Energetische Verwertung von Ersatzbrennstoffen in der Wirbelschicht am Beispiel HKW Eisenhüttenstadt
– Weltweit größte EBS-Reststoff-Wirbelschicht mit der Powerfluid Technologie –
Bernhard Haimel
1. Zirkulierende Reststoffwirbelschicht HKW Eisenhüttenstadt ... 871
2. Verfahrensbeschreibung Powerfluid RC Verfahren ...871
3. EBS als kritischer Brennstoff ...874
4. Ermittlungsverfahren von Chlorfrachten ...877
5. Aschequalitäten ...881
6. Resümee ...884
Bild 1: HKW Eisenhüttenstadt/Brandenburg/Deutschland
Nachbrennkammer Zyklon Brennkammer Siphon Druckluftstation HD-Gebläse EBS Grobteilcontainer Mechanische Bettentaschung
EBS-Förderung Bettmaterialkühler
Brennstoffbunker Absaugung
KesseltrommelMultizyklon Ekonomizer Kugelregen Kalksilo Kohlesilo Sandsilo Bettmaterial Silo
Aschesilostation und LKW-Verladung HD-Gebläse Primärkreislauf
KohleförderungFrischluftgebläsePrimärluftgebläseStaubsaugeranlage
Speisewasser Pumpen
Abgasrezirku- lationsgebläse
Technische Daten Dampfleistung:
176 t/h Dampfdruck: 69 barü Dampftemperatur: 470 °C Brennstoffe: EBS, Kohle, Klärschlamm Heizöl (leicht) Heizwert: 9 bis 29,5 MJ/kg (Mischung) Brennstoffwärmeleistung: 150 MW/th Primärkreislauf Strahlungszug Dackelzug Rauchgassystem Kohleförderung Ersatzbrennstoff Öl- und Gasfeuerung Aschesystem Primärluftsystem
Sekundärluftsystem Reinigungssystem Wasser-Dampf-System Sand- und Kalk-System Klärschlammsystem EKO-System Speisewassersystem Kühlwassersystem Staubsaugeranlage Bild 2:Anlagenübersicht HKW Eisenhüttenstadt
1. Zirkulierende Reststoffwirbelschicht HKW Eisenhüttenstadt
Im Folgenden sind wesentliche Angaben zur zirkulierenden Reststoffwirbelschicht des HKW Eisenhüttenstadt zusammengefasst.
• Power Fluid Kessel: 1 x 176 t/h; 470 °C; 70 bar (a) Aufstellungsort:
• Eisenhüttenstadt Landkreis Oder-Spree in Brandenburg, Deutschland Brennstoffe:
• EBS (aufbereiteter Gewerbe- und Hausabfall),
• Grob- und Fein-Rejekte (aus Papiererzeugungsprozess),
• Schlämme aus kommunaler und industrieller Kläranlage,
• Kohle,
• Heizöl EL als Start Brennstoff.
Anlagenzweck:
• Versorgung einer Papiermaschiene mit Dampf und Strom Technische Daten:
• Anlagenwirkungsgrad: 89,3 %
• Frischdampfparameter: 175,9 t/h, 470 °C, 70 bar (a)
• Brennstoffwärmeleistung: 150MWth
• Asche Qualitäten : Organischer Kohlenstoff unter der Nachweisgrenze von 0,5 Gew.-% TS
Glühverlust unter der Nachweisgrenze <0,02 Gew.-% TS
• Einhaltung der Anforderungen der 17. BImSchV
• mind. 850 °C für 2 s
• Emissionen wie CO, Cges, NOx, NH3
2. Verfahrensbeschreibung Powerfluid RC Verfahren
Die Feuerung arbeitet nach dem Prinzip der zirkulierenden Wirbelschicht, wobei ein hoher Wärme- und Stoffaustausch zwischen Luft, Brennstoff, Bettmaterial und Abgasen sicherstellt ist.
Die verschiedenen Einzelvorgänge des Verbrennungsprozesses in der Wirbelschicht – Trocknung, Aufheizung, Pyrolyse, Vergasung des verbleibenden Kohlenstoffgerüstes sowie die Oxidation der Pyrolyse- und Vergasungsprodukte – finden dabei aufgrund des ständigen Durchmischungsvorganges in der Wirbelschicht im Gegensatz zu anderen Feuerungssystemen örtlich und zeitlich unmittelbar nebeneinander statt.
Der hohe Inert-Anteil des Bettes fungiert dabei als Wärmespeicher für die Verbren- nungsreaktion: Während bei endothermen Prozessen (Aufheizung, Trocknung und Pyrolyse) die dafür erforderliche Wärme vom Bettmaterial zur Verfügung gestellt wird, nehmen die Feststoffteilchen umgekehrt die beim Ausbrand frei werdende Wärme auf und transportieren sie infolge der Turbulenzen im Bett sofort ab. Auf diese Wei- se ergeben sich im gesamten Wirbelbett gleichmäßige, im Vergleich zu alternativen Feuerungssystemen (z.B. Rostfeuerung) niedrige Verbrennungstemperaturen von 850 bis 900 °C.
Bild 3: Darstellung des Powerfluid RC Verfahrens
Zyklon
Strahlungszüge
Verdampferschott
EKO Verd.
Verd.
Brenn- kammer Bett-
lanze Start- brenner
ÜH2 ÜH 1/2
ÜH3 ÜH4
ÜH 1/1
Dackelzug
NH4OH
Brenn-
kammer Zyklon Nachbrennkammer Abgas-Asche
Umlauf Bettasche
Luft Siphon BMK
MD-Dampf Bettmaterial SandKalk KlärschlammÖl Kohle RezirkulationsgasEBS Luft
Bild 4:
Darstellung der Stoffströme im Primärkreislauf für den Garan- tielastfall; Erläuterungen: Dar- stellung im Verhältnis der Mas- senströme; MD-Dampf dient der Zerstäubung von Heizöl-EL
Das ausgetragene Bettmaterial (auch Umlaufmaterial), bestehend aus Sand und Asche, wird nach der Brennkammer in einem Zyklon vom Abgas abgetrennt und über einen Siphon zurück in die Brennkammer gefördert (daher die Bezeichnung Primärkreislauf).
Die Stoffflüsse des Primärkreislaufs sind beispielhaft in den Bildern 2 bis 4 dargestellt.
Ein Teil des Umlaufmaterials wird nach dem Zyklon geregelt über den Bettmaterialkühler (BMK) geleitet in dem mittels eines Verdampferbündels und der Endüberhitzerstufen 3 und 4 ein Teil der Energie an den Wasser-Dampf-Kreislauf übertragen wird. Nach der Abgabe von Wärme an die Heizflächen gelangt das Bettmaterial gekühlt wieder zurück in die Brennkammer. Der abgezweigte Bettmaterialstrom wird dabei mit einem wassergekühlten Nadelventil (Spieß) geregelt was eine exakte Temperaturregelung der Brennkammer erlaubt.
Das Abgas wird in die an den Zyklon anschließende Nachbrennkammer geleitet wo durch langer Verweilzeit nach der turbulenten Abgasvermischung im Zyklon eine lange Verweilzeit des Abgases bei hohen Temperaturen vorherrscht um einen sehr guten Ausbrand des Abgases sicher zu stellen (minimalste CO-Emissionen).
Auf diese Weise lassen sich für sämtliche auftretenden Brennstoffkombinationen innerhalb des angegebenen Last- und Heizwertbereiches gleichmäßige Bedingungen (Strömungsverhältnisse und Temperaturen) in der Brennkammer sowie im anschlie- ßenden Abhitzekessel einstellen.
Feuerungswärmeleistung MWth
160 155 150 145 140 135 130 125 120 115 110 105 100 95 90 85 805 10
29,5 MJ/kg
15 20 25 30 35 40 45 50 55 60 65
Betriebs-
punkt 5 Betriebs-
punkt 3 Betriebs-
punkt 1 Betriebs- punkt 2 Betriebs-
punkt 4
Betriebs- punkt 7c
Betriebs- punkt 6
19,9 MJ/kg 12,4 MJ/kg 11,5 MJ/kg Brennstoffmengen t/h Arbeitsbereich bei den Dampfparametern 70 bar(a) 470 °C
10,0 MJ/kg 9,0 MJ/kg
Bild 5: Feuerungsleistungsdiagramm des HKW Eisenhüttenstadt
Um die gesetzlichen Vorgaben hinsichtlich der Verbrennungstemperatur erfüllen zu können und aus Korrosionsgründen ist der Primärkreislauf adiabat ausgeführt, d.h.
sämtliche Wandflächen sind mit einer Feuerfestauskleidung versehen und es findet kein Wärmeaustausch statt. Die Feuerfestauskleidung dient dem Schutz obig angeführter Komponenten vor Temperatur und Abrieb und ist mehrschichtig ausgeführt. Außerdem ist die Feuerfestauskleidung des Primärkreislaufes mit einer technologischen Isolie- rung (Hinterlüftung) versehen um eine gleichmäßige Temperatur des Blechmantels zum Schutz vor Taupunktunterschreitungen sicherzustellen und dadurch bedingte Korrosion zu verhindern.
Emissionen
Die niedrigen Betriebstemperaturen zwischen 850 und 900 °C und die Luftstufung im unteren Bereich der Brennkammer sorgen für geringe NOx-Werte. Vor allem thermi- sches NOx lässt sich dadurch minimieren. Der Temperaturbereich erlaubt zur weiteren Reduktion die Installation einer SNCR-Anlage.
Der Ausstoß von SOx-Emissionen mit den Abgasen wird einfach durch Zugabe von Kalksteinmehl in die Brennkammer vermindert, das direkt eingeblasen wird. Durch die für die Entschwefelung günstigen Bedingungen bei der Verbrennung können Ent- schwefelungswirkungsgrade von über 90 % erreicht werden.
Der Kalkstein wird dabei zu CaO umgewandelt, das SO2/SO3 unter Bildung von CaSO4 bindet. Damit kann der Einsatz von Additiven in der Abgasreinigungsanlage optimiert werden. Da der Kalk gewöhnlich im Überschuss eingetragen wird, befindet sich neben Gips auch freier Kalk im Bettmaterial bzw. in der Asche.
3. EBS als kritischer Brennstoff
Der wirtschaftliche Betrieb von EBS Anlagen bedarf zum einen eine hohe Brenn- stoffflexibilität und zum anderen hohe elektrische Wirkungsgrade durch hohe Frisch- dampfparameter.
Aufgrund der derzeitigen Lage am Brennstoffmarkt sind hohe Chlor und Schadstoff- gehalte im EBS-Brennstoff dauerhaft derzeit nicht vermeidbar.
Immer höhere geforderte Frischdampfparameter bedingen dabei höchst belastete Heiz- flächen mit hohen Rohrwandtemperaturen, was zu einem hohen Korrosionspotential führt. Steigende Instandhaltungskosten und Verfügbarkeitsrisiken sind die Folge.
Konstrukutive Maßnahmen zur Verminderung von Korrosionseffekten an hochbelasteten Heizflächen
Das Andritz Powerfluid RC Konzept berücksichtigt konstruktiv Maßnahmen zur Senkung des Korrosionspotentiales chlorreicher Brennstoffe.
Inserat
Hoffmeier
GmbH & Co. KG
Inserat Buch
Ersatzbrenn- stoffe in Kohle-
kraftwerken
Dabei wird durch einem dem Konvektionszug vorgeschalteten Strahlungszug dem Abgas Wärme entzogen um auf Temperaturen < 650 °C zu gelangen.
Auch konservative Abgasgeschwindigkeiten im Konvektionszug sind konstruktive Maßnahmen, die einen positiven Effekt hinsichtlich Korrosion aufweisen.
Die Endüberhitzung zur Erreichung der geforderten Frischdampftemperatur wird in den externen Bettmaterialkühler verlagert. Dabei wird dem Umlaufmaterial Wärme entzogen und zur Überhitzung des Dampfes genutzt. Der dabei genutzte Wärme- übergang zwischen Bettmaterial und Rohr ist um ein vielfaches höher als beim kon- ventionellen Wärmeübergang Abgas-Rohr (wie z.B. bei Rostfeuerungen), wodurch die im Bettmaterialkühler eingesetzten Heizflächen bei gleicher Wärmeauskopplung kompakter ausgeführt werden können.
Ein weiterer wesentlicher Vorteil ist, dass alle Überhitzerheizflächen mit Dampftempe- raturen > 380 °C nicht der aggressiven Abgasatmosphäre ausgesetzt sind und dadurch das Korrosionspotential signifikant gesenkt werden kann.
Mögliche betriebliche Maßnahmen zur Verminderung von Korrosionseffekten an hochbelasteten Heizflächen
• Vermeidung hoher Chlor- und Schadstoffgehalte durch verbesserte Qualitäts- sicherung
• Vermeidung von Chlorspitzen durch Mischen und homogenisieren des Brenn- stoffes
• Vermeidung hoher Chlorgehalte insbesondere beim Anfahren nach Revisionen (Schwefelreicher Anfahrbrennstoff)
• Additivdosierung
4. Ermittlungsverfahren von Chlorfrachten
Als Hauptverursacher ist Chlor aus dem Brennstoff für die langsam fortschreitende, aber doch spürbare Korrosion im Kessel verantwortlich. Es ist jedoch im Anlagenbetrieb nicht einfach, einen Überblick davon zu bekommen, welche Chlormengen durch die Anlage geschleust werden. Ebenso schwierig ist es, abzuschätzen, ob das vorliegende Chlorid schädlich oder weniger schädlich für die Heizflächen ist.
Der Betreiber und der Anlagenbauer haben eine ganze Reihe von Möglichkeiten an der Hand, die Chlorfracht durch die Anlage abzuschätzen. Jede Methode hat ihre eigenen Vor-, aber auch Nachteile.
• Eingangsanalysen Brennstoff EBS (Feuchte, Heizwert, Cl-Gehalt, Aschegehalt),
• HCl-Rohgasmessung vor Abgasreinigung,
• Ausgangsanalyse Aschen.
EBS-Beprobung aus der Anlieferung Vorteile:
• Gibt den besten Überblick über die zu verfeuernden Brennstoffe,
• Schlechte Brennstoffe können direkt Lieferanten zugeordnet werden.
Nachteile:
• Keine Zuordenbarkeit Rohgas-Emission/Brennstoff-Herkunft,
• Repräsentative Beprobung aufgrund extremer Inhomogenität des Brennstoffs mit vertretbarem Aufwand nicht möglich,
• Gemessener Brennstoff-Asche-Anteil und in der Anlage anfallende Störstoff-/Bett- asche-/Flugasche-Mengen nicht miteinander vergleichbar (Störstoffe müssen vor Analyse abgetrennt werden).
HCl-Rohgasmessung Vorteile:
• Online, direktes Verfahren,
• Direkter Eingriff in Betriebsablauf möglich, beispielsweise Rücknahme.
Nachteile:
• Aufgrund hoher Chlorid-Einbindung in Asche nur Teil des Chlors als HCl sichtbar, kein Anzeiger für Gesamt-Chlorfracht,
• Für Korrosion relevant sind die Alkali-/Erdalkali-/Schwermetallchloride und eben nicht das im Rohgas sichtbare HCl (nur Symptom).
Chlorid-Ausgangsbilanz Vorteile:
• Im Gegensatz zum EBS, der eine sehr breite Verteilung in der Stückigkeit/Zusam- mensetzung hat, besitzen die für die Chlorfracht relevanten Ascheströme ein klar definiertes Kornband (dmax kleiner 300 µm) und prozessbedingt (Wirbelbett) eine sehr gute Durchmischung,
• Leichte Beprobbarkeit der Aschen (geringe Schwankung der Analysenergebnis im Betriebsverlauf),
• Zusammen mit den verwogenen Aschemengen ist eine gute Abschätzung der Chlormenge durch die Anlage möglich,
• Analyse (Eluation) ist im Vergleich zu einer Brennstoffanalyse einfacher,
• Es gehen lediglich klar definierte, direkt messbare Größen in die Bestimmung der Chlorfracht ein.
Nachteile:
• Es müssen 2 bis drei Aschefraktionen (falls Bettasche relevante Chloridanteile ent- hält) beprobt werden,
• Es ist nur eine langfristige Betrachtung (monatsweise) möglich, da sonst Abwei- chungen vom stationären Zustand berücksichtigt werden müssten (beispielsweise unterschiedliche Silostände an den Betrachtungsgrenzen).
Bestimmung der Chlorausgangsfracht Um eine zuverlässige Aussage über die Chlorfracht durch die Kesselanlage zu bekom- men, wurde eine Chlor-Ausgangsbilanzierung nach folgendem Schema vorgenommen.
Chlorbilanz EBS-Anlage (Werte in Klammer typische Werte Eisenhüttenstadt)
Alle Werte, soweit nicht anders abgegeben, dimensionslos, nicht in % x_El, Komp … Massenanteil Element, Komponente phi … Feuchte
mCl,out = mBAF * x_Cl,BAF + mFIA * x_CL,FIA + mRP * xCl,RP mCl,out = mCl,in
x_Cl,Br,tr = mCl,in / (1 - phi,Br,ar) / mBr
mBr (t/h) phi_Br,ar (0.29)
Kessel AGR
Kamin
c_HCI,ReiG == 0 mg/Nm3 tr
Abgas Kamin
Brennstoff
Bettasche grob
Bettasche fein Flugasche Reakionsprodukt
mBAg (T/h) x_Cl,BAg == 0 mBAF (T/h) x_Cl,BAF (0.001-0.008)
MFIA (t/h) x_Cl,FIA (0.04-0.06)
mRP (t/h) x_Cl,RP (0.12-0.16)
Bild 6: Schema Chlor-Ausgangsbilanzierung
Die Bettasche-, Flugasche- und Reaktionsproduktmengen werden im vollem Umfang bei Abholung durch den Entsorger verwogen. Die Ascheanalysen liegen aus ver- schiedenen Betriebsperioden vor. Die verfeuerte Brennstoffmasse wird ebenfalls aus logistischen Gründen genau verwogen. Zusätzlich gibt es eine Verwiegung am Beschi- ckungskran. Die verfeuerten Brennstoffmengen lassen sich gut mit den angelieferten Brennstoffmengen in Einklang bringen.
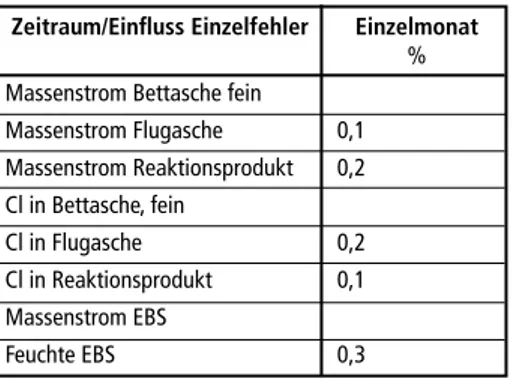
Die Variationsbreite des Chlorgehaltes wird durch eine Fehlerfortpflanzungsmethode ermittelt, wobei die einzelnen Einflussfaktoren in untiger Tabelle zusammengefasst sind.
Da die Feuchte des EBS sehr unterschiedlich sein kann, hat sie den größten Einfluß auf die Schwankungsbreite des Ergebnisses. Die Schwankung Masse Reaktionsprodukt Ab- gasreinigung ist bedeutend, da mehr als die Hälfte des Chlorids in dieser Aschefraktion
landet. Ebenso hat die Schwankung des Chloridgehaltes in der Flugasche Multizyklon einen relevanten Einfluss, da im konkreten Fall die Spannweite der Messdaten weit gewählt wurde.
Tabelle1: Einflussfaktoren der Variationsbreite des Chlorgehaltes
Zeitraum/Einfluss Einzelfehler Einzelmonat % Massenstrom Bettasche fein
Massenstrom Flugasche 0,1 Massenstrom Reaktionsprodukt 0,2 Cl in Bettasche, fein
Cl in Flugasche 0,2
Cl in Reaktionsprodukt 0,1 Massenstrom EBS
Feuchte EBS 0,3
Tabelle 2: Chlorgehalt im Brennstoff
Zeitraum/Modellparameter Nov. 2011 Feb. 2011 März 2011 gesamt † Chlor Brennstoff (% i. TS) 1,4 ± 0,4 1,6 ± 0,4 1,5 ± 0,4 1,5 ± 0,4
Um die Aussagekraft der HCl-Rohgas- messung in Bezug auf die Gesamt-Chlor- fracht zu ermitteln wurden obige Resulta- te verwendet, um die Verteilung des Chlo- rids in den einzelnen Aschefraktionen zu ermitteln. Dabei sieht man, dass bereits ohne zusätzliche Kalkzugabe etwa 40 % des Chlors in der Multizylon-Flugasche eingebunden werden. Der größere Teil geht als gasförmiges HCl Richtung Abgas- reinigung, ein kleinerer Teil in die Asche eingebunden in die Abgasreinigung.
Bild 7: Verteilung des Chlorids in den einzelnen Aschefraktionen
Bei zusätzlicher Kalkdosierung/Mitverbrennung von Klärschlamm steigt die Einbin- dung in die Multizyklonasche, die vor ECO abgeschieden wird. Bei einer Kalkstein- zudosierung von etwa 1 Tonne/h sinkt der HCl-Wert im Rohgas auf etwa 40 %, bei Zudosierung von 2 t/h auf unter 30 % des Wertes ohne Zudosierung.
Tranferkoeffizient Cl Rohgas/Cl gesamt Tranferkoeffizient
% Cl-Rohgas
t/h
50 0,4
40
30
0,2
0 0,1 0,2
Cl ges. (t/h) 201111Bezogene Menge (t/h) BA_f
RohG_HCl (als Cl)FIA RohG_Cl_Staub 0
0,2 0,1 0,4 0,5
0,3
201202 201203 0,3 0,4 0,5
0
Nov Jan März
Cl Rohgas zu Cl gesamt Chlormengen vor AGR
Gleichzeitig steigt der Verbrauch an Ammoniakwasser von 10 bis 20 l/h für die SNCR auf bis zu 100 l/h an. was durch die katalytische Deaktivierung des Ammoniaks durch CaO zu erklären ist.
1LBA10 FF001::XQ01 t/h - F FD 1HNE10 CQ004::XQ01 mg/Nm3 - Q NOx-Mes AG am SchornSt 1HNA30 CQ001::XQ01 mg/Nm3 tr - Q HCl-Mes AG v NID 1HHY00 CU001::XJ02 MW - LSTG BrnSt Ges 1EMC30 CF001::XQ01 I/h - F NH4OHMMM 1EMA30 FW001::XQ01 kg/h - Kalkdurchsatz gerechnet
Q HCl Rohgas
F NH4OH
Start Dolomit 50 %
Start Kalk 100 % Kalkmenge gerechnet Start Kalk 50 %
Samstag 19 November 2011
020406080100120140160180200 020406080100120140160180200 020406080100120140160 02004006008001.0001.2001.400 02004006008001.0001.2001.4001.6001.8002.000
02004006008001.0001.2001.400
Sonntag 20 Montag 21 Dienstag 22 Mittwoch 23 Q NOx Reingas
Bild 8: Trend Kalksteindosierung
5. Aschequalitäten
Flugaschen (FA), Stäube und Reaktionsprodukte aus der Verbrennung (i.F. als Verbren- nungsaschen bezeichnet) von Ersatzbrennstoff (EBS) verfeuernden Wirbelschichtkessel weisen teilweise hohe Problemstoffgehalte auf. Abhängig von den gesetzlichen Auflagen ist ihre derzeitige Entsorgung hinsichtlich Ober- und/oder Untertagedeponierung für Anlagenbetreiber daher oft sehr kostenintensiv.
Kontamination mit Almet und anderen unedlen Metallenphasen Ein Hauptproblem bei der Deponierung von mit unedlen metallischen Phasen konta- minierten Verbrennungsaschen ist das hohe Freisetzungspotential von H2(g) bei Be- feuchtung. H2(g) gilt als hochentzündlich und explosibel. Die untere Explosionsgrenze (UEG) liegt bei 4 Vol.-% in Luft.
Ursache für die H2-Freisetzung sind vorhandene unedle metallischen Phasen wie Almet, Femet, Cumet, Pbmet, Znmet und zu geringen Teilen auch Nimet und Cdmet. Diese metalli- schen Phasen reagieren unter alkalischen Bedingungen, wie sie in Verbrennungsaschen vorherrschen, mit H2O(l), wobei H2(g) freigesetzt wird.
Der weitaus überwiegende Teil der H2-Freisetzung kann dem Vorhandensein von Almet zugeschrieben werden.
Kontamination mit Schwermetallen
Im Hinblick auf in Verbrennungsaschen vorhandene Schwermetalle sind insbesondere As, Cd, Cr, Cu, Hg, Mn, Mo, Ni, Pb, Sb, Se und Zn hervorzuheben, welche bei Depo- nierung als Problemstoffe gelten.
Viele Schwermetalle besitzen unterschiedliche Wertigkeiten und haben demzufolge einen amphoteren Charakter. Diese Eigenschaft kann unter den gegeben alkalischen Bedingungen zu erhöhten Löslichkeiten und zum Auswaschen in den Untergrund der Deponie führen.
Kontamination mit Salzen und anderen lösbaren Feststoffen
Ein ähnliches Problem bei der Deponierung stellen Salze (Chloride, Sulfate) und andere Feststoffe wie beispielsweise Hydroxide dar, welche leicht lösbar und unter gegebenen Bedingungen sowie Vorhandensein von Reaktionspartnern giftige Verbindungen bil- den können. Die Gefahr liegt hier ebenso im Auswaschen in den Deponieuntergrund.
Die Einstufungskriterien von Verbrennungsaschen hinsichtlich ihrer Problemstoffe und folglich Deponierbarkeit sind in Deutschland durch die Deutsche Deponieverordnung (DepV) festgelegt. Abfälle der Klasse 0, I, II, III dürfen unter Einhaltung der jeweiligen Kriterien Obertage gelagert werden, bei Überschreitung der Kriterien für die Klasse III müssen sie Untertage entsorgt werden.
Das weitere Kriterium, dass
• Obertage keine Abfälle, die als explosionsgefährlich, hoch entzündlich oder leicht entzündlich, gelten und
• Untertage keine Abfälle, die unter Ablagerungsbedingungen durch Reaktionen zu einer Bildung selbstentzündlicher, oder explosiver Stoffe oder Gase führen,
abgelagert werden dürfen (DepV), betrifft daher insbesondere Verbrennungsaschen mit Almet-Kontaminationen. Aus diesem Grund müssen besondere Sicherheits- und Überwachungsmaßnahmen auf der Deponie getroffen oder zur Inertisierung/Abrei- cherung des vorhandenen Almet aufbereitungstechnische Behandlungsschritte vor der Deponierung gesetzt werden.
Asche-Inertisierungsverfahren
Da die Entsorgungskosten der anfallenden Aschen einen wesentlichen Faktor des wirtschaftlichen Anlagenbetriebes darstellen, hat Andritz ein Verfahren zur Inertisie- rung der Reststoffe entwickelt welches im Labormaßstab erfolgreich getestet wurde.
Durch gezielte Abreicherung von vorhandenem Almet in Verbrennungsaschenwird die gefährliche H2-Freisetzung zu unterbunden. Besonderes Augenmerk ist daneben auf die Inertisierung von löslichen Problemstoffen, im Besonderen auf Chloride und Schwermetalle wie beispielsweise Cr(VI) gerichtet, mit dem Hintergrund, in niedri- gere, kostengünstigere Obertage-Deponieklassen zu fallen und entsprechend weitere Kosten einzusparen.
Das Verfahren wurde als Zusatzanlage zur Verbrennungsanlage entwickelt und erfordert keine aufwändige Zwischenlagerung von Aschen. Konzipiert sind 3 Prozessschritte, wobei die technische Notwendigkeit einer Realisierung aller 3 Schritte sich nach der Aschebeschaffenheit und den vorhandenen Problemstoffen, der weiteren Handhabung (Förderung, Lagerung, Transport, Deponierung) sowie den entstehenden Kosten (In- vestitions-, Betriebs-, Entsorgungskosten) richtet. Jeder Schritt ist in seiner Arbeitsweise von den anderen Schritten unabhängig und kann separat von den anderen gesetzt wer- den. Die Betriebsweise sämtlicher Schritte ist kontinuierlich bzw. quasi-kontinuierlich.
Reaktions- mittel + H2O + Spülgas (Abgas) Kontaminierte
Asche Verbrennungs- prozess
Inertisierte Asche Abfall- entsorgung Mischer
(1) (2) (3)
Formgeber/
Mischer
Thermoreaktor Abgas Abgas
(H2O) Abgas
(NH3, H2O
Binde- mittel (Bettasche)
Bild 9: Prinzipskizze für eine dem Kessel nachgeschaltete Asche-Inertisierungsanlage
Prozessschritte Asche-Inertisierungsverfahren
• Intensivmischung zur
- Abreicherung von Almet und anderen unedlen metallischen Phasen - Entfachtung von Cl
unter Zugabe von Reaktionsmittel. Als Nebenprodukt entsteht NH3(g) anstatt des weitaus explosionsgefährlicheren H2(g). NH3(g) besitzt im Vergleich eine deut- lich höhere UEG (16 Vol.-% in Luft), weshalb geringere Sicherheits- und Überwa- chungsmaßnahmen erforderlich sind und der Prozess leicht beherrschbar ist. Das gewonnene NH3(g) kann in den Kessel zur Entstickung des Abgases rückgeführt werden.
• Mischung zur
- Fixierung/Stabilisierung von löslichen Problemstoffen wie Cl, Alkalimetalle (K, Na) und Schwermetalle (As, Cd, Cr, Cu, Hg, Mn, Mo, Ni, Pb, Sb, Se, Zn usw.) in chemisch und thermisch stabilen Alumosilikatphasen
- Granulierung hinsichtlich weiterer Handhabung (Förderung, Lagerung, Trans- port, Deponierung)
unter Zugabe von Bindemittel (aktivierte Bettasche im Fall einer mit dem Kessel verschalteten Anlage).
• Kalzinierung zur
- Stabilisierung von löslichen Problemstoffen wie Alkali- und Schwermetalle wie beispielsweise Cr(VI) infolge Karbonat- und Sulfatbildung bis zum optimalen Punkt gewünschter Aschebasizitäten
- Trocknung hinsichtlich weiterer Handhabung und Entsorgungskosten durch Entfachtung von freiem und physikalisch gebundenem H2O (Mengenminde- rung)
unter Zuführung von warmem Reaktionsgas (Abgas im Fall einer mit dem Kessel verschalteten Anlage).
Das konzipierte Inertisierungsverfahren ist nicht nur für Aschen aus Verbrennungs- prozessen geeignet, sondern auch für andere anorganisch kontaminierte Abfallstoffe aus thermischen, chemischen, mechanischen Prozessen anwendbar.
6. Resümee
Mit dem HKW Eisenhüttenstadt wurde die weltweit größte EBS Verbrennungsanlage durch Andritz errichtet. In der bisher zweijährigen Betriebszeit der Anlage konnte die Zuverlässigkeit der Anlage unter Beweis gestellt werden. Der Einsatz der CFB Technologie ermöglicht bei hohen Dampfparametern eine hohe Brennstoffflexibilität und stellt insbesondere im großen Leistungsbereich die optimale Lösung für EBS Verbrennung dar. Die hohe Brennstoffflexibilität erlaubt auch die Verfeuerung von EBS mit höheren Schadstoffbelastungen wodurch aber auch die Schadstoffbelastung der anfallenden Aschen zunimmt. Ein innovatives, quasikontinuierliches Verfahren zur Inertisierung dieser Aschen wurde daher von Andritz entwickelt und erfolgreich im Labormassstab getestet.
Die Deutsche Bibliothek – CIP-Einheitsaufnahme Energie aus Abfall – Band 10
Karl J. Thomé-Kozmiensky, Michael Beckmann.
– Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2013 ISBN 978-3-935317-92-4
ISBN 978-3-935317-92-4 TK Verlag Karl Thomé-Kozmiensky
Copyright: Professor Dr.-Ing. habil. Dr. h. c. Karl J. Thomé-Kozmiensky Alle Rechte vorbehalten
Verlag: TK Verlag Karl Thomé-Kozmiensky • Neuruppin 2013
Redaktion und Lektorat: Professor Dr.-Ing. habil. Dr. h. c. Karl J. Thomé-Kozmiensky, Dr.-Ing. Stephanie Thiel, M.Sc. Elisabeth Thomé-Kozmiensky
Erfassung und Layout: Petra Dittmann, Sandra Peters,
Martina Ringgenberg, Ginette Teske, Ulrike Engelmann, LL. M., Ina Böhme Druck: Mediengruppe Universal Grafische Betriebe München GmbH, München
Dieses Werk ist urheberrechtlich geschützt. Die dadurch begründeten Rechte, insbesondere die der Übersetzung, des Nachdrucks, des Vortrags, der Entnahme von Abbildungen und Tabellen, der Funksendung, der Mikroverfilmung oder der Vervielfältigung auf anderen Wegen und der Speicherung in Datenverarbeitungsanlagen, bleiben, auch bei nur aus- zugsweiser Verwertung, vorbehalten. Eine Vervielfältigung dieses Werkes oder von Teilen dieses Werkes ist auch im Einzelfall nur in den Grenzen der gesetzlichen Bestimmungen des Urheberrechtsgesetzes der Bundesrepublik Deutschland vom 9. September 1965 in der jeweils geltenden Fassung zulässig. Sie ist grundsätzlich vergütungspflichtig. Zuwiderhand- lungen unterliegen den Strafbestimmungen des Urheberrechtsgesetzes.
Die Wiedergabe von Gebrauchsnamen, Handelsnamen, Warenbezeichnungen usw. in diesem Werk berechtigt auch ohne besondere Kennzeichnung nicht zu der Annahme, dass solche Namen im Sinne der Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten wären und daher von jedermann benutzt werden dürfen.
Sollte in diesem Werk direkt oder indirekt auf Gesetze, Vorschriften oder Richtlinien, z.B. DIN, VDI, VDE, VGB Bezug genommen oder aus ihnen zitiert worden sein, so kann der Verlag keine Gewähr für Richtigkeit, Vollständigkeit oder Aktualität übernehmen. Es empfiehlt sich, gegebenenfalls für die eigenen Arbeiten die vollständigen Vorschriften oder Richtlinien in der jeweils gültigen Fassung hinzuzuziehen.