot-Spektroskopie.
Das Schüttgut durchläuft auf einem Förderband Sensoren, die bspw. das reflektierte Spektrum (Reflexionsmessung) aufnehmen (Bild 21). Ein Kontrollsystem wertet die Daten aus und sortiert über einen Druckluftimpuls unerwünschte Fremd- und Stör- stoffe aus. In diesem Zusammenhang sollten auch Verbundpartikel mit anhaftenden Fremd- und Störstoffen erkannt und ausgetragen werden. Die Sortierung kann positiv oder negativ erfolgen. Technisch und ökonomisch sind bisher nur gröbere Gesteins- körnungen zu sortieren.
Ziegel
Leichtbeton Kalksandstei
n Gips
Porenbeton Beton
Wellenlänge
1.255 1.347 1.439 1.532 1.624 1.716 1.809 1.901 1.993 2.085 2.178 Intensität
nm
Bild 22: Intensitäten der reflektierten Spektren in Abhängigkeit der Wellenlänge im Nahinfrarot- Bereich, aufgenommen mit einer hyperspektralen Kamera KUSTA2.2MSI. Anhand dieser lassen sich die mineralischen Komponenten zumeist unterscheiden. Daten aus einem laufenden AiF-Vorhaben 18101 BG (IGF) zwischen Institut für Ziegelforschung Essen e.V. (IZF) und IAB-Institut: Institut für Angewandte Bauforschung Weimar gGmbH, gemessen an neuen Baustoffen
In [40] wurde über Versuche berichtet, Gipspartikel durch eine Farbzeilenkamera aus- zusortieren. Die Sortierung geschieht unabhängig von der chemisch-mineralogischen Zusammensetzung der zu sortierenden Materialien nur anhand von Farbe, Helligkeit
und Partikelform. Gipspartikel konnten zwar erfolgreich abgetrennt werden, eine wis- senschaftliche Untersuchung steht allerdings noch aus. Von entscheidender Bedeutung für die Sortiergenauigkeit sind hier vor allem Staubanhaftungen an den Partikeln, was eine vorherige Nasswäsche als sinnvoll erscheinen lässt.
Eine weitere Variante zur indirekten Unterscheidung und Sortierung der Materialien anhand ihrer chemisch-mineralogischen Zusammensetzung ist die Nutzung von NIR-basierten Systemen, die auch eine eindeutige Erkennung von Gips und dessen erfolgreichen Austrag als möglich erscheinen lassen (Bild 22). Untersuchungen zum Fremd- und Störstoffaustrag aus mineralischen Bau- und Abbruchabfällen durch Nahinfrarot-Sensorik sind Gegenstand der aktuellen Veröffentlichungen [11, 26, 61].
Anhand eigener Erkenntnisse sind prinzipiell alle mineralischen Bau- und Abbruchab- fälle im Nahinfrarotbereich sichtbar, nur Ziegel liefern nicht immer ein erkennbares Spektrum. Die Auswertung der Spektren erfolgt chemometrisch. In [34] wird berichtet, dass NIR-gestützte Sortiermaschinen bereits jetzt erfolgreich zur Sortierung von Bau- stellenabfällen genutzt werden, um Ersatzbrennstoffe herzustellen. Eine Abtrennung organischer Bestandteile durch Nahinfrarot ist ohne Weiteres möglich. Zur industriellen Nutzung dieses Verfahrens für die Sortierung mineralischer Bau- und Abbruchabfälle ist bislang nichts bekannt.
4.2. Recycling-Sande
Obwohl während der Aufbereitung bis zu fünfzig Masseprozent RC-Sande anfallen können, wurden bisher kaum Untersuchungen zur weiteren Sortierung oder Abtren- nung von Fremd- und Störstoffen unternommen. Hier besteht Handlungsbedarf. Von Untersuchungen zur Abtrennung Fe2O3-reicher Ziegelbestandteile oder Zementstein von Sanden durch Magnetabscheidung wird in [59] und [60] berichtet.
5. Verwertungsverfahren – neue Wege gehen
Rezyklierte Gesteinskörnungen werden zumeist als Verfüllbaustoff oder im Straßen- und Wegebau eingesetzt. Nur ein sehr geringer Teil fließt in die Betonproduktion zu- rück. Für Mauerwerkhauptbaustoffe bestehen derzeit nur wenige Verwertungsoptionen.
Verwertungsmöglichkeiten für Mauerwerkbruch in Abhängigkeit der Korngröße sind in [7] zusammengefasst.
In Zeiten hoher energetischer Standards werden die Materialrohdichten weiter sinken, was die Nutzung klassischer Verwertungswege wie bspw. im Straßen- und Wegebau erschwert ggf. sogar unmöglich macht. Hinzu kommt, das die Berücksichtigung ökologischer Kriterien, zumeist im Boden- und Grundwasserschutz angesiedelt, an Bedeutung gewinnt.
Denkbar wären geschlossene Stoffkreisläufe innerhalb der differenzierenden Strategie, wie bereits in anderen Industriezweigen umgesetzt. Bedingung hierfür ist, dass homo- gene Materialfraktionen vorliegen, die einer adäquaten Aufbereitungstechnik bedürfen.
Ist es nicht oder nur in Teilen möglich, RC-Produkte in die Produktion zurückzuführen, sollte angestrebt werden, andere Primärrohstoffe zu substituieren. Bereits jetzt wer- den diverse An- und Abfallstoffe als Zusatzstoffe der Zement- und Betonproduktion zugegeben. Als Beispiele lassen sich Hochofenschlacken oder Steinkohleflugaschen nennen, die durch ihren puzzolanischen und latent-hydraulischen Charakter die Dauerhaftigkeit von Betonen verbessern. Ähnliches wäre für Mauerwerkhauptbau- stoffe denkbar, sofern sich eine hochwertige Aufbereitung realisieren lässt. Rezyklierte Ziegel-Gesteinskörnungen oder Betonbrechsande werden bereits in Österreich zur Klinkerherstellung in der Zementproduktion verwendet [62].
Eine Alternative zur Aufbereitung und höheren Verwertung von RC-Sanden stellen integrierende Strategien [42] dar, bei denen keine vorherige Abtrennung von Fremd- und Störstoffen notwendig ist. Das heterogene Materialgemisch wird einem stoffum- wandelnden Prozess unterworfen, um eine neuartiges Produkt zu erzeugen. Ein Beispiel hierfür ist die Produktion leichter Gesteinskörnungen aus Mauerwerkbruch, in einem Verbundprojekt hinreichend getestet [41]. Zunächst wird das Gemenge gemahlen.
Durch die Zugabe eines blähfähigen Zusatzmittels und nachträglicher thermischer Behandlung in einem Drehrohrofen, ist die Produktion leichter Gesteinskörnungen möglich. Sulfate entweichen als Abgas und können durch eine Abgasentschwefelungs- anlage zurückgewonnen werden. Das Produkt findet sein Anwendungspotenzial bei der Herstellung von Leichtbetonen. Versuche zeigten, dass die mechanischen Eigenschaften und die Dauerhaftigkeit nicht beeinträchtigt werden [41].
Die Kombination aus differenzierender und integrierender Strategie könnte nach derzeitigem Stand der Technik eine vollständig geschlossene Kreislaufführung er- möglichen [40].
6. Ökonomische Aspekte
Ein wesentlicher wirtschaftlicher Aspekt ist die lokale Begrenzung der Baustoffauf- bereitung. Transportkostenbedingt verbleiben mineralische Bau- und Abbruchabfälle i.d.R. in einem begrenzten Umkreis, wobei der dezentralen Bauschuttaufbereitung und Verwertung eine besondere Bedeutung zukommt. Neue Konzepte für den Um- gang und die Verwertung sind erforderlich. RC-Produkten muss ein ökonomischer Wert gegeben werden, der denen primärer Rohstoffe gleicht, um diese am Markt zu etablieren. Nur so werden Recyclingunternehmen auch in die Lage versetzt, in neue Aufbereitungstechnologien zu investieren und diese zu erproben.
Infolgedessen spielen politische Entscheidungen eine Schlüsselrolle für nachhaltige Entwicklungsprozesse. Volkswirtschaftliche und umweltpolitische Instrumente zielen zumeist auf die Verknappung primärer Ressourcen ab, wie hohe Umweltrestriktionen bei der Erschließung neuer Abbaugebiete oder die Verknappung von Deponieraum und damit einhergehende erhöhte Deponiekosten. Auch die Primärbaustoffsteuer nach dem Vorbild Großbritanniens ist Gegenstand aktueller Diskussionen [3, 23]. Des Weiteren könnten Subventionen auf vereinzelte Technologien bei deren Erprobung nützlich sein.
Unabhängig davon sollten kostenintensive, konventionelle Prozesse bei der Bauschutt- aufbereitung mit modernen Verfahren verglichen werden. Untersuchungen [4] zeigten, dass die energieintensivere, aber zugleich lohnkostenextensivere, sensorgestützte Sor- tierung gegenüber der händischen Sortierung durchaus mit betriebswirtschaftlichen Vorteilen verbunden sein kann.
7. Ausblick
Je höher die Qualitätsanforderungen an RC-Produkte und je komplexer die Zusammen- setzung mineralischer Bau- und Abbruchabfälle, desto aufwändigere Prozesse werden während der Aufbereitung nötig sein, um die gewünschte Produktqualität zu erzeugen.
Für die Herstellung sortenreiner rezyklierter Gesteinskörnungen aus mineralischen Bau- und Abbruchabfällen wird infolge der zunehmenden Materialdiversität und des steigenden Anteils an Materialverbünden ein Umdenken bei der bisherigen Aufbe- reitung nötig werden [27]. Hier gewinnen Aufschlussverfahren, die in der Lage sind, Verbundbaustoffe entlang der Grenzflächen aufzutrennen, zunehmend an Bedeutung.
Entsprechende Sortierverfahren sind zu entwickeln und zu nutzen. Für rezyklierte Gesteinskörnungen sind geeignete Verwertungsverfahren zu finden, um diese in Stoffkreisläufe zu integrieren. Eine Möglichkeit, sortenreine Mauerwerk-Fraktionen zu verwerten, ist deren Rückführung in den Produktionsprozess. Dafür müssen ent- sprechende Rücknahmesysteme eingeführt und Qualitätskriterien entwickelt werden.
Für die Fraktion 0/4 mm sind geeignete Aufbereitungs- und Verwertungswege unter Berücksichtigung ökonomischer Aspekte aufzuzeigen. Alternativ wären integrie- rende Verwertungsverfahren zu nutzen, bei denen keine vorherige Abtrennung von Fremd- und Störstoffen notwendig ist, wie beispielsweise bei der Produktion leichter Gesteinskörnungen durch thermische Verfahren [41].
Bauprodukte besitzen im Gegensatz zu anderen Gebrauchsgegenständen (Verpackun- gen, Computer, Smartphones usw.) eine relativ hohe Nutzungsdauer. Auf die gegen- wärtige Problembewältigung der weiter zunehmenden Heterogenität mineralischer Bau- und Abbruchabfälle haben recyclinggerechte Produktdesigns keinen signifikanten Einfluss. Nichtsdestotrotz sind Überlegungen hinsichtlich eines recyclinggerechten Produktdesigns im Baustoffsektor, das auch die technologische Machbarkeit der Re- cycling- und Vewertungsverfahren berücksichtigt, für den zukünftigen Umgang mit Bau- und Abbruchabfällen von großer Bedeutung. Eine solche Verfahrensweise wurde bis jetzt noch nicht realisiert, wobei dann große Potentiale gesehen werden.
8. Quellen
[1] Ahn, J.; Kim, H.; Han, G.: Recovery of Aggregates from Waste Concrete by Heating and Grinding.
Geosystem Engineering 4 (4), S. 117-122, 2001.
[2] Akbarnezhad, A.; et al.: Microwave-assisted beneficiation of recycled concrete aggregates. Con- str. Build. Materials 25 (8), S. 3469-3479, 2011.
[3] Bahn-Walkowiak, B.; Bleischwitz, R.; Sanden, J.: Einführung einer Baustoffsteuer zur Erhöhung der Ressourceneffizienz im Baubereich. Ressourceneffizienz Paper 3.7, Wuppertal, 2010.
[4] Barasci, C.: Ökonomische Aspekte der Aufbereitung mineralischer Bau- und Abbruchabfälle zur Umsetzung geschlossener Stoffkreisläufe (Masterarbeit). Bauhaus-Universität Weimar und IAB Weimar gGmbH, 2013.
[5] Bru, K.; Touzé, S.; Bourgeois, F.; et al.: Assessment of microwave-assisted recycling process for the recovery of high-quality aggregates from concrete waste. International Journal of Mineral Processing 126, S. 90-98, 2014.
[6] Brunner, P. H.; Stämpfli, D. M.: Material balance of a construction waste sorting plant. Waste Management & Research 11 (1), S. 27-48, 1993.
[7] Bundesanstalt für Materialforschung und –prüfung (BAM); Universität Stuttgart, Lehrstuhl für Bauphysik: Stoffkreislauf im Mauerwerksbau – Nachhaltigkeitsanalyse für das Mauerwerksre- cycling. Schlussbericht zum IGF-Vorhaben 17022 N der Forschungsvereinigung der Porenbe- tonindustrie e.V., 2013.
[8] Bunge, R.: Mechanische Aufbereitung: Primär- und Sekundärrohstoffe. Weinheim: WILEY- VCH Verlag GmbH & Co. KGaA, 2012.
[9] Chang, C.: Method for recycling concrete waste. Patent US 7258737 B2, 2005.
[10] Dihlmann, P.; Feeß, W.; Knappe, F.: Gezielte Aufbereitung von Bauschutt zur Einhaltung auch zukünftiger Sulfatgrenzwerte. Müll und Abfall, Heft 10, S. 540-546, 2014.
[11] Escher, M.: Untersuchungen zur Sortierbarkeit von heterogenen Abbruchgemischen mittels Nahinfrarot-Technik (Diplomarbeit). Bauhaus-Universität Weimar, 2010.
[12] Figg, J.: Microwave heating in concrete analysis. Journal of Applied Chemistry and Biotechnology 24 (3), S. 143-155, 1974.
[13] Florea, M. V. A.; Ning, Z.; Brouwers, H. J. H.: Smart crushing of concrete and activation of liberated concrete fines. Eindhoven University of Technology.
[14] Fuerstenau, M. C.; Han, K. N.: Principles of Mineral Processing. Littleton, Colorado, USA:
Society for Mining, Metallurgy, and Exploration, Inc., 2003.
[15] Fujita, T.; Yoshimi, I.; Shibayama, A.; et al.: Crushing and Liberation of Materials by Electrical Disintegration. The European Journal of Mineral Processing and Environmental Protection 1 (2), S. 113-122, 2001.
[16] Fujita, T; et al.: Liberation of a large quantity of waste materials by the explosion in water: a technique with a relatively low energy consumption. Proceedings of the 2008 Global Symposium on Recycling, Waste Treatment and Clean Technology, Cancun (Mexiko), 2008.
[17] Gaudin, A. M. Principles of Mineral Dressing. New York: McGraw-Hill Book Company, 1939.
[18] Heesup, C.; Lim, M.; et al. Using Microwave Heating to Completely Recycle Concrete. Journal of Environmental Protection 5 (7), S. 583-596, 2014.
[19] Iizasa, S.; Shigeishi, M.; Namihira, T.: Recovery of high quality aggregate from concrete waste using the Pulsed Power Technology. Clean Technology 2010, Crc Pr Inc, S. 325-328, 2010.
[20] Inoue, S., et al.: Coarse Aggregate Recycling by Pulsed Discharge Inside of Concrete. Proceedings of the 2nd Euro-Asian Pulsed Power Conference, Vilnius (Lithuania), 2008.
[21] Institut für Angewandte Bauforschung Weimar gGmbH; Bauhaus-Universität Weimar: Ab- schlussbericht zum Projektvorhaben Aufschlussverfahren zur Trennung von Verbundkonst- ruktionen im Mauerwerksbau. IGF-Vorhaben-Nr.: 16617 BG, Antragsteller: AiF-Forschungs- vereinigung Leichtbeton e. V., 2012.
[22] Katz, A.: Treatments for the Improvement of Recycled Aggregate. ASCE Journal of Materials in Civil Engineering 16 (6), S. 597-603, 2004.
[23] Keimeyer, F.; Schulze, F.; Hermann, A.: Primärbaustoffsteuer. Implementationsanalyse 1 im Projekt Ressourcenpolitik: Analyse der ressourcenpolitischen Debatte und Entwicklung von Politikoptionen (PolRess). www.ressourcenpolitik.de, 2013.
[24] Kim, K.H.; Cho, H.C.: Breakage of waste concrete by free fall. Powder Technology 200 3, S. 97- 104, 2010.
[25] Kreislaufwirtschaft Bau: Monitoring-Berichte 1 bis 9, www.kreislaufwirtschaft-bau.de, 2000- 2015.
[26] Landmann, M.; et al.: Chemical-mineralogical sorting of mineral construction and demolition wastes for a better recovery. First International Conference on Minerals in the Circular Economy (Book of Abstracts VTT Technology 192 + Präsentation), Espoo (Finnland), 2014.
[27] Landmann, M.; Müller, A.; Palzer, U.; et al.: Leistungsfähigkeit von Aufbereitungsverfahren zur Rückgewinnung sortenreiner Materialfraktionen aus Mauerwerk – Teil 1 und Teil 2. AT Mineral Processing, Heft 03 und Heft 04, 55. Jahrgang, 2014.
[28] Laub, K.: Modellversuche zum Grenzflächenversagen unter Einsatz von Mikrowellen (Studien- arbeit). Bauhaus-Universität Weimar, 2011.
[29] Liebezeit, S.; Müller, A.: Materialverbünde auftrennen durch mikrowelleninduziertes Grenzflä- chenversagen. Jahrestagung Aufbereitung und Recycling, Freiberg, 2014.
[30] Linß, E.; Müller, A.: High-performance sonic impulses - an alternative method for processing of concrete. International Journal of Mineral Processing 74, S. 199-208, 2004.
[31] Linß, E.: Untersuchungen zur Leitungsschallimpulszerkleinerung für die selektive Aufbereitung von Beton (Dissertation). Berlin: dissertation.de - Verlag im Internet, 2008.
[32] Lippiatt, N.; Bourgeois, F.: Investigation of microwave-assisted concrete recycling using single- particle testing. Minerals Engineering 31, S. 71-81, 2012.
[33] Loehr, K.; Melchiorre, M.: Liberation of composite waste from manufactured products. Inter- national Journal of Mineral Processing 44-45, S. 143-153, 1996.
[34] Ludwig, C.: Ersatzbrennstoffe aus Baumischabfall. Österreichische Wasser- und Abfallwirtschaft 63, Heft 11-12, S. 231-233, 2011.
[35] Menard, Y.; et al.: Innovative process routes for a high-quality concrete recycling. Waste Ma- nagement 33 (6), S. 1561-1565, 2013.
[36] Momber, A.W: Aggregate liberation from concrete by flow cavitation. International Journal of Mineral Processing 74 (1), S. 177-187, 2004.
[37] Momber, A. W.: Kavitationserosion von Werkstoffen für Wasserbauten. Bautechnik 81 (10), S.
819-824, 2004.
[38] Mulder, E.; Feenstra, L.; de Jong, T. P. R.: Closed Cycle Construction - A process for the separation and reuse of the total C&D waste stream. International Conference on Sustainable Construction Materials and Technologies, S. 27-34, 2007.
[39] Müller, A.; Schnellert, T; Kehr, K.: Gips im Griff. Gipsbestandteile in Betonrezyklaten - Herkunft, Auswirkungen und Abtrennung mittels Setztechnik, Teil 1. AT Mineral Processing 51 (6), S.
34-43, 2010.
[40] Müller, A.: Rohstoffe und Technologien für das Baustoffrecycling. Recycling und Rohstoffe, Band 4, Neuruppin: TK Verlag Karl Thomé Kozmiensky, 2011.
[41] Müller, A.; Schnell, A.; Rübner, K.: Die Herstellung von Leichtgranulaten aus Mauerwerksbruch.
Mauerwerk 17 (6), S. 365-371, 2013.
[42] Müller, A.; Landmann, M.; Palzer, U.: Rückgewinnung sortenreiner Baustoff-Fraktionen aus Mauerwerk. Mauerwerk 17 (6), S. 357-364, 2013.
[43] Noguchi, T.; Kitagaki, R.; Tsujino, M.: Minimizing environmental impact and maximizing per- formance in concrete recycling. Structural Concrete 12 (1), S. 36-46, 2011.
[44] Noguchi, T.: An Outline of Japanese Industrial Standards (JIS) as Related to Sustainability Studies (Presentation). Privatschrift.
[45] Noguchi, T.: History of Development of Completely Recyclable Concrete (Präsentation). First International Conference on Sustainable Urbanization, Hong Kong, 2010.
[46] Takafumi, N.: Toward Sustainable Resource Recycling in Concrete Society. Second International Conference on Sustainable Construction Materials and Technologies, Ancona (Italy), 2010.