„Solutions for the recovery of energy and materials from waste“ MARTIN plants and technologies
C O M B U S T I O N
D I G E S T I O N
Incineration Residues
Metals and Minerals: Opportunities for Improved Recovery from Dry-Discharged Bottom Ash
Ralf Koralewska and Athanasios Bourtsalas
1. Dry bottom ash discharge ...744
2. Recovery facilities ...745
3. Metals recovery ...747
4. Minerals recovery ...749
5. Conclusions ...752
6. References ...752 Materials recovery from waste by means of thermo-recycling in grate-based Waste-to- Energy (WtE) plants is an important contribution to resource recovery. The combustion residues bottom ash and fly ash contain substantial amounts of raw materials which are finite resources and whose primary production results in high power consump- tion and high environmental impacts. Bottom ash accounts for the largest output at approximately 20 – 25 % by weight. It is usually discharged by means of wet-type dischargers. Various advanced techniques and concepts for the recovery of resources from bottom ash have been installed. Typically, ferrous and non-ferrous bulk metals are recovered, but precious metals (e.g. gold, silver), glass and stainless steel are also of great interest (Figure 1).
ferrous metals heavy non-ferrous metals light non -ferrous metals stainless steel
meatballs precious metals glass minerals
ZAR,2013
Figure 1: Raw materials in bottom ash
Incineration Residues
The reuse of the mineral fractions, which amount to approximately 80 – 85 % by weight differs in various European countries (e.g. aggregates, additives, landfill). Specific analyses and tests are conducted to identify processing and recycling opportunities.
Particularly in Switzerland, but also in several other European countries, dry bottom ash discharge has generated a great deal of interest. On the one hand, the discharge of classified dry bottom ash is economically viable due to effective metal separation, maximization of revenues from metal recovery, reduction of disposal costs as a result of weight reduction, and associated lower transport costs. On the other hand, there are additional benefits due to the enhanced quality of the discharged dry bottom ash and simpler bottom ash handling in subsequent treatment, preparation and recovery processes.
1. Dry bottom ash discharge
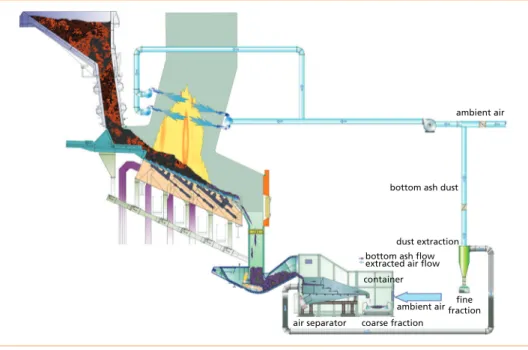
In conventional grate-based WTE plants, bottom ash is removed from the furnace via a wet-type discharger. The dry bottom ash discharge system (Figure 2) [5, 6, 7], employed in the two lines of the Monthey WtE plant (CH), consists of the following components:
• ram-type discharger,
• air separator enclosed in container,
• dust extraction system,
• air system.
For dry bottom ash discharge, the discharger is operated without water. By piling up the bottom ash, the combustion is kept air-tight without any influence on combustion control or plant safety. The dry-discharged bottom ash is conveyed directly to an air separator and is extracted in a defined manner. The air separation area is enclosed by a container preventing false air from entering the furnace and dust from getting into the boiler house. The exhaust air from the air separator is conveyed to a dust extraction system, where the fine fraction is separated. The nearly dustfree air could be conveyed to the combustion air system.
Three material flows are separated from the dry-discharged bottom ash by means of air and cyclone separation:
• coarse fraction (> 1 mm),
• fine fraction (≤ 1 mm),
• bottom ash dust (≤ 100 µm).
The coarse fraction, in which almost all metals are present, undergoes appropriate separating processes in order to extract the metals. The mass-dependent separation of a nearly metal-free fine fraction through application of the air separation principle produces a different qualitative and quantitative bottom ash fraction as compared to size- and shape-dependent separation by means of screening. Due to its outstanding pozzolanic properties, the largely mineral fine fraction can be used without further
Incineration Residues
treatment as a cement substitute for the solidification of wastes or as a basic material for the production of ceramic materials (Chapter 4.). The small quantities of bottom ash dust that accumulate are returned to the combustion process with the overfire air but the dust can also be separated by means of appropriate filter systems and recycled together with the fine fraction.
air separator coarse fraction container
fine fraction ambient air
ambient air
dust extraction bottom ash flow extracted air flow
bottom ash dust
Figure 2: Martin dry bottom ash discharge system
Sources: Langhein, E.C.; Hanenkamp, A.; Schönsteiner, M.; Koralewska, R.: Trockenaschen vom Abfall bis zum Wertstoff. In:
Thomé-Kozmiensky, K.; Thiel, S.; Thomé-Kozmiensky, E.; Friedrich, B.; Pretz, T.; Quicker, P.; Senk, G.D.; Wotruba, H. (eds.):
Mineralische Nebenprodukte und Abfälle 4. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2017, pp. 81-94 Martin GmbH für Umwelt- und Energietechnik: www.martingmbh.de, 2019
Martin, J.J.E.; Koralewska, R.; Wohlleben, A.: Advanced solutions in combustion-based WtE technologies. In: Waste Management 37, 2015, pp. 147-156
At the Zürich Hagenholz WtE plant (CH), the Martin dry bottom ash discharge system is installed in both lines without air separation. The entire bottom ash is conveyed to a container discharge station and transported to the ZAV Recycling AG at the Hinwil WtE plant (CH, Chapter 2.) in water- and dust-tight containers. At the Hinwil WtE plant itself, a different dry bottom ash discharge system is used [1]. Following combustion, the dry bottom ash is discharged via a temperature-resistant conveyor belt into the ZAV recovery facility [10] directly.
2. Recovery facilities
Various advanced techniques and concepts for the recovery of resources from bottom ash have been developed and installed in large-scale implementations on-site WtE plants and processing facilities. The environmental and economic benefits of bottom
Incineration Residues
ash processing are limited by the efforts and economics of different processing concepts.
System boundaries for integrated on-site processing must be identified and a sensitivity analysis for specified system parameters must be conducted. A pre-concentration of reusable materials on-site and final recovery in special facilities could be one approach.
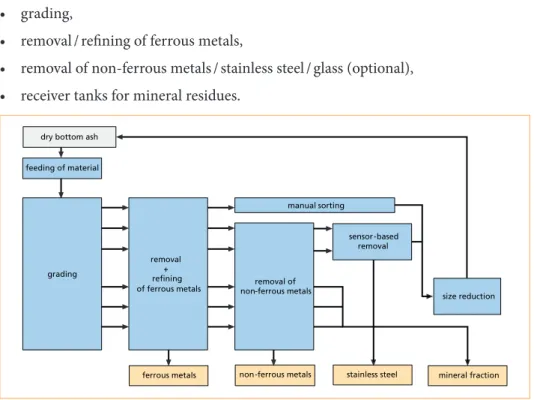
The Martin bottom ash treatment system (Slagline; Figures 3 and 4) [5, 6] is suitable for wet- and dry-discharged bottom ash, modular in design and comprises the following components:
• tipping hall / material feeding system,
• grading,
• removal / refining of ferrous metals,
• removal of non-ferrous metals / stainless steel / glass (optional),
• receiver tanks for mineral residues.
Figure 3: Process flow diagram Martin Slagline
Figure 4:
Martin slagline (bottom ash treatment facility)
Sources: Langhein, E.C.; Hanenkamp, A.; Schönsteiner, M.; Koralewska, R.:
Trockenaschen vom Abfall bis zum Wert- stoff. In: Thomé-Kozmiensky, K.; Thiel, S.; Thomé-Kozmiensky, E.; Friedrich, B.;
Pretz, T.; Quicker, P.; Senk, G.D.; Wotruba, H. (eds.): Mineralische Nebenprodukte und Abfälle 4. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2017, pp. 81-94 Martin GmbH für Umwelt- und Ener- gietechnik: www.martingmbh.de, 2019 dry bottom ash
feeding of material
grading
removal + refining of ferrous metals
manual sorting
removal of non-ferrous metals
sensor-based removal
size reduction
mineral fraction ferrous metals non-ferrous metals stainless steel
Incineration Residues
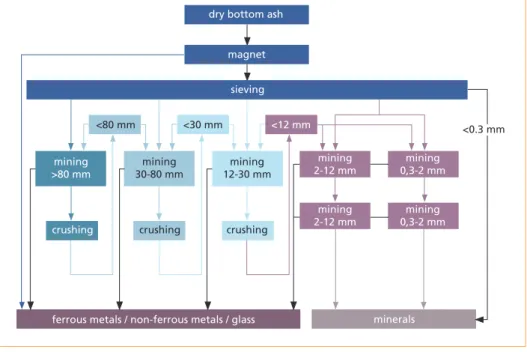
At the Hinwil WtE plant (CH), the Development Center for Sustainable Management of Recyclable Waste and Resources (ZAR) [9] had developed several processing steps for the treatment of bottom ash fractions obtained by dry discharge. At the ZAV Recycling AG [10] treatment plant, these have been implemented on an industrial scale (Figure 5).
mining
>80 mm
ferrous metals / non-ferrous metals / glass minerals mining
30-80 mm mining
12-30 mm
mining 2-12 mm
mining 2-12 mm
mining 0,3-2 mm
mining 0,3-2 mm
<0.3 mm
crushing crushing crushing
<80 mm <30 mm <12 mm dry bottom ash
magnet sieving
Figure 5: Process flow diagram ZAV Recycling AG
Source: ZAV Recycling AG: www.zav-recycling.ch, 2019
By connecting identical separation machines in processing chains or by recirculating the material during separation, a high degree of efficiency in the separation of recy- clable materials is achieved. Due to the consistent screening and selective crushing of the bottom ash, the metals enclosed in bottom ash agglomerates are almost completely exposed and can be separated directly or recirculated until they are definitively separated out. The product range includes light non-ferrous metals, heavy non-ferrous metals, iron and stainless steel. In this way, almost complete recovery of the metal fractions is achieved. At the same time, the quality of the mineral content is improved. The system is closed and operates under a slight vacuum to avoid dust emissions [10].
3. Metals recovery
Bottom ash is an extremely heterogeneous mixture whose composition is determined by the composition of the waste input. It comprises ash particles (sintered, molten), incompletely burned substances (< 1 % by weight), metals (ferrous and non-ferrous) in various forms as well as materials such as glass, ceramics and stones. Figure 6 shows the metal percentages that can be separated by recovery facilities.
Incineration Residues
Figure 6: Metal content of ferrous / non- ferrous metals / stainless steel in bottom ashes
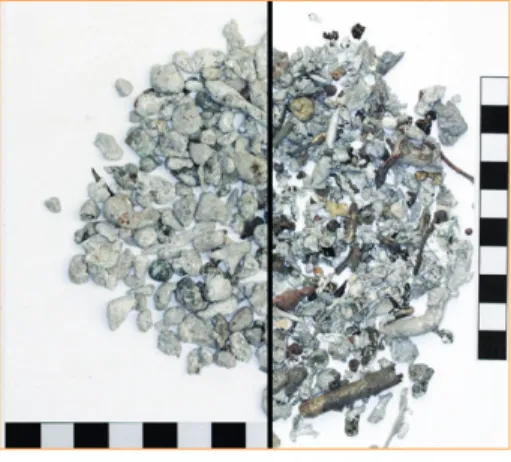
The quality of recovered metals is of major importance for their marketability. Figure 7 shows matter obtained from dry-discharged (right) and wet-discharged bottom ash (left). Material adheres to the metals when the metals come into contact with the wet mineral constituents [8].
When treating wet-discharged and dry-discharged bottom ash in the same system by dry mechanical means, dry-discharged bottom ash offers a significant advantage when it comes to the recovery of ferrous and non-ferrous metals [8]. Wet-discharged bottom ash must be further treated in order to return this type of bottom ash to the metallurgic raw material cycle. Due to differing properties, treating mineral fractions in an impact mill results in selective crushing so that fractions of this type can be separated out in a subsequent grading process.
Figure 8 compares the recovery of recyclables from wet-discharged and dry-discharged bottom ash. The comparison also considers the separation of mineral incrustations.
For ferrous metals, the difference is not significant. There is a considerable deviation, however, when recovering non-ferrous metals.
In particular with regard to non-ferrous metals, the dry discharge of bottom ash achieves higher yields as well as better metal qualities than wet-type discharge processes. What is more, wet-discharged and dry-discharged bottom ash must be processed with differing treatment concepts. Metal pre-concentrates from wet-type discharge processes must be further treated prior to recovery so that the quality required for metallurgic processes is achieved. All grain size fractions of dry-discharged bottom ash exhibit a higher share of agglomerates. For this reason, this type of bottom ash must be pre-crushed for optimized metals recovery in order to also expose and recover enclosed metals [8].
Figure 7: Comparison of wet-discharged (left) and dry-discharged (right) metals
Source: Quicker, P.; Stockschläder, J.; Zayat-Vogel, B.; Pretz, T.; Garth, A.; Deike, R.; Ebert, D.; Gellermann, C.; Ratering, S.; Koralewska, R.; Malek, S.; Gabor, E.; Tiffert, Y.: Möglich- keiten einer ressourcenschonenden Kreislaufwirtschaft durch weitergehende Gewinnung von Rohstoffen aus festen Verbren- nungsrückständen aus der Behandlung von Siedlungsabfällen.
UBA-FB 3713 33 303, 2016 0
5 10 15 20 25 30
ferrous metals non-ferrous metals
stainless steel metal content in bottom ashes
%
5-13
1-5
0-1
Incineration Residues
4. Minerals recovery
Figure 8:
Comparison of the output of ferrous/non-ferrous metals after processing of dry-/ wet-dischar- ged bottom ash and separation of incrustations
Source: Quicker, P.; Stockschläder, J.;
Zayat-Vogel, B.; Pretz, T.; Garth, A.; Deike, R.; Ebert, D.; Gellermann, C.; Ratering, S.; Koralewska, R.; Malek, S.; Gabor, E.; Tiffert, Y.: Möglichkeiten einer res- sourcenschonenden Kreislaufwirtschaft durch weitergehende Gewinnung von Rohstoffen aus festen Verbrennungs- rückständen aus der Behandlung von Siedlungsabfällen. UBA-FB 3713 33 303, 2016
calcining wet ball milling drying / sieving
< 500 µm
powder for ceramics manufacture
pressing sintering ceramics IBA
< 500 µm glass
The mineral fractions of bottom ash are currently used as a construction material, e.g. in road and landfill construction, or as a mining filler. Due to its pozzolanic properties, bottom ash solidifies like cement. The dry-discharged fine bottom ash fraction from the Monthey WtE plant (CH) was therefore used as a cement substitute for the stabilization of wastes and disposed of to a hazardous landfill.
Nevertheless, a large amount of the bot- tom ash mineral fraction is still deposited in landfills.
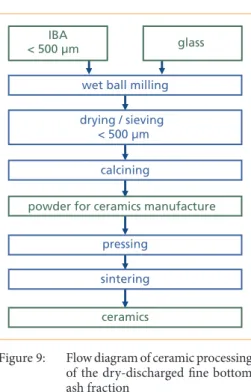
The goal of a research project at the Impe- rial College London [2, 3] was to develop a novel thermal treatment technology able to transform the dry-discharged fine bottom ash fraction into an inert material suitable for the manufacturing of products. There- fore, a fine bottom ash fraction < 1 mm ob- tained from the Monthey WtE plant (CH) had been characterized and processed for the production of ceramics, using standard ceramic processing (Figure 9).
This involved wet ball milling to increase sintering reactivity, drying and sieving the milled material to obtain a homogenized powder suitable for pressing and sintering.
Figure 9: Flow diagram of ceramic processing of the dry-discharged fine bottom ash fraction
Sources: Bourtsalas, A.: Processing the problematic fine fraction of incinerator bottom ash into a raw material for manufacturing ceramics. PhD Thesis, Imperial College London, Faculty of Engineering, Department of Civil and Environmental Engineering, 2015
Bourtsalas, A.; Vandeperre, L.; Grimes, S.; Themelis, N.; Ko- ralewska, R.; Cheeseman, C.: Beneficial reuse of the fine frac- tion of incinerator bottom ash from a dry discharge system in the manufacture of pyroxene ceramics. In: Waste Management
& Research, Vol. 33(9), 2015, pp. 794-804 80
68 83
54
75 -10 %
41
0 10 20 30 40 50 60 70 80 90 100
ferrous metals non-ferrous metals output of recycable materials
%
dry discharge wet discharge wet discharge and cleaning -25 %
Incineration Residues
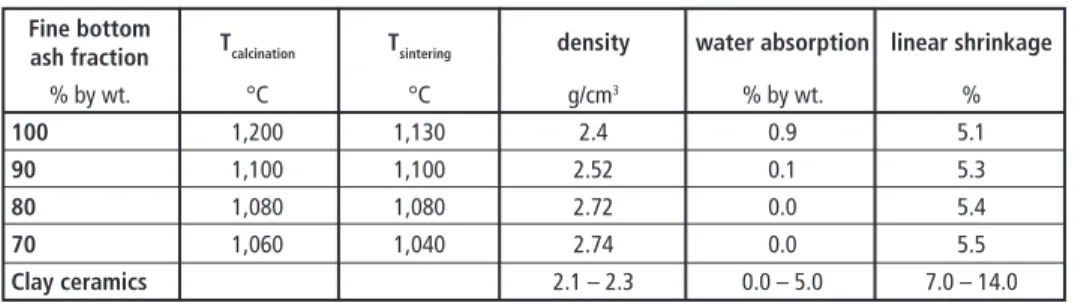
Optimum processing conditions to achieve maximum density, minimal water absorp- tion and linear shrinkage of mixture compositions containing 70 to 100 % by weight dry-discharged fine bottom ash fraction are listed in Table 1. For comparison, data for clay ceramics are reported in the last row.
Table 1: Optimum conditions for ceramic processing of the dry-discharged fine bottom ash fraction
Fine bottom
ash fraction Tcalcination Tsintering density water absorption linear shrinkage
% by wt. °C °C g/cm3 % by wt. %
100 1,200 1,130 2.4 0.9 5.1
90 1,100 1,100 2.52 0.1 5.3 80 1,080 1,080 2.72 0.0 5.4 70 1,060 1,040 2.74 0.0 5.5
Clay ceramics 2.1 – 2.3 0.0 – 5.0 7.0 – 14.0
Sources: Bourtsalas, A.: Processing the problematic fine fraction of incinerator bottom ash into a raw material for manufacturing ceramics. PhD Thesis, Imperial College London, Faculty of Engineering, Department of Civil and Environmental Engineering, 2015
Bourtsalas, A.; Vandeperre, L.; Grimes, S.; Themelis, N.; Koralewska, R.; Cheeseman, C.: Beneficial reuse of the fine fraction of incinerator bottom ash from a dry discharge system in the manufacture of pyroxene ceramics. In: Waste Management & Research, Vol. 33(9), 2015, pp. 794-804
The optimum mixture composition contained 80 % by weight dry-discharged fine bot- tom ash fraction and 20 % by weight waste glass and formed ceramics with improved properties compared to commercial clay ceramics.
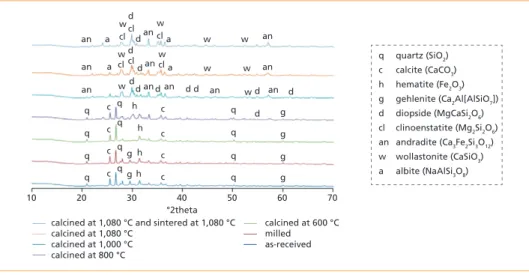
Ceramic processing transforms the major crystalline phases from quartz (SiO2), calcite (CaCO3), gehlenite (Ca2Al2SiO7) and hematite (Fe2O3) to the pyroxene group minerals diopside (CaMgSi2O6) and clinoenstatite (MgSi2O6), together with some andradite (Ca3Fe2Si3O12) (Figure 10).
Ceramic processing also had the effect of reducing the leaching of metals of environmen- tal concern present in the fine bottom ash fraction by over 95 %. These are encapsulated within the glassy phases present in the calcined and sintered materials. The addition of waste glass as sintering promoter was also investigated and liquid phase sintering was achieved at temperatures significantly lower than those needed for vitrification. The sulphates and chlorides concentration in the leachate were reduced by about 99 %. This is associated with the evaporation of metal sulphates and chlorides above 1,000 °C and 900 °C, respectively. Chlorides are reduced by approximately 65 % after wet milling due to the reaction with water.
The processed calcined powders can be pressed and sintered to form dense (> 2.5 g/ cm3), hard ceramics (Figure 11) [2, 3, 4] that exhibit low firing shrinkage (< 7 %) and zero water absorption.
Incineration Residues
Figure 10: X-ray diffraction data of as-received/milled/calcined/calcined and sintered fine bottom ash fraction
Sources: Bourtsalas, A.: Processing the problematic fine fraction of incinerator bottom ash into a raw material for manufacturing ceramics. PhD Thesis, Imperial College London, Faculty of Engineering, Department of Civil and Environmental Engineering, 2015
Bourtsalas, A.; Vandeperre, L.; Grimes, S.; Themelis, N.; Koralewska, R.; Cheeseman, C.: Beneficial reuse of the fine fraction of incinerator bottom ash from a dry discharge system in the manufacture of pyroxene ceramics. In: Waste Management & Research, Vol. 33(9), 2015, pp. 794-804
Figure 11: Ceramic tile produced from the dry- discharged fine bottom ash fraction
Sources: Bourtsalas, A.: Processing the problematic fine fraction of incinerator bottom ash into a raw material for manufacturing ceramics. PhD Thesis, Imperial College London, Faculty of Engineering, Department of Civil and Environmental Engineering, 2015
Bourtsalas, A.; Vandeperre, L.; Grimes, S.; Themelis, N.; Ko- ralewska, R.; Cheeseman, C.: Beneficial reuse of the fine frac- tion of incinerator bottom ash from a dry discharge system in the manufacture of pyroxene ceramics. In: Waste Management
& Research, Vol. 33(9), 2015, pp. 794-804
Koralewska, R.; Cheeseman, Ch.; Bourtsalas, A.C.: Metal recov- ery and reuse of the mineral fine fraction from dry-discharged bottom ashes. In: International VDI Conference – Metals and Minerals Recovery from IBA. Düsseldorf, October 14-15, 2014
Figure 12: Lightweight foamed material pro- duced from the dry-discharged fine bottom ash fraction
Sources: Bourtsalas, A.: Processing the problematic fine fraction of incinerator bottom ash into a raw material for manufacturing ceramics. PhD Thesis, Imperial College London, Faculty of Engineering, Department of Civil and Environmental Engineering, 2015
Koralewska, R.; Cheeseman, Ch.; Bourtsalas, A.C.: Metal recovery and reuse of the mineral fine fraction from dry-dis- charged bottom ashes. In: International VDI Conference – Metals and Minerals Recovery from IBA. Düsseldorf, October 14-15, 2014
10 20
an an an
q q q qg h c
c c c
h h h
g q q
q
q q
q q q a
a
c c c c
a
a w w
cl w
cl w
w cl w
w w
cl cl w d
cl d
d
w d d
d g g g g
d d d d
d dan
an
an an an an
an
an
30 40
°2theta
50 60 70
calcined at 1,080 °C and sintered at 1,080 °C calcined at 1,080 °C
calcined at 1,000 °C calcined at 800 °C
q quartz (SiO2) c calcite (CaCO3) h hematite (Fe2O3) g gehlenite (Ca2Al[AlSiO7]) d diopside (MgCaSi2O6) cl clinoenstatite (Mg2Si2O6) an andradite (Ca3Fe2Si3O12) w wollastonite (CaSiO3) a albite (NaAlSi3O8)
calcined at 600 °C milled as-received
In addition, the production of a lightweight foamed material (Figure 12) from waste glass and the dry-discharged fine bottom ash fraction was tested successfully.
Incineration Residues
The water absorption values went through a significant decline with the addition of the dry-discharged fine bottom ash fraction. This decrease can be attributed to fine bot- tom ash significantly inhibiting foaming of the sintered materials at quantities greater than 5 % by weight. An increase in strength was observed with samples containing the dry-discharged fine bottom ash fraction. This is due to fine bottom ash inhibiting the foaming process creating smaller pores.
5. Conclusions
The described technologies and processes for the recovery of reusable materials from dry-discharged bottom ash point to the key role that grate-based WtE plants and re- covery facilities are able to play in the efficient conservation of resources. Qualitatively high-grade metals (ferrous/non-ferrous metals / stainless steel), glass and minerals can easily be recovered from dry-discharged bottom ash and returned to the raw material cycle with low consumption of primary energy.
Depending on the objective, metal recovery or mineral recycling, the subsequent pro- cessing chains for bottom ashes can be optimized. The type of discharge (wet / dry) of the bottom ash clearly influences the concepts. If the focus is on metal recovery, dry discharge is a promising option, which shows advantages especially with regard to non-ferrous metal recovery. However, the environmental and economic benefits of bottom ash processing are limited by the efforts and economics of different processing concepts.
The dry-discharged fine bottom ash fraction can be effectively transformed into an inert material suitable for the production of ceramic powder, ceramic tiles and light- weight foamed materials. The addition of waste glass aids liquid phase sintering and improves the appearance of the ceramic body formed. The major crystalline phases are transformed to pyroxene group minerals reducing the leaching of metals of en- vironmental concern significantly. Processed calcined powders can be pressed and sintered to form dense, hard ceramics that exhibit improved properties compared to commercial ceramic tiles.
6. References
[1] Böni, D.; Morf, L.: Thermo-Recycling – Efficient recovery of valuable materials from dry bottom ash. In: Holm, O.; Thomé-Kozmiensky, E. (eds.): Removal, Treatment and Utilisation of Waste Incineration Bottom Ash. Neuruppin: Thomé-Kozmiensky Verlag GmbH, 2018, pp. 25-37 [2] Bourtsalas, A.: Processing the problematic fine fraction of incinerator bottom ash into a raw
material for manufacturing ceramics. PhD Thesis, Imperial College London, Faculty of Engi- neering, Department of Civil and Environmental Engineering, 2015
[3] Bourtsalas, A.; Vandeperre, L.; Grimes, S.; Themelis, N.; Koralewska, R.; Cheeseman, C.:
Beneficial reuse of the fine fraction of incinerator bottom ash from a dry discharge system in the manufacture of pyroxene ceramics. In: Waste Management & Research, Vol. 33(9), 2015, pp. 794-804
Incineration Residues [4] Koralewska, R.; Cheeseman, Ch.; Bourtsalas, A.C.: Metal recovery and reuse of the mineral fine
fraction from dry-discharged bottom ashes. In: International VDI Conference – Metals and Minerals Recovery from IBA. Düsseldorf, October 14-15, 2014
[5] Langhein, E.C.; Hanenkamp, A.; Schönsteiner, M.; Koralewska, R.: Trockenaschen vom Abfall bis zum Wertstoff. In: Thomé-Kozmiensky, K.; Thiel, S.; Thomé-Kozmiensky, E.; Friedrich, B.;
Pretz, T.; Quicker, P.; Senk, G.D.; Wotruba, H. (eds.): Mineralische Nebenprodukte und Abfälle 4. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2017, pp. 81-94
[6] Martin GmbH für Umwelt- und Energietechnik: www.martingmbh.de, 2019
[7] Martin, J.J.E.; Koralewska, R.; Wohlleben, A.: Advanced solutions in combustion-based WtE technologies. In: Waste Management 37, 2015, pp. 147-156
[8] Quicker, P.; Stockschläder, J.; Zayat-Vogel, B.; Pretz, T.; Garth, A.; Deike, R.; Ebert, D.; Geller- mann, C.; Ratering, S.; Koralewska, R.; Malek, S.; Gabor, E.; Tiffert, Y.: Möglichkeiten einer ressourcenschonenden Kreislaufwirtschaft durch weitergehende Gewinnung von Rohstoffen aus festen Verbrennungsrückständen aus der Behandlung von Siedlungsabfällen. UBA-FB 3713 33 303, 2016
[9] ZAR (Development Centre for Sustainable Management of Recyclable Waste and Resources):
www.zar-ch.ch, 2019
[10] ZAV Recycling AG: www.zav-recycling.ch, 2019
Contact Person
Dr.-Ing. Ralf Koralewska
Martin GmbH für Umwelt- und Energietechnik Project manager
Research & Development Leopoldstrasse 246 80807 Munich GERMANY +49 89 35617-246 +49 89 35617-299
Ralf.Koralewska@martingmbh.de
Other institution involved
Columbia University, New York
Bibliografische Information der Deutschen Nationalbibliothek Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über http://dnb.dnb.de abrufbar
Thiel, S.; Thomé-Kozmiensky, E.; Winter, F.; Juchelková, D. (Eds.):
Waste Management, Volume 9 – Waste-to-Energy –
ISBN 978-3-944310-48-0 Thomé-Kozmiensky Verlag GmbH
Copyright: Elisabeth Thomé-Kozmiensky, M.Sc., Dr.-Ing. Stephanie Thiel All rights reserved
Publisher: Thomé-Kozmiensky Verlag GmbH • Neuruppin 2019 Editorial office: Dr.-Ing. Stephanie Thiel, Elisabeth Thomé-Kozmiensky, M.Sc.
Layout: Claudia Naumann-Deppe, Janin Burbott-Seidel, Sarah Pietsch, Ginette Teske, Roland Richter, Cordula Müller, Gabi Spiegel Printing: Universal Medien GmbH, Munich
This work is protected by copyright. The rights founded by this, particularly those of translation, reprinting, lecturing, extraction of illustrations and tables, broadcasting, micro- filming or reproduction by other means and storing in a retrieval system, remain reserved, even for exploitation only of excerpts. Reproduction of this work or of part of this work, also in individual cases, is only permissible within the limits of the legal provisions of the copyright law of the Federal Republic of Germany from 9 September 1965 in the currently valid revision. There is a fundamental duty to pay for this. Infringements are subject to the penal provisions of the copyright law.
The repeating of commonly used names, trade names, goods descriptions etc. in this work does not permit, even without specific mention, the assumption that such names are to be considered free under the terms of the law concerning goods descriptions and trade mark protection and can thus be used by anyone.
Should reference be made in this work, directly or indirectly, to laws, regulations or guide- lines, e.g. DIN, VDI, VDE, VGB, or these are quoted from, then the publisher cannot ac- cept any guarantee for correctness, completeness or currency. It is recommended to refer to the complete regulations or guidelines in their currently valid versions if required for ones own work.