www.martingmbh.de
Plant engineering with the environment in mind
Thermal waste treatment plants are complex structures, the design of which differs in each individual case. The implementation of these plants requires a high level of competence in engineering and plant construction covering the whole range of services from planning and supply to start-up and maintenance.
Using our combustion technologies and cooperating with carefully selected and proven suppliers, we have accumulated a vast range of experience as a general contractor for the supply of entire turnkey plants.
In March 2015, we extended our product portfolio. As a plant manufacturer, we use the MARTIN dry digestion system (Thöni technology) to treat organic waste in numerous European countries as well as in Australia and New Zealand.
The Thöni dry digestion system has proven itself and is well established on the market. Biogas, compost and liquid fertilizers are separated from organic wastes and then returned to the material cycle.
MARTIN plants and technologies
„Solutions for the recovery of energy and materials from waste“
C O M B U S T I O N D I G E S T I O N
245 Thermo-Recycling
Waste Incineration
Thermo-Recycling
Ulrich Martin and Axel Hanenkamp
1. Technological developments of dry discharge systems ...246
2. Potential for the recovery of recyclables ...248
3. Wet discharge ...248
4. Dry discharge ...249
5. Recovery of recyclables from bottom ash ...253
6. Treatment of dry bottom ash ...255
7. Added value ...256
8. Summary and outlook ...258
9. References ...259 Waste and the recyclables it contains is in great demand. Bottom ash in particular contains ferrous and non-ferrous metals and – as the case may be – much coveted gold.
The European Commission reasons that recent trends suggest that further progress on resource efficiency is possible and that it can bring major economic, environmental and social benefits [5] and therefore proposes changing the waste directive. The Commission goes on to say that thermal recycling should be complemented by the recycling of me- tals so as to aim for achieving a sustainable economic system. Swiss legislation already specifies that such metals must be extensively separated. Germany aims at harmonizing the statutory regulations on handling substitute building materials as outlined in the ministerial draft bill for the relevant umbrella ordinance. The ordinance illustrates the contexts in which substitute building materials such as the mineral fraction from bottom ash should be used [2]. The vast amount of material flows managed raises concerns that the umbrella ordinance in conjunction with the substances law would together result in higher landfilling quota and the associated increases in costs.
What is more, thermal waste treatment plants using grate-based systems become attrac- tive for actively saving resources since in addition to the high level of energy efficiency, improved recovery of recyclables for substituting raw materials gains more importance.
It is expected that global demand for metals will increase [12]. The consequences are a shortage of resources, presumably higher prices and the search for secondary raw material sources such as bottom ash.
Ulrich Martin, Axel Hanenkamp
246
Waste Incineration
In addition to marketing energy produced in an environmentally friendly way, operators of waste-to-energy plants are therefore offered the opportunity to make use of another source of income by recovering metals from bottom ash. The additional income can for example be used for financing increasing landfilling costs.
Against this background and based on the advantages of conventional wet discharge by means of ram-type dischargers and subsequent treatment, Martin developed the slag- line technology. It is a significant technical and economical optimization measure and combines dry discharge with subsequent treatment of dry bottom ash.
Together with its partners, Martin is one of the leading companies in the thermal treat- ment and the recovery of energy from municipal and industrial waste. By mid-2017, more than 451 plants had been installed globally. These plants treat approximately 297,000 tonnes of waste in an environmentally friendly manner on a daily basis and are designed for a thermal output of approximately 30,300 MW. Combustion residues amount to approximately 64,000 tonnes of bottom ash per day. With the exception of Japanese and Swiss plants, bottom ash is discharged in a wet process as per the general state of the art.
Dry discharge and the treatment of bottom ash are meaningful additions to the contri- bution the company technologies make to treating residual waste in an environmentally compatible and energy efficient way. They are the basis for increasing the recovery rates of the metals contained in bottom ash and therefore add to a sustainable use of raw materials.
1. Technological developments of dry discharge systems
Since the beginning of the 90s, experience with dry discharge has been gained in Japan.
There, six plants are in operation which perform dry discharge of bottom ash using the Martin ram-type discharger.
The experience made at the WTE plants in München Nord (Germany), Buchs (Switzer- land) and KEZO Hinwil (Switzerland) resulted in developing a concept which directly combines dry bottom ash discharge using a ram-type discharger with an air separator.
This configuration responds to the dust-forming fine fraction in the dry bottom ash flow and mostly separates any dusts from the flow by means of pneumatic separation.
The air separator specifically designed for this purpose was tested in a pilot plant. The result of the test was that the newly developed unit is suited for complementing the ram-type discharger for discharging dry bottom ash from the combustion process [10].
In cooperation with SATOM SA, the concept was implemented in all combustion lines of the Monthey WTE plant. The system consists of a ram-type discharger, an air sepa- rator and a dust removal system and has been operating successfully for seven years.
The bottom ash is discharged by the ram-type discharger. Immediately downstream of the ram-type discharger, the fine fraction is separated by means of air separation (Figures 4 and 5). The fine fraction contains almost no metal. After separation of the
247 Thermo-Recycling
Waste Incineration
fine fraction, the coarse fraction and all of the ferrous and non-ferrous metals it contains is conveyed further for intermediate storage. The dry, almost dustfree coarse fraction is separated, loaded and transported for treatment as required.
Today, dry bottom ash discharge systems are implemented in four waste-to-energy plants in Switzerland. Namely at the Monthey, Zurich Hagenholz and Hinwil sites and in the plant in Horgen.
Three of the above plants transport all of the bottom ash including dust to a treatment system. The dry discharge system at the SATOM Monthey WTE plant, however, pro- duces pre-dedusted bottom ash for further efficient recovery.
100 tonnes of the dry, pre-dedusted coarse fraction was transported from Switzerland to Germany by means of conventional heavy goods vehicles for designing a practical treatment plant adapted to dry discharge material.
Figure 1: Transport
Permission for the transport was applied for in compliance with the procedure for notification and the competent authorities granted it. The load was covered with the protective tarpaulin typically used for such transports. The transport revealed that such a tarpaulin provides sufficient protection against humidity entering from the outside and the potential release of residual dust.
The dry coarse fraction delivered was preconditioned at an existing high-tech unit for wet bottom ash with the purpose of investigating the feasibility of treating the bottom ash and the potential for releasing dust. The result revealed that the dry, pre-dedusted coarse fraction from bottom ash can be treated in units designed for wet bottom ash.
Aiming at gaining information on the potential for recoverable recyclables and on the material composition, the next measure was to determine the potential for reco- vering metals. To this end, the product and residual material flows resulting from the treatment were sampled purposefully and subsequently analyzed employing specific sorting criteria.
On condition to achieve maximum recyclables output, a treatment system for dry bot- tom ash was designed. Matching equipment for transport, grading and separation was chosen. The core units are fully enclosed, taking into consideration the requirements for collecting newly formed dust particles. The investment costs for the modular plant are moderate and are in the generally known range for wet bottom ash treatment systems.
Ulrich Martin, Axel Hanenkamp
248
Waste Incineration
2. Potential for the recovery of recyclables
Using recovered metals as secondary raw material makes it possible to significantly reduce the energy consumption, the environmental impact caused by the production of raw materials and the CO2 emissions over the production of metals from primary raw materials [4]. Every tonne of recovered ferrous and non-ferrous metals saves 2,000 kg of CO2 equivalent [8]. In Europe alone, this facilitates cutting down on the CO2 equivalent by approximately 3.2 million tonnes.
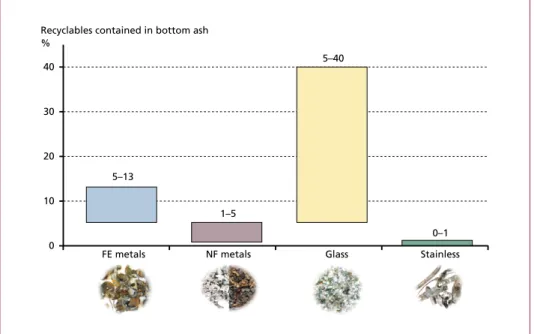
An analysis of the recyclables fractions in bottom ash reveals that the average iron content in bottom ash is in a range of 5 to 13 %, while the average non-ferrous metal content lies between 1 and 5 %. The goal is to recover these recyclables fractions with as little loss as possible by means of ideal ash handling and treatment processes.
40
30
20
10
Recyclables contained in bottom ash
%
0 FE metals NF metals Glass Stainless
5–13
1–5
5–40
0–1
Figure 2: Recyclables contained in bottom ash (research conducted by Martin)
The processes involve thermal treatment of municipal waste using grate-based sys- tems, dropping the bottom ash into ram-type dischargers following complete burnout, transport and intermediate storage of the bottom ash and finally supplying the bottom ash to further treatment processes. The discharge systems can be divided into systems operating in wet mode and systems operating in dry mode.
3. Wet discharge
Currently, most thermal waste treatment plants use wet methods for handling bottom ash. This discharge method not only moistens the bottom ash but the bottom ash also reacts with the water in many ways.
249 Thermo-Recycling
Waste Incineration
For decades, ash handling systems with ram-type dischargers have proven to provide a compact, reliable and cost-effective method for discharging bottom ash. The hot, burned-out bottom ash drops from the grate end into the water-filled ram-type dis- charger where complete quenching occurs. The water creates an air-tight seal against the furnace and prevents flue gas and thermal pollution from occurring in the vicinity of the ram-type discharger. The water consumption depends exclusively on the tem- perature of the bottom ash and its capacity to absorb water. Only sufficient water to quench the bottom ash is fed to the discharger.
Water supply
Figure 3:
Discharger with movable front wall
The discharging ram pushes the bottom ash under the air sealing wall towards the drop-off edge. There is a drain-off section before the drop-off edge where excess wa- ter is extracted by the compressing action of the discharging ram. The bottom ash is therefore moist rather than wet when discharged from the ram-type discharger [6].
Ram-type dischargers represent tried and tested technology and can be used for both wet and dry discharge of bottom ash.
4. Dry discharge
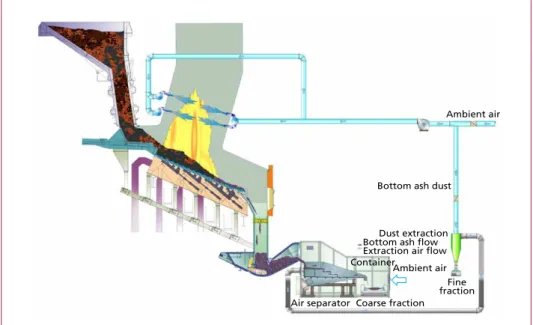
Dry discharge methods facilitate treating the entire, metalliferous bottom ash flow including the fine fraction and therefore ensure almost complete recovery of metals with high separation and purity degrees. The ram-type discharger is operated without water in the dry discharge system (Figure 4). It is an integral part of the dry discharge system and in its existing version it can be converted without major modifications.
The air-tight seal is ensured by accumulating bottom ash in the ash pit so that the combustion unit is clearly shut off from the ash handling system. All of the bottom ash discharged from the combustion system in dry form is directly supplied to an air
Ulrich Martin, Axel Hanenkamp
250
Waste Incineration
separator (Figure 5), which separates fine material and dust (< 1 mm) and any fibre content from the coarse fraction. Then, a dust removal system (for example a cyclone separator) separates the fine fraction from the air flow. The air that has passed through the air separator has a very low bottom ash dust content and can be supplied to the combustion system as overfire air. Since the air separator extracts the fine fraction at the beginning of the conveying path, the dust burden is minimized for the entire downstream transport and treatment equipment. The design and concept are almost identical to units for wet bottom ash so that systems for dry ash handling can also be used for wet methods. The ram-type discharger and air separator are thus designed and tested that they can both be used in wet mode should malfunctions occur. This flexibility is characteristic for the system described above.
Figure 4: Dry discharge
Ambient air
Bottom ash dust
Dust extraction Bottom ash flow Extraction air flow
fractionFine Ambient air Container
Air separator Coarse fraction
The fine fraction is collected in silos and taken for further recycling. Implementation examples include solidified filter ashes being used as building material substituting cement or the manufacture of ceramic tiles [7].
After bulky items were separated, the coarse fraction is conveyed further for interme- diate storage by belt conveyors with dirt collection equipment and, if necessary, com- mercially available housing to prevent wind from separating any contents. The coarse fraction’s flow properties make it possible that silos with silo extraction equipment are used for intermediate storage. The fraction may also be stored in specific containers.
In both cases, the coarse fraction may be stored in the bottom ash bunker following adjustment of the building. Loading onto the transport vehicle for further treatment is at the transfer station, the customer-specific configuration of which depends on the local requirements.
Dorfstraße 51 D-16816 Nietwerder-Neuruppin Tel. +49.3391-45.45-0 • Fax +49.3391-45.45-10 E-Mail: tkverlag@vivis.de
Order now: www. .de
TK Verlag Karl Thomé-Kozmiensky
260.00 EUR
save 90.00 EUR Aschen • Schlacken • Stäube
Mineralische Nebenprodukte und Abfälle,Volume 1 – 3
Package Price
Editor: Karl J. Thomé-Kozmiensky • Publisher: TK Verlag Karl Thomé-Kozmiensky
M M
M M
M M
M M M
M M
M
M M
M
M
3 Karl J. Thomé-Kozmiensky
MINERALISCHE NEBENPRODUKTE UND ABFÄLLE 2 – Aschen, Schlacken, Stäube und Baurestmassen –
Karl J. Thomé-KozmienskyMineralische Nebenprodukte und Abfälle
2
Mineralische Nebenprodukte und Abfälle
– Aschen, Schlacken, Stäube und Baurestmassen – 2014 (ISBN: 978-3-944310-11-4) Price: 50.00 EUR Mineralische Nebenprodukte und Abfälle 2
– Aschen, Schlacken, Stäube und Baurestmassen – 2015 (ISBN: 978-3-944310-21-3) Price: 50.00 EUR Mineralische Nebenprodukte und Abfälle 3
– Aschen, Schlacken, Stäube und Baurestmassen – 2016 (ISBN: 978-3-944310-28-2) Price: 100.00 EUR Mineralische Nebenprodukte und Abfälle 4
– Aschen, Schlacken, Stäube und Baurestmassen – 2017 (ISBN: 978-3-944310-35-0) Price: 100.00 EUR Aschen • Schlacken • Stäube
– aus Abfallverbrennung und Metallurgie – 2013 (ISBN: 978-3-935317-99-3) Price: 50.00 EUR
Thomé-Kozmiensky und VersteylAschen • Schlacken • StäubeThomé-Kozmiensky
Karl J. Thomé-Kozmiensky
Aschen • Schlacken • Stäube
– aus Abfallverbrennung und Metallurgie –
Ash • Slag • Dust Mineral By-Products and Waste
3 Karl J. Thomé-Kozmiensky
MINERALISCHE NEBENPRODUKTE UND ABFÄLLE 3 – Aschen, Schlacken, Stäube und Baurestmassen –
Karl J. Thomé-KozmienskyMineralische Nebenprodukte und Abfälle
3
3
Karl J. Thomé-KozmienskyMineralische Nebenprodukte und Abfälle
4
Karl J. Thomé-Kozmiensky
MINERALISCHE NEBENPRODUKTE UND ABFÄLLE 4
– Aschen, Schlacken, Stäube und Baurestmassen –
Mineralische_Nebenprodukte_Aschen-Schlacken-Stäube_Engl.pdf 1 03.07.17 15:36
Dorfstraße 51
D-16816 Nietwerder-Neuruppin
Tel. +49.3391-45.45-0 • Fax +49.3391-45.45-10 E-Mail: tkverlag@vivis.de
Order now: www. .de
TK Verlag Karl Thomé-Kozmiensky
Elisabeth Thomé-Kozmiensky
112 1.5. Generalunternehmer
(Planung und Ausführung) Deutsche Babcock Anlagen GmbH
Kesselerneuerung Von Roll Inova, resp. HITACHI Zosen Inova Turbinenerneuerung
1.6. Genehmigungsbehörde Regierung von Oberfranken Ludwigstraße 20 95444 Bayreuth
1.7. Aufsichtsführende Behörde Bayerisches Landesamt für Umweltschutz Bürgermeister Ullrich-Straße 160 86179 Augsburg 1.8. Inbetriebnahme
1978: Linien 1 + 2 und
Klärschlammbehandlung
1981: Linie 3
1982: Erweiterung um Stromerzeugung 1982-1988: Fernwärmeauskopplung und -verteilung 1990: Feuerraumoptimierung, 1. Erweiterung der Abgasreinigungsanlage 1996: Abgasreinigungsanlage2. Erweiterung der
Bild 3:
Abwasserbehandlung und Schlammentwässerung
Löschwasserbecken Notstrom- aggregate 3+4
Katalysatoren (SCR)
Gewebefilter Öl- tank
Waage Zentral-lager Grundstücksgrenze
Ausdehnungs- gefäß
Energieteil Abwärmenutzung Heizwerk 1 Abfall- bunker lieferungAn- Klärschlamm- Stapelbehälter
Kessel- hausElektro-filter
Teich Luftkondensator Maschinenhaus für Turbine/Generatorneue Wertstoffhof
Stadt Bamberg
Kompostieranlage Kläranlagengelände
AVA Augsburg
103 3. Abfallaufkommen
Abfallarten
Hausmüll: 131.103 t
hausmüllähnlicher Gewerbemüll: 81.835 t
Sperrmüll: 14.204 t
Krankenhausabfälle: 3.363 t
insgesamt: 230.505 t
4. Kapazität, Durchsatz und Geometrie Kapazität (Auslegung) 255.000 t/a davon
• Siedlungsabfälle: 251.500 t/a
• Krankenhausabfälle: 3.500 t/a bei einem Heizwert von 9,2 MJ/kg Durchsatz (Siedlungsabfälle)
Durchsatz 2014: 238.224 t
Durchsatz 2013: 236.693 t
Durchsatz 2012: 233.888 t
Durchsatz (Krankenhausabfälle)
Durchsatz 2014: 3.363 t
Durchsatz 2013: 3.097 t
Durchsatz 2012: 3.257 t
Abmessungen des Baukörpers 235.000 m2
Bauhöhe ohne Kamin: 38 m
5. Anlieferung und Lagerung Abfallanlieferungen mit: LKW
~ 35.000 Anlieferungen/Jahr 5.1. Waage Hersteller:
Bauart: Brückenwaage
Anzahl: 3
5.2. Anlieferungshalle/Entladestation Anzahl der Abkippstellen: 12 5.3. Bunker für feste Abfälle Abfallart: Siedlungsabfälle Maße (l x b x h) 55 m x 13 m x 25 m nutzbares Volumen: 10.000 m3
Nutzmasse: ~ 5.000 t
Anzahl der Abkippstellen: 12 Abfallart: Krankenhausabfälle nutzbares Volumen: 5.000 m3 5.4. Bunker für Schlacken nutzbares Volumen: ~ 500 m3
5.5. Betriebsmittellagerung
Heizöl: ~ 80 m3
Ammoniakwasser: ~ 60 m3
Kalksilo: ~ 50 m3
Natronlauge: ~ 50 m3
Bild 4: Müllfahrzeuge beim Abkippen von Abfall in Müllbunker
Bild 5: Schlackehalle der AVA Augsburg
ABFALLVERBRENNUNGSANLAGEN – Deutschland –
2014 | 2015 Elisabeth Thomé-Kozmiensky
Waste-to-Energy Plants
– Germany –
This book carries forward the survey of waste-to-energy plants in the Federal Republic of Germany which started in the 1990´s. This edition comprises:
• 52 plants that treat municipal solid waste.
• 1 plant that treats hazardous waste.
The investigation provides extensive information about the installed technology and the environmental impact of the waste-to-energy plants. The quality of the inquiry has been extended in terms of the technical data.
Existing gaps regarding the data were partially filled, as a comparison with the survey of 1994 reveals. This is the result from the considerable assistance of numerous plant operators. The publication on hand shall be seen as an interims report. The work on the data acquisition will be continued. For this reason we ask plant operators and manufactures to critically review the release data.
The further investigations will be extended to the missing German waste-to-energy plants as well as to plants in other countries.
ABFALLVERBRENNUNGSANLAGEN – Deutschland – 2014 | 2015
Editor: Elisabeth Thomé-Kozmiensky Released: 2016
ISBN: 978-3-944310-26-8 Hardcover: 581 pages Price: 68.00 EUR Language: German
Anlagendoku_engl.pdf 2 03.07.17 13:54
253 Thermo-Recycling
Waste Incineration
The metal concentrations in fine fractions from a dry discharge system differ conside- rably from the ones in fractions discharged by mechanical screening processes. Referred to the total bottom ash flow, the air separator’s density-dependent separation process causes the fine fraction to contain only a very small share of metals. This is why metal recovery is commercially unjustifiable [7].
The significant reduction of the dust particle content and the enriched metals share allow for practical downstream technology for conveying, storing intermediately, transferring and efficiently treating the coarse fraction. After separation of the fine fraction, the metal-enriched coarse fraction with all the ferrous and non-ferrous metals it contains is available for recovering recyclables.
Nearly all of the metal content in the bottom ash remains in the main bottom ash ma- terial flow with a lower dust content. Compared to wet bottom ash, this metal content requires less effort for detecting it in and separating it from dry bottom ash during further treatment. This first treatment process occurs during discharge and facilitates offering particularly profitable concepts for further treatment.
5. Recovery of recyclables from bottom ash
In his report on the environmental research plan for the Federal Ministry for the Environment, Nature Conservation and Nuclear Safety, Professor P. Quicker shared the following information in 2016 [11]: Current treatment processes only incompletely recover metals in the residues from waste incineration. Wet discharge methods and the oxidation processes associated with them mean that the value of a share of the metals is already degraded when they reside in ram-type dischargers. The mineral fraction’s setting processes complicate decomposing of individual components and therefore their ability for separation. The consequence is that metals can only be partially recovered from wet bottom ash and with reduced quality.
Figure 5:
Discharger and air separator
Ulrich Martin, Axel Hanenkamp
254
Waste Incineration
Intermediate storage, grading, metals separation and crushing are the typical treatment steps for bottom ash [3, 9]. Once the bottom ash has been aged, it is fed to a treatment system, in which ferrous metals are removed using magnetic separators. Non-ferrous metals are removed using eddy current separators, whereas scrap metal separators extract stainless steel. Bulky metal items are sieved out and sorted out manually before that.
When treating wet and dry bottom ash in the same system by dry mechanical means, dry bottom ash offers a significant advantage when it comes to the recovery of ferrous and non-ferrous metals [11]. Frequently, the moisture content in wet bottom ash is reduced before treatment and the bottom ash must be aged. The bonding forces in the bottom ash matrix must be overcome for separating the recyclables in wet bottom ash.
Incrustations must be removed to obtain a quality that can be compared to the one found in metals from dry bottom ash. The measures required for this task reduce the effective metal content in wet bottom ash. Dry bottom ash offers nearly no benefits for the recovery of ferrous metals but has significant advantages over wet bottom ash when recovering non-ferrous metals [11].
70 60 50 40 30 20 10
Recycling rates
%
Ferrous metals Non-ferrous metals 0
80 90 100
80
+5
41 68
+27
Dry discharge Wet discharge incl. cleaning 75
Figure 6:
Recycling rates for wet and dry bottom ash
according to Quicker, P.; Stockschläder, J. et al.: Möglichkeiten einer ressourcen- schonenden Kreislaufwirtschaft durch weitergehende Gewinnung von Rohstof- fen aus festen Verbrennungsrückständen aus der Behandlung von Siedlungsabfäl- len: Bericht UBA-FB 3713 33 303, 2016
Dry bottom ash already produces nearly homogeneous metal fractions without incrusta- tions after manual sorting. Depending on the bottom ash composition, the metals are mostly loose, granular, readily accessible and free of any typically occurring coating and therefore of very good quality for treatment. Dry bottom ash has potential for increase when it comes to recovering non-ferrous metals from conglomerates, subject to its composition and the use of the mineral fraction. Selectively crushing the bottom ash makes the non-ferrous metals available.
The treatment process for dry bottom ash exploits these important advantages.
255 Thermo-Recycling
Waste Incineration
6. Treatment of dry bottom ash
Treatment takes place by employing proven process steps and by means of components adapted to the properties of dry bottom ash. Cost-effective measures are available to prevent dust from escaping and the products generated are realistically marketable.
Pre-dedusted, dry bottom ash increases the efficiency of the separation process and significantly decreases the cleaning and maintenance efforts the separation units require.
In addition to the improved recovery of high-grade metal fractions, the properties of the mineral fraction not quenched in water is of interest for recycling. The bottom ash must not be aged. The goal is to maximize the generation of marketable ferrous and non-ferrous fractions.
The tipping hall is used for acceptance and intermediate storage of the bottom ash.
A wheeled loader and a feeder supply the bottom ash to the treatment system. The downstream screener separates the bottom ash into two fractions. Coarse bottom ash components are processed by the sorting unit. After scrap items have been removed, coarse-grained recyclables and unburned matter is sorted out there. The residual frac- tion is conveyed to the grading and separation equipment.
This equipment is designed for separating ferrous and non-ferrous metals, stainless steel and, optionally, glass. The metals are recovered through a purposeful combina- tion of magnetic and eddy current separators, down to the fine fraction. If required, recyclables locked in conglomerates are made accessible, which maximizes the yielded amount. Core units are dedusted selectively. The treated bottom ash is transported to the loading terminal for intermediate storage in receiver tanks and then automatically transferred to the transport vehicle. Metals and glass are collected in drop-off boxes before delivery to the customer. The mineral residues contained in the coarse fraction can be recycled; for example for use in road construction. The fine fraction is also used as a construction material or landfilled.
Optionally, the plant can process wet material for more flexibility should malfunctions occur at the dry discharge or dedusting equipment. Figure 7 illustrates the overall layout for the recovery plant for recyclables.
Figure 7:
Overall layout for Martin slag- line
Ulrich Martin, Axel Hanenkamp
256
Waste Incineration
This concept for the recovery of recyclables was validated at an industrial-scale plant.
The treatment plant is modular in design and can be individually adjusted as per the ge- neral political (for example the ways of utilization), technical and economic conditions.
7. Added value
When compared to the recovery rates that can be achieved with treatment concepts for wet bottom ash, the recovery rates for ferrous and non-ferrous metals attainable with dry bottom ash treatment offer considerable benefits (Figure 8).
80 60 40 20 100 Recovery rate
%
German average Full-scale Danish
facility Martin bottom ash treatment
0 Wet bottom ash
{
discharge Dry bottom ash
discharge 82
56 61
85 > 90 90
Ferrous metals Non-ferrous metals
Figure 8:
Recovery rates for ferrous/non- ferrous metals
according to Allegrinia, E.; Marescaa, A.;
Olssona, M.E.; Holtzeb, M.S.; Boldrina, A.; Astrupe, T.F.: Quantification of the resource recovery potential of municipal solid waste incineration bottom ashes. In:
Waste Management, Volume 34, Issue 9, p. 1627 – 1 September 2014
Kuchta, K.; Enzer, V.: Metallrückgewin- nung aus Rostaschen aus Abfallverbren- nungsanlagen – Bewertung der Ressour- ceneffizienz, EdDE Dokumentation 17
15
5 50
40
30
20
10 IRR
%
80.000 0 25 35 45
100.000 120.000 140.000 160.000 NF metal price - 10%
Reference NF price NF metal price + 10%
Throughput t/a
Figure 9:
Internal rate of return with sensitivity analysis for Martin Slagline
257 Thermo-Recycling
Waste Incineration
For ferrous metals, the recovery rate increases from approximately 83 percent to more than 90 percent, while the increase for non-ferrous metals amounts to approximately 30 percent. Although classical wet treatment systems have markedly improved in terms of metal recovery rates and quality in recent years, dry bottom ash discharge still offers an additional economic advantage as it allows for the recovery of recyclables from very fine fractions and for the extraction of metals in purer forms.
The Figure 9 on profitability illustrates this advantage.
Three rates of return cases are shown, subject to the prices for non-ferrous metals that can be achieved on the market. At 10 % to almost 50 %, the rates of return for through- puts between 80,000 t/a and 160,000 t/a of bottom ash for treatment are very attractive.
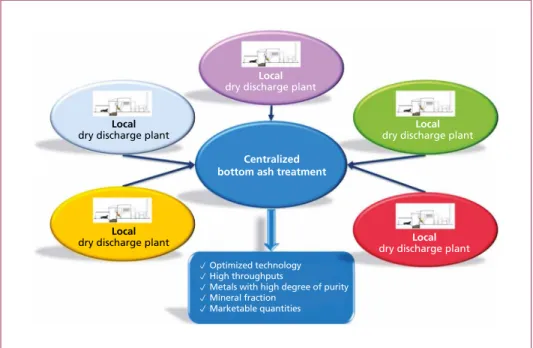
Centralized treatment facilities for dry bottom ash can further improve the economic viability of plants since they reduce fixed costs and improve efficiency. A possible con- cept for an association is illustrated in Figure 10. Treatment of the mineral bottom ash fraction and separation of metals do not occur at the waste-to-energy plants directly but at a large, centralized treatment facility. Several waste-to-energy plants supply the facility with dry bottom ash after air separation.
Local dry discharge plant
Centralized bottom ash treatment
Local dry discharge plant Local
dry discharge plant
Local
dry discharge plant Local
dry discharge plant Optimized technology
High throughputs
Metals with high degree of purity Mineral fraction
Marketable quantities
Figure 10: Concept for centralized bottom ash treatment
The concept allows for ideally utilizing the economy of scale effects in the fields of logistics, operation, production and sales.
Such an association exists in the Swiss Canton of Zurich, where a central facility cur- rently treats 100,000 t/a of dry bottom ash from four different plants.
Ulrich Martin, Axel Hanenkamp
258
Waste Incineration
8. Summary and outlook
The experience gathered in by now more than seven years of operating the dry discharge system have proven its procedural functionality. The technology for treating dry bot- tom ash complements the system. The existing wet discharge design with ram-type dischargers is convertible for dry discharge. Following pre-dedusting, the coarse fraction can be transported by conventional means. The process and equipment-related effort for recyclables recovery is nearly identical to the effort involved for the treatment of wet bottom ash. Converting existing treatment facilities for wet bottom ash to metals recovery from dry bottom ash can be implemented with certain adjustments, which significantly reduces the amount to be invested. Plant operators receive an integrated concept covering the entire process from dry discharge of bottom ash to the recovery of recyclables.
It holds the following advantages:
• reduced landfilling rates,
• weight reduction by the equivalent of the contained moisture,
• lower water costs,
• significant reduction of the costs for fees and of the transportation costs,
• lower dust content in coarse fraction,
• maximized recycling rates,
• revenues from the sale of high-quality metals,
• high potential for added value,
• most economical concept, attractive net present value and interest rate.
The mineral fraction can be used as substitute building material or, such as in Swit- zerland, for fly ash scrubbing. This makes the integrated overall concept for waste and recyclables recovery viable long-term and means that it meets every requirement of future global markets. It represents an important integral part in the context of urban mining. In the future, waste incineration will not only be energy efficient and low in pollutants. It will moreover play an important role in recycling management for ex- tensive metals recovery. Metals recovery will not be limited to ferrous and non-ferrous metals but also include rare and increasingly scarce trace metals such as precious metals.
The system combines dry bottom ash discharge with the treatment of dry bottom ash and is a technically and economically very attractive concept. Thanks to its modular design, it can be adjusted to suit customers’ requirements. Centralized bottom ash treatment aimed at increasing throughput rates and combined with decentralized dry bottom ash pre-treatment steps further improves the economic viability of a treatment facility.
259 Thermo-Recycling
Waste Incineration
9. References
[1] Allegrinia, E.; Marescaa, A.; Olssona, M.E.; Holtzeb, M.S.; Boldrina, A.; Astrupe, T.F.: Quanti- fication of the resource recovery potential of municipal solid waste incineration bottom ashes.
In: Waste Management, Volume 34, Issue 9, p. 1627 – 1st September 2014
[2] Bundesministerium für Umwelt, Naturschutz, Bau und Reaktorsicherheit: Referentenentwurf, Verordnung zur Einführung einer Ersatzbaustoffverordnung, zur Neufassung der Bundes- Bodenschutz- und Altlastenverordnung und zur Änderung der Deponieverordnung und der Gewerbeabfallverordnung, 2016
[3] Bunge, R.: Recovery of metals from waste incinerator bottom ash. https://www.igenass.ch/
fileadmin/user_upload/igenass.ch/Dokumente/Publikationen/Metals_from_MWIBA_V2016.
pdf, 2016
[4] Dehoust, G.; Schüler, D.; Bleher, D.; Seum, S.; Süß, K.; Idelmann, M.; Turk, T.; Wöbbeking, K.;
Wollny, V.; Schaubruch, W.: Optimierung der Abfallwirtschaft in Hamburg unter besonderen Aspekt des Klimaschutzes, Abfallwirtschaft und Klimaschutz, Öko-Institut e.V., 2008
[5] Europäische Kommission: Vorschlag für eine Richtlinie des Europäischen Parlaments und des Rates zur Änderung der Richtlinie 2008/98EG über Abfälle 2015/02750(COD). Brussels, 2015 [6] Hanenkamp, A.; von Raven, R.; Schönsteiner, M.; Murer, M.: Gesamt-Konzept zur Abfallver- wertung mit hoher Energieeffizienz und integrierter Wertstoffrückgewinnung. In: Thomé- Kozmiensky, K. J.; Beckmann, M. (Eds.): Energie aus Abfall, Band 14. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2017, pp. 1-18
[7] Koralewska, R.: Rostschlacken intelligent trocken austragen. UmweltMagazin, 4/5 2015 [8] Kuchta, K.; Enzer, V.: Metallrückgewinnung aus Rostaschen aus Abfallverbrennungsanlagen –
Bewertung der Ressourceneffizienz, EdDE Dokumentation 17
[9] Lechner, P.; Mostbauer, P. et al.: Grundlagen für die Verwertung von MV Rostasche, Teil B:
Aufbereitung und Innovationen. https://www.bmlfuw.gv.at/dam/jcr:345de6a1-aa53-4aa4b23e- bcb64414943b/BOKU_Grundsatz_Teil_B_Rostasche.pdf. 2010
[10] Martin, J. J. E.; Langhein, E.-C.; Brebric, D.; Busch, M.: Die Martin Trockenentschlackung mit integrierter Klassierung. In: Thome-Kozmiensky, K.J.; Beckmann; M. (Eds.): Energie aus Abfall, Band 6. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2009, pp. 97-107
[11] Quicker, P.; Stockschläder, J. et al.: Möglichkeiten einer ressourcenschonenden Kreislaufwirt- schaft durch weitergehende Gewinnung von Rohstoffen aus festen Verbrennungsrückständen aus der Behandlung von Siedlungsabfällen. Bericht UBA-FB 3713 33 303, 2016
[12] Reuter, M.A.; Hudson, C.; van Schaik A.; Heiskanen, K.; Meskers, C.; Hagelüken, C.: UNEP.
Metal Recycling: Opportunities, Limits, Infrastructure. A Report of the Working Group on the Global Metal Flows to the International Resource Panel, 2013
Dorfstraße 51
D-16816 Nietwerder-Neuruppin
Tel. +49.3391-45.45-0 • Fax +49.3391-45.45-10 E-Mail: tkverlag@vivis.de
www.
.de
TK Verlag Karl Thomé-Kozmiensky
We dedicate ourselves to current process and plant engineering as well as political, legal and economic issues, as far as the relate to waste and recycling industries, energy and raw materials industries or immission control. Our mission is to enable communication between politics, administration, industry, science and technology.
We organize conferences and congresses and publish reference books on the prevailing issues of our target group.
Continuously, we are looking for interesting speakers, current topics and exciting projects to develop our offer. We are happy to be inspired by new ideas and discuss their feasibility.
Since more than thirty years the TK Verlag publishes reference books about various themes of technical environment protection:
Our conferences at a glance:
• Berliner Abfallwirtschafts- und Energiekonferenz
• Berliner Recycling- und Rohstoffkonferenz
• Berliner Konferenz
Mineralische Nebenprodukte und Abfälle
• IRRC – Waste-to-Energy
• thermal waste treatment and energetic recovery,
• technical documentation on waste-to-energy plants,
• mechanical-biological treatment and solid recovered fuels,
• recycling and raw materials,
• mineral by-products and waste,
• strategies & environmental legislation,
• immission control,
• biological waste treatment.
Overall, we have published around two thousand technical contributions, which represent as a whole the technical, economic, legal and political development of the last decades. More recently, we started to provide a big part of these contributions for free download on our homepage.
Band 1 aus
Thomé-Kozmiensky + Goldmann Recycling und Rohstoffe Band 7
Thomé-Kozmiensky und Beckmann Energie aus Abfall 11 Thomé-Kozmiensky und Beckmann Energie aus Abfall 11
Thomé-Kozmiensky + Goldmann Recycling und Rohstoffe Band 5 Karl J. Thomé-Kozmiensky und Andrea Versteyl • Planung und Umweltrecht 6Karl J. Thomé-Kozmiensky und Andrea Versteyl • Planung und UmweltVersteyl • Planung und UmweltVrecht 6
IMMISSIONSSCHUTZ 2
Thomé-Kozmiensky Dombert,
Versteyl, Rota
rd, Appel
4K. J. Thomé-Kozmiensky & S. Thiel WASTE MANAGEMENT 4
K. J. Thomé-Kozmiensky & S. Thiel WASTE MANAGEMENT Karl J. Thomé-Kozmiensky Strategie Planung Umweltr echt 8
Thomé-Kozmiensky + Goldmann Recycling und Rohstoffe Band 4
Vivis.de_englisch.pdf 2 03.07.17 13:21
Vorwort
4
Bibliografische Information der Deutschen Nationalbibliothek Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über http://dnb.dnb.de abrufbar
Thomé-Kozmiensky, K. J.; Thiel, S.; Thomé-Kozmiensky, E.;
Winter, F.; Juchelková, D. (Eds.): Waste Management, Volume 7 – Waste-to-Energy – ISBN 978-3-944310-37-4 TK Verlag Karl Thomé-Kozmiensky
Copyright: Elisabeth Thomé-Kozmiensky, M.Sc., Dr.-Ing. Stephanie Thiel All rights reserved
Publisher: TK Verlag Karl Thomé-Kozmiensky • Neuruppin 2017
Editorial office: Dr.-Ing. Stephanie Thiel, Elisabeth Thomé-Kozmiensky, M. Sc.
Janin Burbott-Seidel and Claudia Naumann-Deppe
Layout: Sandra Peters, Anne Kuhlo, Ginette Teske, Claudia Naumann-Deppe, Janin Burbott-Seidel, Gabi Spiegel and Cordula Müller
Printing: Universal Medien GmbH, Munich
This work is protected by copyright. The rights founded by this, particularly those of translation, reprinting, lecturing, extraction of illustrations and tables, broadcasting, micro- filming or reproduction by other means and storing in a retrieval system, remain reserved, even for exploitation only of excerpts. Reproduction of this work or of part of this work, also in individual cases, is only permissible within the limits of the legal provisions of the copyright law of the Federal Republic of Germany from 9 September 1965 in the currently valid revision. There is a fundamental duty to pay for this. Infringements are subject to the penal provisions of the copyright law.
The repeating of commonly used names, trade names, goods descriptions etc. in this work does not permit, even without specific mention, the assumption that such names are to be considered free under the terms of the law concerning goods descriptions and trade mark protection and can thus be used by anyone.
Should reference be made in this work, directly or indirectly, to laws, regulations or guide- lines, e.g. DIN, VDI, VDE, VGB, or these are quoted from, then the publisher cannot ac- cept any guarantee for correctness, completeness or currency. It is recommended to refer to the complete regulations or guidelines in their currently valid versions if required for ones own work.