SCHÖN, Hans: Prozeßsteuerung und Datenverarbeitung in der Landwirtschaft aus der Sicht der Landtechnik
1. Einleitung
Die landtechnische Entwicklung war in der Vergangenheit vor a l l e m durch den me- chanisch-technischen Fortschritt gekennzeichnet. Hauptmerkmale dieser Entwick- lung war die Substitution menschlicher Arbeit durch Maschinen (Abbildung 1).
1950 '55 '60 '65 70 '75 Änderung der Erfassungsbereiche 1) Netto-lnlandsprodukt zu Faktorkosten
A b b i l d u n g 1: Entwicklung der Arbeitskräfte und der Wertschöpfung in der Landwirtschaft der Bundesrepublik Deutschland
Dies hatte zur Folge, daß im Zeitraum von 1950 - 1980 die Zahl der landwirt- schaftlichen Vollarbeitskräfte in der Bundesrepublik Deutschland von 4 M i l l . auf unter l M i l l . sank. Gleichzeitig erhöhte sich die von einer Arbeitskraft erzielte jährliche Wertschöpfung von 2.000,— DM um das lOfache auf ca.
20.000,-- DM. Nur so war es m ö g l i c h , die in der Landwirtschaft verbleibenden Menschen an der a l l g e m e i n e n Einkommensentwicklung mit zu beteiligen.
SCHÖN, Braunschweig 111
Dieser bisherige Trend der Mechanisierung stößt derzeit an deutlich erkennbare Grenzen:
o In Zukunft sind nur mehr geringe technische Möglichkeiten gegeben, über die bereits verfügbaren hochproduktiven Arbeitsverfahren hinaus weitere nen- nenswerte Arbeitszeiteinsparungen zu erzielen.
o Die derzeitigen sozio-ökonomisehen Rahmenbedingungen stehen einer weiteren umfangreichen Abwanderung aus der Landwirtschaft entgegen.
o Die Umsetzung des bereits jetzt verfügbaren arbeitssparenden technischen Fortschrittes dürfte eine weitere Halbierung der Vollarbeitskräfte ermöglichen.
Derzeit konzentriert sich deshalb die landtechnische Forschung und Entwicklung weniger auf arbeitssparende Effekte, sondern vielmehr auf Möglichkeiten eines sparsamen Produktionsmitteleinsatzes bei v o l l e r Ausschöpfung des genetischen Leistungspotentials, also auf e i n e Verbesserung der AufwandsErtragsbeziehungen.
Diese sind in der Landwirtschaft durch eine außerordentliche große Streuung ge- kennzeichnet, wie am Beispiel der M i l c h v i e h h a l t u n g von MEINHOLD und WALTER aufgezeigt wurde (1), Abbildung 2.
Futterkosten LeistungsüberschuG
5004000 5000
A b b i l d u n g 2: Schwankungsbreite e i n i g e r Aufwands- und Ertragsdaten in der M i l c h v i e h h a l t u n g (Betriebe des Arbeitskreises Forschung und Praxis 1978/79 nach MEINHOLD, HEINRICH und WALTER)
Erhebliche Erzeugungsreserven lassen sich künftig m o b i l i s i e r e n , wenn es g e l i n g t , die stark auseinanderklaffenden Aufwands- und Ertragsverhältnisse ein- zuengen. Dazu ist jedoch ein verfeinerter Produktionsablauf erforderlich, der wiederum e i n e höhere Informationsdichte über die Aufwands- und Ertragsdaten so- wie über das Produktionsgeschehen voraussetzt. Wesentliche Verbesserungen sind hier durch den elektronisch-technischen Fortschritt zu erwarten, welcher in der Land- und Betriebstechnik zunehmend an Bedeutung gewinnt.
Abbil
BEREICH
PLANUNG
ÜBERWACHUNG
STEUERUNG
AUFGABE Entscheidungshilfen für Änderung oder Neuentwicklung Teilsysteme:» Optimierung techn.-
biolog. Systeme Gesamtver- • Vergleich von fahren: Verfahren
• Kriterien für ökon.
Beurteilung Meldung unzulässiger Abweichungen und Ergebnisse
Teilsysteme:» Kontrolle biolog.- techn. Systeme Gesamtver- • betriebsspez. Kontrolle fahren: , Ermittlung betriebs-
spez. Daten
• Exakte Steuerung des Produktions- ablaufes
• Optimierung der Eingangsdaten in Abhängigkeit von der Zielgröße
ZEIT
lang- und mittel- fristig
mittel- und kurz- fristig
kurz- fristig bis mo- men- tan
DATEN- BANKEN (VLSI)
4l
y II
k
7
MIKRO- COMPUTER
düng 3: Einsatzbereiche von EDV und Mikroelektronik in der landwirtschaftl ichen Produktion
Drei Bereiche stehen dabei im Vordergrund (Abbildung 3).
o die P l a n u n g von Produktionsverfahren, o die Überwachung des Produktionsablaufes, o die Prozeßsteuerung
Im v o r l i e g e n d e n Beitrag wird der Einsatz der Datenverarbeitung und der Prozeßsteuerung aus der Sicht der Landtechnik in den genannten Bereichen exemplarisch an e i n i g e n Arbeiten des Institutes für Betriebstechnik dargestellt. Abschließend wird ein A u s b l i c k über M ö g l i c h k e i t e n und Grenzen dieser neuen Technologie aus der Sicht der Land- und Betriebstechnik gegeben.
2. Einsatz der EDV bei der P l a n u n g von Produktionsverfahren
Erste Voraussetzungen für eine verbesserte Produktion ist die Entwicklung und die Auswahl der den jeweiligen b e t r i e b l i c h e n Anforderungen entsprechenden Pro- duktionsverfahren. Dies setzt eine exakte und differenzierte P l a n u n g voraus.
Auf der B a s i s e m p i r i s c h gewonnener Daten lassen sich durch e i n e EDV-gestützte Simulation Produktionssysteme bzw. Teilsysteme m o d e l l m ä ß i g n a c h b i l d e n und so in A b h ä n g i g k e i t unterschiedlicher B e d i n g u n g e n landtechnische und betriebstech- nische Kennwerte ermitteln.
SCHÖN, Braunschweig 113
2.1 Simulation technisch-biologischer Teilsysteme am Beispiel eines Schlepper-Geräte-Bodenmodel 1 s
Kraft- \ Stoff / /
wd
Abbildung 4
•n 1R "5Q0/ 7?G Zopfw.= "4 /o qn ono/
T?M* I3...JO /o _ n c nno/ 7 / | _ - O U . . . Ö U /o
Zapfwellen- ]
r— N Betriebe i ^ Motor > il_ _,) berat
T Ä, : »— •
O l i I
TU Z V
n v} V] ff
Struktur und Aufbau des S i m u l a t i o n s m o d e l l s 'Schlepper-Gerät-Boden1 (nach JAHNS und STEINKAMPF)
ha/h
2 3 Arbeitsbreite b
A b b i l d u n g 5: M a x i m a l e F l ä c h e n l e i s t u n g beim Pflügen in Abhängigkeit von der Arbeitsbreite mit unterschiedlicher leistungsbezogener Masse des Schleppers (sandiger Lehm, t = 0,25 m; P(N) = 41,6 kW, 1 ; n(G) = 0,8). (nach JAHNS und STEINKAMPF)
Ein Beispiel der Simulation eines technisch-biologischen Teilsystems ist das von JAHNS und STEINKAMPF (2) entwickelte Modell des Systems
'Schlepper-Gerät-Boden1, Abbildung 4. In einem modular aufgebauten Modell wer- den die e i n z e l n e n Systemteile der durch entsprechende Prüfungen ermittelten technischen Kennfelder dargestellt. Die Verknüpfung mittels Simulationsrechnungen erlaubt es, für jeden realen oder hypothetischen Schlep- pertyp Flächenleistung und Energieverbrauch als wesentliche Zielgrößen in Abhängigkeit verschiedenster technischer und landwirtschaftlicher Faktoren zu errechnen. So kann beispielsweise bei einem gegebenen 42 kW-Schlepper der Einfluß von Pflugarbeitsbreite und konstruktionsbedingter Schlepperleistungs- masse auf die Flächenleistung dargestellt werden (Abbildung 5 auf Seite 114).
Dabei zeigt sich die große Bedeutung des heute sehr stark vernachlässigten Schleppergewichtes. Ä h n l i c h e Detail Untersuchungen sind für eine F ü l l e weiterer Konstruktionsmerkmale möglich. Eine umfassende Fragestellung ergibt sich aus dem Zwang zur Kraftstoffeinsparung beim Schleppereinsatz, A b b i l d u n g 6. In der Regel werden die Schlepper beim Pflügen wegen der m a x i m a l e n F l ä c h e n l e i s t u n g bei höchster N e n n l e i s t u n g gefahren. Das führt zwangsläufig zu höchstem Kraftstoffverbrauch. A l s Alternative bietet sich das Fahren des Schleppers beim Punkt mit dem niedrigsten spez. Kraftstoffverbrauch. Dadurch können bei dem ge- nannten Beispiel Kraftstoffeinsparungen bis zu 19% oder 5 l/ha erzielt werden;
gleichzeitig sinkt die F l ä c h e n l e i s t u n g aber um 40%.
Optimierung nach Flächenleistung Optimierung nach Kraftstoffverbrauch
leistungsbezogene Masse 84,6 [kg/kW]
] 0,5 1.0 1,5 m 2,0 0 0,5
Arbeitsbreite
Boden: lehmiger Ton; Gerät: Pf lug; Arbeitstiefe: 25cm ; OECD-Test 536
A b b i l d u n g 6: Flächenleistung und flächenbezogener Kraftstoffverbrauch in Abhängigkeit von der Arbeitsbreite, links bei Optimierung bezüglich der Flächenleistung (P(N) = 41,6 kW), rechts bei Optimierung bezüglich des Kraftstoffverbrauches (b(e m i n ) = 224 g/kWh). (Lehmiger Ton; t = 0,25 m; n(G) = 0,8) (nach JAHNS und STEINKAMPF)
2.3 S i m u l a t i o n von Produktionsverfahren am B e i s p i e l der Legehennenhaltung Die Einführung weiterentwickelter oder neuer Arbeits- und Produktionsverfahren hat weitreichende mikro- und makroökonomische Folgen. Hierfür kann die Simulation gesamter Produktionsverfahren sowohl dem Betriebsleiter als auch der Beratung und Administration differenzierte Entscheidungshilfen liefern. Basis solcher Simulationen sind Modelle von Arbeits- und Produktionsverfahren, in die SCHÖN, Braunschweig 115
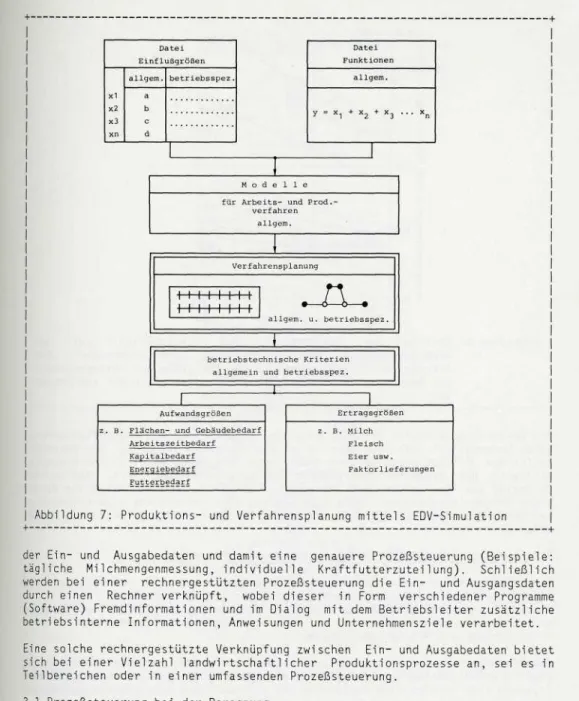
Produktionsfunktionen eingehen, welche die erforderlichen Elemente in Abhängigkeit verschiedener Einflußgrößen beschreiben (Abbildung 7 auf Seite 117).
Diese Einflußgrößen können mit a l l g e m e i n vorgegebenen Werten, aber auch mit betriebsspezifischen Daten, belegt werden. Die anschließende Simulation ermöglicht alternative Verfahrensplanungen und berechnet die Auswirkungen ver- schiedener Randbedingungen auf ausgewählte Aufwands- und Ertragsgrößen.
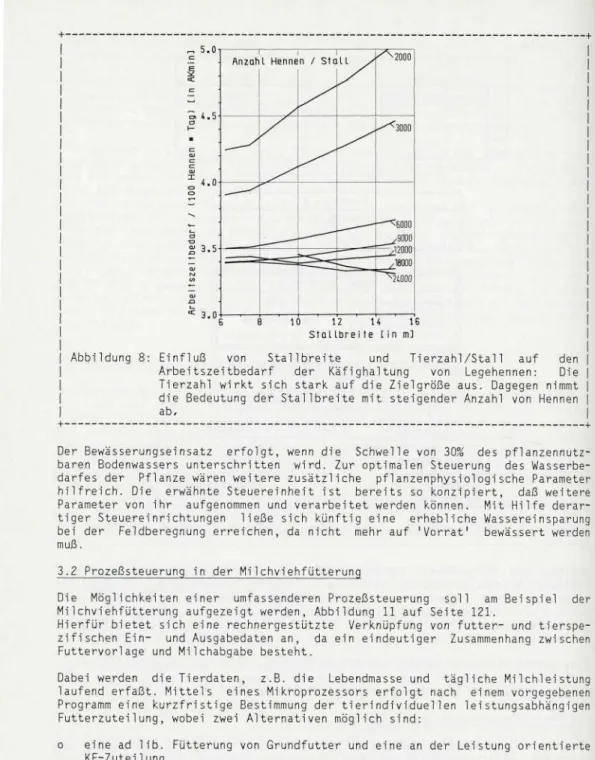
Die Vorbereitung auf eine evtl. Tierschutzgesetzgebung hat HAMMER (3) zur Simulation verschiedener Verfahren der Hühnerhaltung veranlaßt. E i n i g e Bei- spiele h i n s i c h t l i c h Arbeitszeitbedarf und Kapitalbedarf sind in A b b i l d u n g 8 auf Seite 118 dargestellt.
Die S i m u l a t i o n von Produktionsverfahren wird in der Regel nur für mittel- oder langfristige Entscheidungen und meist auch nur punktuell benötigt. Sie ist des- halb ein Instrument der Produktplanung, der Beratung und der Wissenschaft.
Schon aus diesem Grund, vor allem aber auch wegen der Fülle der benötigten Da- ten und deren Pflege, ist eine übergeordnete zentrale Datensammlung, Aufberei- tung und Fortschreibung s i n n v o l l , wie dies beispielsweise bei der KTBL-Datenbank gehandhabt wird (4). Dies kann aber nur der Anfang zu einem weiteren Informations- und Datenverbund s e i n , in dem Wetterdaten, ökonomische Daten, Pflanzenschutzdaten, Marktdaten usw. eingehen (very large System Inte- gration) (5).
Mikroprozessoreinsatz in der Prozeßsteuerung
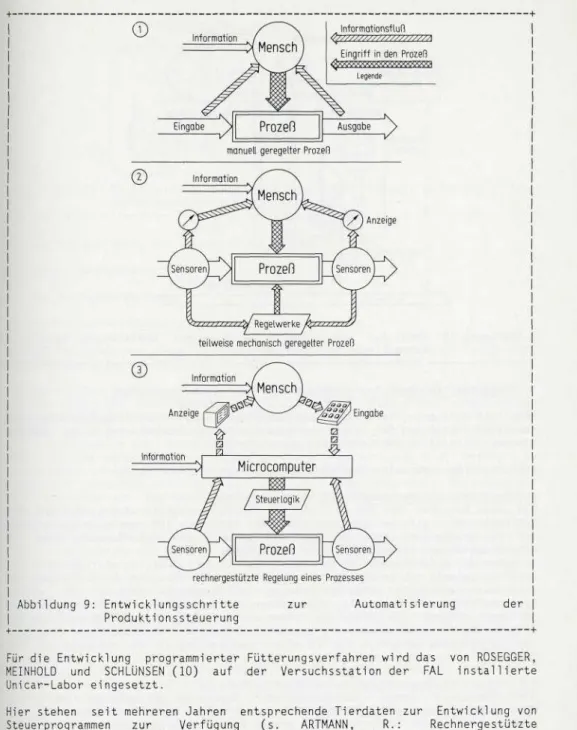
Im Gegensatz zur P l a n u n g von Produktionsverfahren steht die Produktionssteue- rung, die der exakten Steuerung des Produktionsablaufes dient. Hierzu müssen laufend kurzfristige Entscheidungen getroffen werden. Dies erfordert e i n e in die Produktionsverfahren integrierte Datenverarbeitung mittels Mikroprozessoren. Die Produktionssteuerung, a l l g e m e i n Prozeßsteuerung genannt, ist dadurch gekennzeichnet, daß die Eingangsgrößen in Abhängigkeit von den Zielgrößen so geregelt werden, daß ein optimaler Prozeßablauf erzielt wird (6), (Abbildung 9 auf Seite 119).
Eine solche R e g e l u n g erfolgt in herkömmlicher Weise m a n u e l l durch den Menschen, wobei der Erfolg im wesentlichen von den Intensionen und Fähigkeiten des Betriebsleiters bestimmt wird. Die Prozeßsteuerung gestaltet sich um so schwie- riger,
o je ungenauer sich Ein- und Ausgabedaten erfassen lassen, z.B. wegen einer hohen Heterogenitat des 'Werkstoffes1 (Futter) oder s i n n l i c h nicht wahr- nehmbarer Merkmale (Inhaltsstoffe),
o je komplexer ein Produktionssystem und je größer die z e i t l i c h e Verzögerung zwischen Ein- und Ausgabe ist,
o je mehr Umwelteinflüsse und Störgrößen auf den Produktionsprozeß einwirken, o je mehr Prozesse von einer Person g l e i c h z e i t i g zu überwachen sind.
Diese Erschwernisse sind in hohem Maße bei der Produktion gegeben, was zu einer mangelnden Effizienz des Betriebsmitteleinsatzes und zu einer mentalen Überlastung des Betriebsleiters und seiner Mitarbeiter führen kann. Deshalb versucht man, die Prozeßsteuerung durch weitere M e c h a n i s i e r u n g und Automatisie- rung schrittweise zu verbessern (7). Zunächst werden dafür einfache technische Steuer- und Regel Vorgänge automatisiert, wie beispielsweise die Regelhydraulik am Schlepper.
In einem nächsten Schritt kommen Sensoren mit entsprechenden Anzeigemöglichkeiten zum Einsatz. Sie gestatten bereits e i n e exakte Überwachung
Datei Einflußgrößen
x1
x3 xn
allgem.
a b d
betriebsspez .
Datei Funktionen
allgem.
M o d e l l für Arbeits- und Prod.
verfahren allgem.
Verfahrensplanung
1 1 1 1 1 1 1 1 i t 1 1
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
allgem. u. betriebsspez.
betriebstechnische Kriterien allgemein und betriebsspez.
Aufwandsgrößen z . B . Flächen- und Gebäi
Arbeitszeitbedarf Kapitalbedarf Energiebedarf Futterbedarf
idebedarf
Ertragsgrößen Milch Fleisch Eier usw.
Faktorlieferunge
Abbildung 7: Produktions- und Verfahrensplanung m i t t e l s EDV-Simulation der Ein- und Ausgabedaten und damit eine genauere Prozeßsteuerung (Beispiele:
tägliche Milchmengenmessung, i n d i v i d u e l l e Kraftfutterzuteilung). S c h l i e ß l i c h werden bei einer rechnergestützten Prozeßsteuerung die Ein- und Ausgangsdaten durch einen Rechner verknüpft, wobei dieser in Form verschiedener Programme (Software) Fremdinformationen und im D i a l o g mit dem Betriebsleiter zusätzliche betriebsinterne Informationen, Anweisungen und Unternehmensziele verarbeitet.
Eine solche rechnergestützte Verknüpfung zwischen Ein- und Ausgabedaten bietet sich bei einer V i e l z a h l landwirtschaftlicher Produktionsprozesse an, sei es in Teilbereichen oder in einer umfassenden Prozeßsteuerung.
3.1 Prozeßsteuerung bei der Beregnung
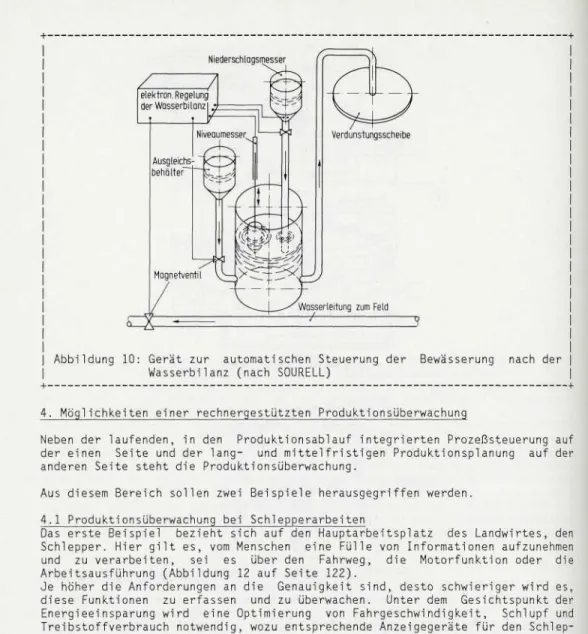
So besteht zum B e i s p i e l bei der Feldberegnung das Problem, die Wassergabe dem durch das Pflanzenwachstum und den Witterungsbedingungen tatsächlich entste- henden Wasserdefizit anzupassen. Daher wurde von SOURELL (8) eine automatische Steuereinrichtung entwickelt, welche von den Meßgrößen Verdunstung durch die Pflanze und Niederschlag ausgeht und selbstregulierend die k l i m a t i s c h e Wasser- bilanz erstellt, Abbildung 10 auf Seite 120.
SCHÖN, Braunschweig 117
^ 5.0
, 4.5
4.0
3.5-
3.0 10 12 14 16
S t a l l b r e i t e [ i n m ]
Abbildung 8: Einfluß von Stallbreite und Tierzahl/Stall auf den Arbeitszeitbedarf der Käfighaltung von Legehennen: Die Tierzahl wirkt sich stark auf die Zielgröße aus. Dagegen nimmt die Bedeutung der Stallbreite mit steigender Anzahl von Hennen ab,
Der Bewässerungseinsatz erfolgt, wenn die Schwelle von 30% des pflanzennutz- baren Bodenwassers unterschritten wird. Zur optimalen Steuerung des Wasserbe- darfes der Pflanze wären weitere zusätzliche pflanzenphysiologische Parameter hilfreich. Die erwähnte Steuereinheit ist bereits so konzipiert, daß weitere Parameter von ihr aufgenommen und verarbeitet werden können. Mit H i l f e derar- tiger Steuereinrichtungen ließe sich künftig eine erhebliche Wassereinsparung bei der Feldberegnung erreichen, da nicht mehr auf 'Vorrat' bewässert werden muß.
3.2 Prozeßsteuerung in der Milchviehfütterung
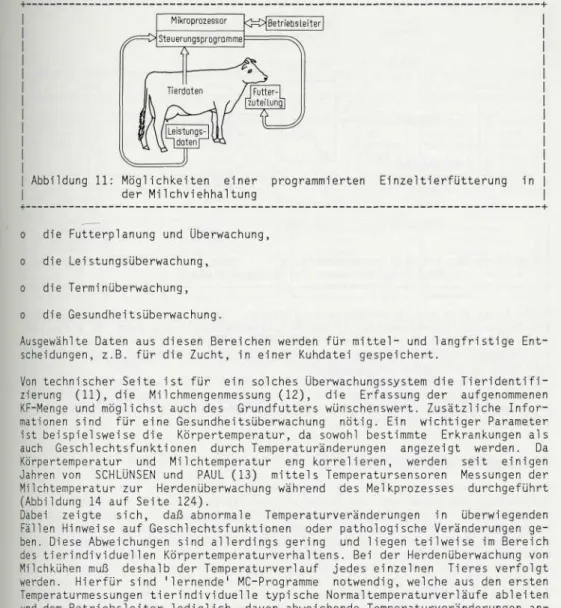
Die M ö g l i c h k e i t e n einer umfassenderen Prozeßsteuerung soll am B e i s p i e l der Milchviehfütterung aufgezeigt werden, Abbildung 11 auf Seite 121.
Hierfür bietet sich eine rechnergestützte Verknüpfung von futter- und tierspe- zifischen Ein- und Ausgabedaten an, da ein eindeutiger Zusammenhang zwischen Futtervorlage und M i l c h a b g a b e besteht.
Dabei werden die Tierdaten, z.B. die Lebendmasse und t ä g l i c h e M i l c h l e i s t u n g laufend erfaßt. Mittels eines Mikroprozessors erfolgt nach e i n e m vorgegebenen Programm eine kurzfristige Bestimmung der t i e r i n d i v i d u e l l e n leistungsabhängigen Futterzuteilung, wobei zwei Alternativen m ö g l i c h sind:
o eine ad lib. Fütterung von Grundfutter und eine an der Leistung orientierte KF-Zuteilung,
o eine leistungsorientierte Zuteilung von Grund- und Kraftfutter nach dem Minimalkostenprinzip.
©
^_N l 1 ±1 N Eingabe )» PrOZGfi Ausgabe )>
v \ l v
Sensoren y PrOZGn Sensoren
teilweise mechanisch geregelter Prozeß
Eingabe
Abbildung 9: Entwicklungsschritte Produkti ans Steuerung
rechnergestützte Regelung eines Prozesses
zur Automatisierung der
Für die Entwicklung programmierter Fütterungsverfahren wird das von ROSEGGER, MEINHOLD und SCHLÜNSEN (10) auf der Versuchsstation der FAL i n s t a l l i e r t e Unicar-Labor eingesetzt.
Hier stehen seit mehreren Jahren entsprechende Tierdaten zur Entwicklung von Steuerprogrammen zur Verfügung (s. ARTMANN, R.: Rechnergestützte Prozeßsteuerung in der M i l c h v i e h h a l t u n g in diesem Heft).
SCHÖN, Braunschweig 119
Niederschlagsmesser
Abbildung 10: Gerät zur automatischen Steuerung der Bewässerung nach der Wasserbilanz (nach SOURELL)
4. M ö g l i c h k e i t e n einer rechnergestützten Produktionsüberwachung
Neben der l a u f e n d e n , in den Produktionsablauf integrierten Prozeßsteuerung auf der e i n e n Seite und der lang- und mittelfristigen Produktionsplanung auf der anderen Seite steht die Produktionsüberwachung.
Aus diesem Bereich sollen zwei B e i s p i e l e herausgegriffen werden.
4.1 Produktionsüberwachung bei Schlepperarbeiten
Das erste Beispiel bezieht sich auf den Hauptarbeitsplatz des Landwirtes, den Schlepper. Hier g i l t es, vom Menschen eine F ü l l e von Informationen aufzunehmen und zu verarbeiten, sei es über den Fahrweg, die Motorfunktion oder die Arbeitsausführung (Abbildung 12 auf Seite 122).
Je höher die Anforderungen an die Genauigkeit sind, desto schwieriger wird es, diese Funktionen zu erfassen und zu überwachen. Unter dem Gesichtspunkt der Energieeinsparung wird eine Optimierung von Fahrgeschwindigkeit, Schlupf und Treibstoffverbrauch notwendig, wozu entsprechende Anzeigegeräte für den Schlep- perfahrer erforderlich sind. In einem weiteren Schritt wird derzeit an der Entwicklung eines Bordcomputers gearbeitet, der wichtige Funktionen optimiert und selbständig steuert, z.B. die Fahrgeschwindigkeit in Abhängigkeit von Flächenleistung und Energiebedarf.
4.2 Produktionsüberwachung in der M i l c h v i e h h a l t u n g
Als B e i s p i e l einer umfassenderen Produktionsüberwachung sei die Herdenüberwachung bei M i l c h v i e h genannt. Eine solche Herdenüberwachung muß sich auf die wichtigsten Kriterien beschränken. Dazu müssen zwar eine F ü l l e von Da- ten erfaßt und verarbeitet werden, als Informationsquelle für den Betriebslei- ter dienen sie aber nur bei entsprechender Verdichtung, wobei aktuelle Terminmahnungen und Hinweise auf abnormale Trendabweichungen von besonderem In- teresse sind. Im wesentlichen umfaßt die Herdenüberwachung folgende Bereiche (Abbildung 13 auf Seite 123):
Abbildung 11: Möglichkeiten einer programmierten Einzeltierfütterung der M i l c h v i e h h a l t u n g
o die Futterplanung und Überwachung, o die Leistungsüberwachung,
o die Terminüberwachung, o die Gesundheitsüberwachung.
Ausgewählte Daten aus diesen Bereichen werden für mittel- und langfristige Ent- scheidungen, z.B. für die Zucht, in einer Kuhdatei gespeichert.
Von technischer Seite ist für ein solches Überwachungssystem die Tieridentifi- zierung (11), die Milchmengenmessung (12), die Erfassung der aufgenommenen KF-Menge und m ö g l i c h s t auch des Grundfutters wünschenswert. Zusätzliche Infor- mationen sind für eine Gesundheitsüberwachung nötig. Ein wichtiger Parameter ist beispielsweise die Körpertemperatur, da sowohl bestimmte Erkrankungen als auch Geschlechtsfunktionen durch Temperaturänderungen angezeigt werden. Da Körpertemperatur und Milchtemperatur eng korrelieren, werden seit e i n i g e n Jahren von SCHLÜNSEN und PAUL (13) mittels Temperatursensoren Messungen der Milchtemperatur zur Herdenüberwachung während des Melkprozesses durchgeführt (Abbildung 14 auf Seite 124).
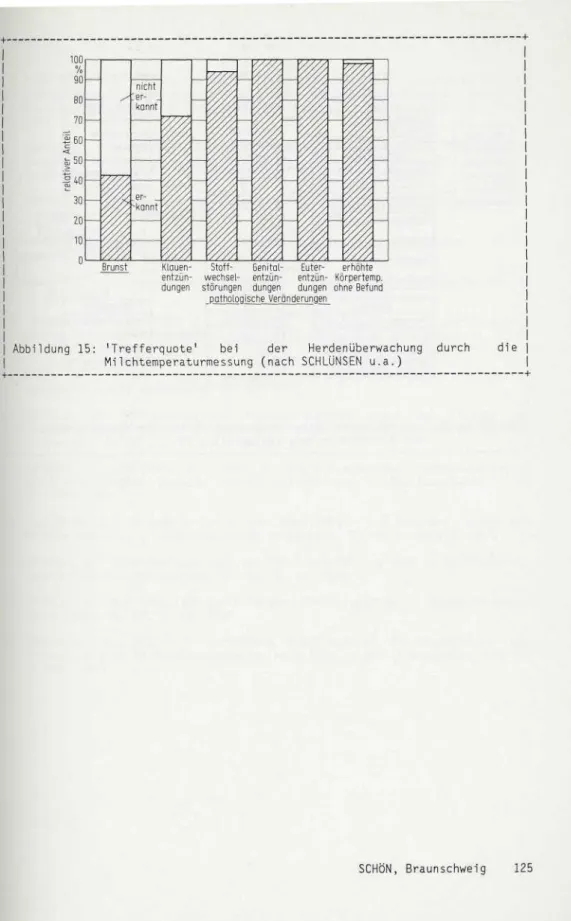
Dabei zeigte sich, daß abnormale Temperaturveränderungen in überwiegenden Fällen Hinweise auf Geschlechtsfunktionen oder pathologische Veränderungen ge- ben. Diese Abweichungen sind a l l e r d i n g s gering und l i e g e n teilweise im Bereich des t i e r i n d i v i d u e l l e n Körpertemperaturverhaltens. Bei der Herdenüberwachung von M i l c h k ü h e n muß deshalb der Temperaturverlauf jedes e i n z e l n e n Tieres verfolgt werden. Hierfür sind "lernende1 MC-Programme notwendig, welche aus den ersten Temperaturmessungen t i e r i n d i v i d u e l l e typische Normaltemperaturverläufe ableiten und dem Betriebsleiter l e d i g l i c h davon abweichende Temperaturveränderungen an- zeigen. In 2-jährigen Versuchen konnte eine V i e l z a h l pathologischer Veränderungen mit hoher Trefferquote durch Milchtemperaturveränderungen ange- zeigt werden (Abbildung 15 auf Seite 125).
Insbesondere gelang es, Tiere mit Mastitiden frühzeitig zu erkennen.
Darüber h i n a u s konnten H i n w e i s e auf Stoffwechselerkrankungen, Erkrankungen des Geschlechtsapparates und sonstiger fiebriger Erkrankungen durch diese Methode gewonnen werden. Dagegen gelang es n i c h t , die Brunst von Tieren über Milchtemperaturänderungen mit ausreichender Treffsicherheit zu erkennen. Insge- samt zeigte es sich, daß durch die automatische Erfassung der Milchtemperatur die Herdenüberwachung bei der Milchviehhaltung verbessert werden kann.
Eine solche Herdenüberwachung ist aber nur in Verbindung mit der Prozeßsteuerung s i n n v o l l , da für beide Bereiche eine Reihe g l e i c h e r Einrich- tungen genutzt werden können und v i e l e Daten der Prozeßsteuerung in verdich- SCHÖN, Braunschweig 121
Arbeitsgeräte
Abbildung 12: Informationsverarbeitung beim Schlepperfahren und M ö g l i c h k e i t e n einer Teilautomatisierung
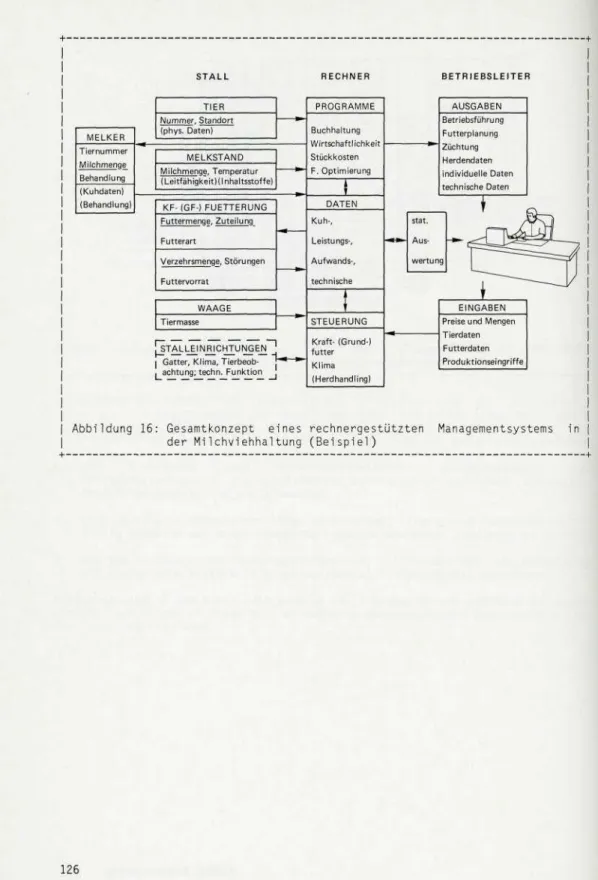
teter Form auch der Herdenüberwachung d i e n e n . Damit stellt sich die Aufgabe, die Fragen des EDV-Einsatzes in der M i l c h v i e h h a l t u n g - wie auch in v i e l e n an- deren Produktionsbereichen - als umfassendes Managementsystem zu konzipieren.
Ein Konzept eines umfassenden rechnergestützten Managementsystems ist in A b b i l d u n g 16 auf Seite 126 dargestellt.
Ein solches System kann nur schrittweise entwickelt und realisiert werden. Auch für den Landwirt empfiehlt sich ein stufenweiser Aufbau und eine schrittweise Einarbeitung. Dies setzt voraus, daß von vornherein a l l e Teilsysteme aufein- ander abgestimmt sind, was derzeit meist nicht der Fall ist.
5. Zusammenfassung und Folgerungen
Elektronik, Mikroprozessor und Datenbanksysteme werden bei der P l a n u n g , Überwachung und Steuerung von Produktionsverfahren zunehmend an Bedeutung ge- w i n n e n . Dabei wird der elektronisch-technische Fortschritt den bisher in der Landtechnik vorherrschenden mechanisch-technischen Fortschritt ablösen, ohne die menschliche Arbeit durch Kapital zu substituieren. Es ist also nicht zu befürchten, daß dadurch Arbeitsplätze 'wegrationalisiert1 werden, sondern wir erwarten uns:
o einen verfeinerten sicheren Produktionsablauf, der zu einer Einengung des Streubereiches der Aufwands-Ertragsrelationen und zu einer Ausschöpfung des genetischen Potentials führen kann: Also höhere Leistungsfähigkeit, ge- ringerer Produktionsmittel verbrauch, geringere Verluste und höhere Zuverlässigkeit.
o eine Steigerung der Produktqualität durch e i n e entsprechende Produktionsüberwachung. Dies kann beispielsweise zu einem sparsameren Dünge- und Pflanzenschutzmitteleinsatz oder durch rechtzeitiges Erkennen pathologischer Veränderungen zu vermindertem Medikamenteneinsatz führen.
o eine physische, aber vor a l l e m psychische Entlastung des Menschen bei Kontroll- und Überwachungsaufgaben sowie e i n e Lockerung der Zeitbindung, insbesondere in der tierischen Produktion.
Futter
F. Mengen F. Vorräte
V /
\
' /
Leistung
F. Ration F. Qualität F. Preise
aktuel er Stand Futter aufger be orr ec m hn en ung e KF-und GF-Menge Stand de
Kuh-IMr.
F
1
uttervorräte
F
Tiernummer Milchrr enge L. Masse
V, J
\
akti Tr Tagesleis Lebendn
± M
vom T /
el Milchin- halts- stoffe
er
;nd tung
asse en inutenger d nelk M.-Masch.-Überwachung
1'
Ter
' akti Terr Tage in de min
/
Gesundheit 1) 2) Abkalbe-
tag Besamung Brunst
e l e
Läktation Brünstigket Abkalbete Trockenste
m Ik Futterumste
n n ung Routine-Behandlungen
\'
Tiernummer | Behand- Milchmenqe lunqen F. Aufnahme \ / Erkran-
kungen
"
Abweichungen vom Trend
± Milchtemperatur
± Futteraufnahme
± Milchmenge
± Freßze ten (sonst, phys. Parameter)
t K u h d a t e i
Abbi Idung
Futterverbrauch insgesamt Futteraufnahme
insgesamt Futterverwertung/
ges Milchleistung Laktationsverlauf M r
13: Möglichkeiten
utengemelk
Nr. L Lakta
äktation Zahl der Behandlungen tic
Zwische Zahleer
nstage nkalbezeit
Besamungen
Erkrankungen Geburtsverauf
11 automatische E ngabe 2) manuelle Eingabe
einer rechnergestützten Herdenüberwachung in der Milchviehhaltung
o eine verbesserte E n t s c h e i d u n g s h i l f e bei der Neukonzeption und Einführung verbesserter oder neuer Produktionsverfahren sowohl im mikro- als auch im makroökonomischen Bereich.
Die aufgeführten B e i s p i e l e sollten e i n i g e M ö g l i c h k e i t e n der v i e l f ä l t i g e n Nut- zung von Elektronik und Datenverarbeitung in der landwirtschaftlichen Produk- tionstechnik umreißen. Es bedarf keiner besonderen Betonung, daß sich der elektronisch-technische Fortschritt erst im Anfangsstadium befindet. Bezogen auf den in Prognosen für das Jahr 2000 vorausgesagten Einsatzumfang, beträgt die derzeitige Nutzung der Mikroelektronik in der gewerblichen Wirtschaft nur etwa 5%. Es sind deshalb noch eine F ü l l e von Entwicklungs- und Forschungsauf- gaben zu lösen. Derzeit stehen dabei für die Landwirtschaft vor a l l e m folgende Bereiche im Vordergrund:
o die Entwicklung weiterer Sensoren, insbesondere zur Bestimmung von Inhalts- stoffen und physiologischer Parameter,
o die Erarbeitung praxisgerechter Steuer- und Überwachungsprogramme, also einer 'maßgeschneiderten1 Software-Entwicklung,
SCHÖN, Braunschweig 123
Tieridentifizierung
1. Melkzeug n-tes Melkzeug -
Mutti- plexer
A b b i l d u n g 14: Automatische Erfassung der Milchtemperatur zur indirekten Überwachung der Körpertemperatur bei Kühen (nach PAUL und SPECKMANN)
o die E i n b i n d u n g der betriebstechnischen Prozeßsteuerung und Prozeßüberwachung in ein umfassenderes ökonomisch orientiertes System der Produktionsüberwachung und Steuerung.
o eine umfassende Einsatzforschung, um Beratung, Praxis und Industrie recht- zeitig Hinweise auf aussichtsreiche Lösungen und deren Zuordnung zu geben, o und s c h l i e ß l i c h eine Forschungskonzeption, welche b i o l o g i s c h e , technische
und ökonomische Aspekte in einem systemanalytischen Ansatz integriert.
Letzteres wird in dem einen oder anderen Fall bisher streng gehütete und abge- grenzte Fachgrenzen in Frage stellen und eine produktbezogene Zusammenarbeit in der Forschung erzwingen.
Abbildung 15: 'Trefferquote1 bei der Herdenüberwachung durch die Milchtemperaturmessung (nach SCHLÜNSEN u.a.)
SCHÖN, Braunschweig 125
STALL B E T R I E B S L E I T E R
MELKER Tiernummer Milchmenge Behandlung
(Behandlung)
TIER Nummer, Standort (phys. Daten)
MELKSTAND Milchmenqe, Temperatur (Leitfähigkeit) (Inhaltsstoffe)
KF-(GF-) FUETTERUNG Futtermenge, Zuteilung Futterart
Verzehrsmenge, Störungen Futtervorrat
WAAGE Tiermasse
_STALLEIN_mCHTUNGE_N _ Gatter, Klima, Tierbeob- achtung; techn. Funktion
*-
-+-*-
PROGRAMME Buchhaltung Wirtschaftlichkeit Stückkosten F. Optimierung
t1 DATEN Kuh-, Leistungs-, Aufwands-, technische
' STEUERUNG Kraft- (Grund-) futter Klima (Herdhandling)
-^ —
AUSGABEN Betriebsführung Futterplanung Züchtung Herdendaten individuelle Daten technische Daten
i
stat.
Aus- wertu n 3
' ' ^~— ~_
EINGABEN Preise und Mengen Tierdaten Futterdaten Produktionseingriffe
Abbildung 16: Gesamtkonzept eines rechnergestützten der M i l c h v i e h h a l t u n g (Beispiel)
Managementsystems in
Literatur
1. MEINHOLD, K., WALTER, K.: Die Beziehungen zwischen Lebendgewicht und Grundfutteraufnahmevermögen der Milchkühe und ihr Einfluß auf die Futterko- sten. - Eine kritische ökonomische Analyse.- Züchtungskunde 52, S. 77-89, 1980
2. JAHNS; G., STEINKAMPF, H.: Einflußgrößen auf Flächenleistung und Energie- aufwand beim Schleppereinsatz. - Grundlagen der Landtechnik, Bd. 32, Nr. l, S. 20-27, 1982
3. HAMMER, W.: Simulationsmodelle zur Bewertung von Tierproduktionsverfahren.
- Grundlagen der Landtechnik, Bd. 32, Nr. l, 1982
4. BRUNDKE, M.: Datenbank für landwirtschaftliche Kalkulationsdaten. - Nachr.
Dok. 28, H. 6, S. 211-215, 1977
5. HALL, C.W.: To master new Technologies. - Agricultural e n g i n e e r i n g Nr. l, S. 29, 1982
6. ARTMANN, E., SCHLÜNSEN, D., SCHÖN, H.: Prozeßsteuerung in der Landwirt- schaft, dargestellt am Beispiel der M i l c h v i e h h a l t u n g . - Landtechnik, H. 4, S. 207-210, 1981
7. BATEL, W.: Automatisierung in der landwirtschaftlichen Produktion.
Landbauforschung Völkenrode, SH. 17, 1973
8. SOURELL, H.: Reduzierung der Bewässerungshöhe durch den Einsatz der Tropfbewässerung und eine gezielte Einsatzsteuerung. - Landbauforschung Völkenrode, SH. 57, S. 94-112, 1981
9. ARTMANN, R., SCHLÜNSEN, D., SCHÖN, H.: M ö g l i c h k e i t e n der Prozeßsteuerung in der Tierhaltung am B e i s p i e l der M i l c h v i e h h a l t u n g . - Züchtungskunde 53, S.
301-314, 1981
10. SCHLÜNSEN, D.: Unicar-System - e i n e M ö g l i c h k e i t zur Automatisierung der Milchproduktion. - Landbauforschung Völkenrode, SH 18, S. 93-110, 1973 11. ARTMANN, R.: Elektronische Systeme zur Tiererkennung und deren Anwendung.
Landbauforschung Völkenrode, SH. 62, S. 49, 1982
12. ORDOLFF, D.: Möglichkeiten zur Erfassung der Milchmenge. - Landbauforschung Völkenrode, SH. 62, S. 66, 1982
13. SCHLÜNSEN, D., PAUL, W.: Technische Möglichkeiten der Gesundheits- und Brunstkontrolle im Herdenmanagement beim Rind. - Der Tierzüchter, Nr. 12, S. 502, 1980
SCHÖN, Braunschweig 127