Behandlung und Verwertung der Reststoffe aus der Kupfer-Metallurgie
Stephan Steinacker, René Rumpold und Jürgen Antrekowitsch
1. Einleitung ...545
2. Einteilung der Reststoffe ...547
3. Aufarbeitungsmechanismen von kupferhaltigen Sekundärstoffen ...549
3.1. Direkte Aufarbeitung ohne Feuerraffination ...550
3.2. Direkte Aufarbeitung mit Feuerraffination ...552
3.3. Aufarbeitungsverfahren für Reststoffe ...553
3.3.1. Schmelzen und Reduktion ...554
3.3.2. Konvertieren ...556
3.3.3. Feuerraffination ...556
3.3.4. Elektrolyse ...556
4. Zusammenfassung und Ausblick ...557
5. Literatur ...557
1. Einleitung
Die jährliche Welt-Kupferproduktion beträgt rund 21 Millionen Tonnen, wodurch dieses Element den dritten Rang in der Metallerzeugung nach Eisen und Aluminium einnimmt.
[14]. Trotz des edlen Verhaltens von Kupfer beläuft sich die Recyclingquote nur auf 18 Pro- zent der Gesamtproduktion, was sich vor allem auf die lange Lebensdauer der Produkte zurückführen lässt. Hauptanwendungsgebiete von Cu liegen in der Elektronik sowie der Elektrotechnik, dem Bauwesen, dem Transportwesen, dem Maschinenbau und in verschie- denen anderen Verbrauchsgütern. [19, 20, 28]
Dank des edlen Charakters von Kupfer lassen sich jedoch auch Reststoffe, welche nur einen geringen Anteil an besagtem Element aufweisen, wirtschaftlich aufarbeiten. Je nach Art von Reststoff und dem einhergehenden Cu-Gehalt finden verschiedene Prozessrouten Anwen- dung. Während Schrott mit sehr hohen Kupferanteilen und einem geringen Prozentsatz an Verunreinigungen direkt im Feuerraffinationsschritt des pyrometallurgischen Primär- Produktionsprozesses eingesetzt werden kann, erfolgt die Aufarbeitung von niederqualita- tiveren Schrotten zumeist in einem Schachtofen oder einem anderen Reduktionsaggregat.
Nach erfolgtem Konvertieren, wofür zumeist der Peirce-Smith-Konverter das Aggregat der Wahl darstellt, kann das erhaltene Konverter-Kupfer ebenfalls gemäß Primärseite weiterverarbeitet werden. Im Gegensatz zur Herstellung aus dem Erz muss hier jedoch
nicht auf die Entstehung von schwefelhaltigen Abgasen geachtet werden. Hochwertige Kupferschrotte, welche nur geringfügige Verunreinigungen aufweisen, können zumeist in Herd- oder Schachtöfen ohne aufwendige Behandlung umgeschmolzen werden. Eine Zusammenfassung der erwähnten Aufarbeitungsrouten ist in Bild 1 ersichtlich. [18, 26]
Kupferhältige Materialien (10 bis 88 % Cu) Tlw. Verunreinigter
Kupferschrott (88 bis 99 % Cu)
Kupfer- und Legierungsschrott
Messinge, Bronzen, usw.
Hochwertiger Kupferschrott (99+ % Cu)
Schwarzkupfer (80+ % Cu)
Konverterkupfer (95+ % Cu)
Feuerraffination + Anodengießen
Anoden (99,5 % Cu)
Raffinationselektrolyse
Kathoden
Schmelzen
Flüssigkupfer < 20 ppm Verunreinigungen etwa 250 ppm Sauerstoff
Strangguß
Stranggießen Fabrikation und
Verwendung Fabrikation und Verwendung als Rohre und Bleche Messinge, Bronzen, usw.
Induktions- oder
fossil befeuerte Öfen Schacht- oder Herdöfen
Bild 1: Aufarbeitungsmöglichkeiten für Kupferreststoffe
Quellen:
Langer, B.E., Understanding Copper: Technologies, Markets, Business, Buchdruck + Offset Walter Wulf, Lüneburg, 2011 Schlesinger, M.E.; King, M.J.; Sole, K.C.; Davenport, W.G.: Extractive Metallurgy of Copper, 5. Auflage, Elsevier, UK, 2011
Neben dem essentiellen Ziel der Produktion von Sekundärkupfer gibt es jedoch noch einen weiteren Faktor, der das Recycling anfallender Reststoffe begünstigt. Der ver- hältnismäßig hohe Prozentsatz an anderen wertvollen Metallen wie Zink, Zinn und Blei – welche zum Teil in beträchtlichen Mengen in den Produkten vorhanden sind – begründet eine strukturierte Aufarbeitung verschiedener Fraktionen. Durch die gezielte Abtrennung besagter Elemente erfolgt eine Wirtschaftlichkeitssteigerung des Recyclingprozesses, die ebenfalls durch die Einsparung von Deponiekosten im Falle einer Aufarbeitung begünstigt wird. [18, 26]
2. Einteilung der Reststoffe
Da sich kupferhaltige Materialien meist hervorragend für einen Recyclingprozess eignen, weist die Vielfalt der Einsatzstoffe eine breite Palette auf. Die wesentlichen Reststoffe im Bereich der Kupfermetallurgie umfassen neben Schlacken, Stäuben,
Material Cu % Legierungsschrott 36 bis 60 Nichteisen-Shredder 10 bis 60 Schlacken 5 bis 50 Krätzen 10 bis 50 Schlämme 1 bis 40
Stäube 1 bis 30
Elektronikschrott 7 bis 20 Tabelle 1: Verschiedene Kupferreststoffe samt
enthaltenem Metallgehalt
Quellen:
International Copper Study Group, The World Copper Fact- book 2013, http://www.icsg.org/index.php/press-releases/
finish/170-publications-press-releases/1188-2013-world- copper-factbook, Abgerufen am: 14.03.2015
Langer, B.E., Understanding Copper: Technologies, Markets, Business, Buchdruck + Offset Walter Wulf, Lüneburg, 2011 Muchova, L.; Eder, P.; Villanueva, A.: End-of-waste Criteria for Copper and Copper Alloy Scrap: Technical Proposals, Luxembourg, 2011
Rentz, O.; Krippner, M.; Hähre, S.; Schultmann, F.: Report on Best Available Techniques (BAT) in Copper Production, Berlin, 1999
Schlesinger, M.E.; King, M.J.; Sole, K.C.; Davenport, W.G.:
Extractive Metallurgy of Copper, 5. Auflage, Elsevier, UK, 2011
Krätzen und Schlämmen ebenfalls hoch- wertigere Komponenten wie Legierungs- schrotte oder Shredder. Tabelle 1 liefert eine Übersicht über die verschiedenen Einsatzstoffe und zeigt die enorme Band- breite an anfallenden Kupfergehalten auf.
[13, 18, 23, 24, 26]
Im Wesentlichen lassen sich die einzel- nen Materialien in zwei Hauptgruppen unterteilen – die metallische sowie die nichtmetallische. Metallische Reststoffe weisen meist hohe Gehalte an Kupfer auf und bedürfen im Normalfall keiner aufwendigen Aufarbeitung. Legierungs- schrotte, zu denen zumeist Messing und Bronzen gehören, werden der Sekun- därmetallurgie zugeführt, wobei sich die enthaltenen Legierungselemente häufig im anfallenden Flugstaub sammeln.
Schrotte aus der Elektronikindustrie weisen zumeist auch Anteile an Chlor und Fluor auf, welche von Verpackungen und Kabelummantelungen herrühren.
[13, 18]
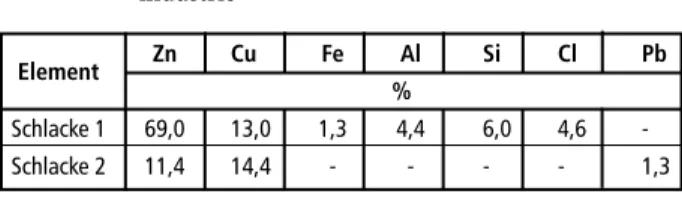
Im Fall der nichtmetallischen Reststoffe spielen Schlacken, Stäube, Krätzen und Schläm- me aus kupferproduzierenden und -bearbeitenden Industriebetrieben eine wesentliche Rolle. Häufig fallen diese Stoffe in Gießereien an, wobei ein Großteil der enthaltenen Metalle in oxidischer Form vorliegt. Tabelle 2 zeigt die typischen Elementgehalte
zweier unterschiedlicher Kupferschlacken aus der Messingindustrie. Diese weisen auf Grund von Le- gierungsgehalten von bis zu 45 Prozent einen sehr hohen Gehalt an Zink auf, wobei andere Begleitmetalle ebenfalls nicht vernachläs- sigt werden dürfen. [1, 2]
Element Zn Cu Fe Al Si Cl Pb %
Schlacke 1 69,0 13,0 1,3 4,4 6,0 4,6 - Schlacke 2 11,4 14,4 - - - - 1,3 Tabelle 2: Zusammensetzung zweier Schlacken aus der Messing-
industrie
Quellen:
Abdel Basir, S. M.; Rabah, M.A.: Hydrometallurgical recovery of metal values from brass melting slag, in: Hydrometallurgy, 31–44
Ahmed, I.M.; Nayl, A.A.; Daoud, J.A.: Leaching and recovery of zinc and copper from brass slag by sulfuric acid, In: Journal of Saudi Chemical Society
Schlämme aus der Galvanikindustrie stellen einen weiteren Sekundärrohstoff mit einem nicht zu unterschätzenden Anteil an Kupfer dar. Diese fallen zumeist bei der Abwasser- behandlung von Beschichtungslösungen als Hydroxid oder als andere schwerlösliche alkalische Verbindung an und weisen Cu-Gehalte von bis zu vierzig Prozent auf. In Europa entstehen jährlich mehr als 150.000 Tonnen dieser Materialien, weshalb sie eine wichtige Rolle für weiterführende Recyclingprozesse spielen. Da auf der einen Seite verschiedene Kupferlegierungen als Beschichtung dienen, auf der anderen aber auch Lösungen auf anderer Basis wie zum Beispiel Chrom zum Einsatz kommen, weisen
Element Cu Cr Ni Sn Zn Fe %
Chrombeschichtung 15,8 22,5 11,8 - 8,1 1,9 Mischung 1 3,0 0,1 3,0 - 7,0 1,0 Mischung 2 9,0 - 1,3 5,3 0,1 1,0 Tabelle 3: Typische Schlämme aus der Galvanikindustrie
Quellen:
Magalhaes, J.M.; Silva, J.E.; Castro, F.P.; Labrincha, J. A.: Physical and chemical characterisation of metal finishing industrial wastes, in: Journal of Environmental Management, 157–166
Sethu, V.S., Aziz, A.R.; Aroua, M.K.: Recovery and reutilisation of copper from metal hydroxide sludges, in: Clean Technologies and Environmental Policy, 131–136 Wazeck, J.: Heavy metal extraction from electroplating sludge using Bacillus subtilis and Saccharomyces cerevisiae, in: Journal of Central European Geology, 251–258
die anfallenden Schlämme häufig sehr unterschiedliche Zusammensetzungen auf.
Tabelle 3 zeigt die chemi- sche Analyse von drei Arten von Galvanikschlämmen, wovon der erste aus einer Chrombeschichtungsanlage und die beiden anderen aus allgemeinen Galvanisierbe- trieben stammen. Bemer- kenswert hierbei sind die stark streuenden Element- verteilungen. [21, 27, 30]
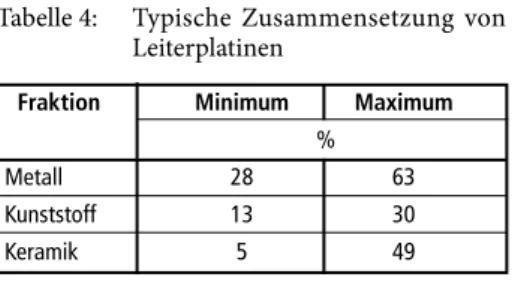
Neben metallischen sowie nichtmetallischen Kupferreststoffen existiert weiters die Gruppe des Elektro- und Elektronikschrotts, welche erst seit einigen Jahren immer wichtiger wird und somit ein relativ neues Einsatzprodukt darstellt. Aussagen über die chemische Zusammensetzung lassen je nach Art – wie bei den Schlämmen – keine Ver- allgemeinerungen zu. Leiterplatinen bieten auf Grund ihres hohen Wertmetallgehalts, zu dem besonders Gold gehört, eine lukrative Recyclingmöglichkeit, wobei sich der Einsatzstoff grob in die Kategorien Metall, Kunststoff und Keramik mit einem Verhältnis von 40:30:30 unterteilen lässt. Tabelle 4 gibt die Streubreite der Elementgehalte dieser Fraktionen wieder. [9, 18, 26, 31]
Tabelle 4: Typische Zusammensetzung von Leiterplatinen
Fraktion Minimum Maximum %
Metall 28 63
Kunststoff 13 30 Keramik 5 49 Quellen:
Guo, J., Guo, J.; Xu, Z.: Recycling of non-metallic fractions from waste printed circuit boards: A review, in: Journal of Hazardous Materials, 567–590
Langer, B.E., Understanding Copper: Technologies, Markets, Business, Buchdruck + Offset Walter Wulf, Lüneburg, 2011 Schlesinger, M.E.; King, M.J.; Sole, K.C.; Davenport, W.G.:
Extractive Metallurgy of Copper, 5. Auflage, Elsevier, UK, 2011 Yamane, L.H., Tavares de Moraes, Viviane, Romano Espinosa, Denise Crocce und Soares Tenório, Jorge Alberto, Recycling of WEEE: Characterization of spent printed circuit boards from mobile phones and computers, in: Waste Management, 2553–2558
Die Keramikfraktion der Leiterplatinen besteht hauptsächlich aus Aluminium- sowie Siliziumoxid, während weitere Elemente Titan- und Bariumverbindun- gen umfassen. In Epoxidharz getränkte Glasfasermatte stellt zumeist das Träger- material dar, welches häufig auch flamm- hemmende Substanzen enthält. Hauptver- bindung hierbei stellt Tetrabrombisphenol A dar, welches einen Anteil von ungefähr 59 Prozent Brom enthält. Aus diesem Grund führt das vermehrte Aufarbeiten von Schrotten aus der Elektronikindus- trie zur Ansammlung dieses Halogens.
Wie erwähnt besteht der größte Teil der Leiterplatinen jedoch aus Metallen, de- ren Verteilung in Tabelle 5 angeführt ist.
[3, 6, 9, 22, 31]
Tabelle 5: Metallgehalte von Leiterplatinen Element Minimum Maximum
Ag ppm 639 3.000
Au ppm 70 566
Pd ppm 75 124
Cu % 3,0 25,0
Fe % 4,5 7,7
Zn % 1,4 1,5
Ni % 0,2 1,1
Pb % 1,0 2,2
Al % 2,8 7,3
Quelle: Maurell-Lopez, S., Ayhan, M.; Eschen, M.; Friedrich, B.:
Autotherme Rückgewinnung aus WEEE-Schrott, In: Recycling und Rohstoffe, S. 413–427
Da Schrotte aus der Elektro- und Elek- tronikindustrie sehr oft inhomogene Zusammensetzungen aufweisen, steht eine gezielte Analyse und Aufbereitung dieser im Mittelpunkt. Besonders die einhergehende Kontamination durch or- ganische oder halogenhaltige Substanzen stellt hierbei ein Problem dar, wodurch ein Fokus auf die Abgasführung gelegt werden muss. Auf Grund der hohen Kup- fer- und Edelmetallgehalte weist diese Art von Reststoff jedoch ein hohes Potential auf. [9, 31]
3. Aufarbeitungsmechanismen von kupferhaltigen Sekundärstoffen
Das direkte Recycling von Kupferschrotten stellt eine Recyclingmöglichkeit für hoch- wertige Sekundärstoffe dar. Da grundlegend nur ein Umschmelzen der Einsatzmateri- alien erfolgt, ist die genaue chemische Analyse sehr wichtig. Im Rahmen der direkten Aufarbeitung findet keine Raffinationselektrolyse statt, wodurch ein beträchtlicher Anteil an Energie eingespart werden kann. Jedoch ist es dadurch nicht möglich, gegebe- nenfalls Edelmetallgehalte zu separieren, die beim Umschmelzen im Material bleiben.
Dieses Verfahren bietet sich für das Umschmelzen von Legierungen wie Bronzen und
Messing an, da hierdurch die Legierungselemente in den gewünschten Anteilen in den Rohstoffen verbleiben und so nicht erneut hinzulegiert werden müssen. Für Materialien mit hohen Qualitätsansprüchen kommt hingegen die konventionelle Raffination zum Einsatz. [5, 18, 23]
3.1. Direkte Aufarbeitung ohne Feuerraffination
Obwohl das direkte Recycling einen aus metallurgischer Sicht relativ simplen Prozess darstellt, ist auf einige Details Acht zu geben. Grundsätzlich sind verschiedene Zuschläge notwendig, um einerseits die Qualitätseinbußen gering zu halten und auf der anderen Seite Materialverluste zu verhindern. Hauptquelle dafür stellt die Krätzbildung dar, welche auf Reaktionen des flüssigen Metalls mit der Atmosphäre und dem Feuerfest- material zurückgeht. Die Verflüchtigung von Elementen mit hohem Dampfdruck – wie zum Beispiel Zink im Fall von Messing – stellt eine weitere Verlustquelle dar. Neben den Legierungselementen lässt sich die Qualität von Kupferschmelzen besonders durch den Wasserstoff- und Sauerstoffgehalt definieren, wodurch auf eine geeignete Prozessführung zu achten ist. H2 veranlasst bei Gusslegierungen Porosität, was zu einer geringeren Le- bensdauer des Werkstücks führt, während O2 Versprödung und eine damit einhergehende verminderte Leitfähigkeit begründet. Auf Grund dieser Konsequenzen existieren strenge Spezifikationen für Sauerstoff und Wasserstoff. Abhilfe hierfür schaffen die Verwendung von geeignetem Feuerfestmaterial, niedrige Schmelztemperaturen, kurze Verweilzeiten sowie Desoxidation und die Verwendung von Abdeckmitteln. [5]
Letztere können grundsätzlich in neutrale, oxidierende und reduzierende unterteilt wer- den. Neutrale Abdeckmittel sorgen dafür, dass sich eine Barriere zwischen der Schmelze und der Atmosphäre bildet, wodurch es zu einer geringeren H2- sowie O2-Aufnahme kommt. Glas und Quarzsand stellen typische Vertreter dieser Abdeckmittel dar, die ebenfalls als Oxidsammler fungieren und so einen positiven Reinigungseffekt auf die Schmelze haben. Kupferoxid und Silikat-Borat-Mischungen repräsentieren Vertreter der oxidierenden Abdeckmittel. Diese verhindern die Aufnahme von Wasserstoff bzw.
verringern dessen Gehalt in der Schmelze. Sowohl neutrale als auch oxidierende Zu- satzstoffe stabilisieren die vorhandene Krätze, wodurch deren mechanische Entfernung erleichtert wird. [5, 11]
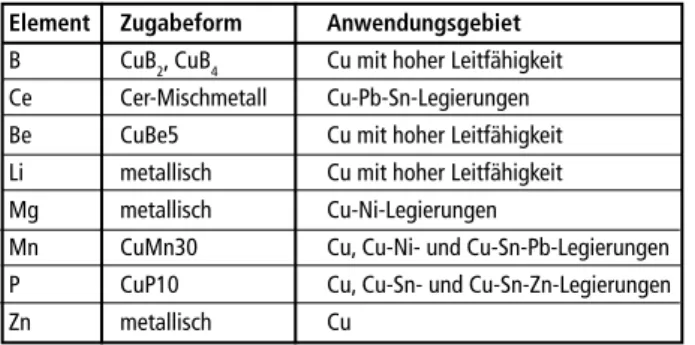
Die Verringerung des in der Schmelze vorhandenen Sauerstoffs erfolgt über den Einsatz von Desoxidationsmitteln und einer folgenden Abtrennung der angefallenen Oxidati- onsprodukte. Tabelle 6 zeigt verschiedene Desoxidationsmittel, welche häufig Einsatz in der Kupferindustrie finden. Im Fall von Messingschmelzen fällt die Desoxidation weg, da diese bereits einen erhöhten Anteil an unedlen Elementen aufweisen. [5, 11]
Eine erfolgreiche Desoxidation der Kupferschmelze erfordert die anschließende Verwen- dung von reduzierenden Abdeckmitteln, um eine erneute O2-Aufnahme zu verhindern.
Da bereits desoxidierte Schmelzen dazu tendieren, H2 aufzunehmen, ist darauf zu achten, dass die verwendeten Zuschlagsstoffe keinen Wasserstoff in Form von Feuchtigkeit oder Kohlenwasserstoffen enthalten. Falls eine Legierung Elemente mit hohem Dampfdruck enthält, lässt sich durch die Verwendung von adäquaten Abdeckmitteln der Effekt der Abdampfung verringern, jedoch nicht vollständig unterbinden. [5, 11]
Induktionsöfen stellen das gängigste Aggregat für die direkte Aufarbeitung von Kup- ferschrotten dar. Ein alternierendes Magnetfeld induziert Ströme im Einsatzmaterial, welches sich auf Grund des ohmschen Widerstandes aufheizt und schmilzt. Zusätzlich zum Erhitzen der Charge bewirkt das Magnetfeld eine charakteristische Badbewegung, wodurch auch Materialien mit geringer Oberfläche – zu denen vor allem Späne gehö- ren – erfolgreich aufgeschmolzen werden. Allgemein lässt sich zwischen Rinnen- und Mittelfrequenz-Induktionsöfen unterscheiden, wobei bei ersteren nur eine Rinne induktiv beheizt wird, während bei letzterer die Spule den ganzen Ofenraum umgibt.
Bild 2 gibt den Aufbau eines solchen Mittelfrequenz-Induktionsofens wieder. [17, 18]
Tabelle 6: Desoxidationsmittel in der Kupferindustrie Element Zugabeform Anwendungsgebiet B CuB2, CuB4 Cu mit hoher Leitfähigkeit Ce Cer-Mischmetall Cu-Pb-Sn-Legierungen Be CuBe5 Cu mit hoher Leitfähigkeit Li metallisch Cu mit hoher Leitfähigkeit Mg metallisch Cu-Ni-Legierungen
Mn CuMn30 Cu, Cu-Ni- und Cu-Sn-Pb-Legierungen P CuP10 Cu, Cu-Sn- und Cu-Sn-Zn-Legierungen Zn metallisch Cu
Quellen:
Copper Development Association Inc., The U.S. Copper-base Scrap Industry and its By-products – 2006: Technical Report, http://www.seas.columbia.edu/earth/
RRC/documents/copper%20scrap%20 report.pdf, Abgerufen am: 14.03.2015 Hasse, S.; Giesserei Lexikon, 19. Auflage, Schiele&Schön, 2008
Schmelze Keramischer Tiegel Spulenkäfig
Schwingungs- dämpfer
Gießschnauze
Joch
Antenne Erdschlussüberwachung
Dauerfutter mit eingebrachten OCP Sensorkabel
Ofenkopf
Kühlspule Stromspule
Abschlackschnauze
Wärmedämmung
Bild 2: Aufbau eines Mittelfrequenz-Induktionsofens für direktes Kupferrecycling
Quelle: Junker, O.: Anlagen für Kupfer und Kupferlegierungen, http://www.otto-junker.de/go/de/produkte-technologien/anlagen- fuer-kupfer-und-kupferlegierungen.html, Abgerufen am: 14.03.2015
Tabelle 7: Arbeitsschritte zur Produktion von Reinkupfer
Quellen:
Guixa Arderiu, O.; Properzi, G.: Continuous Copper Rod Production from 100 Percent Scrap, in: Wire journal inter- national, 60–67
Suping, Y.; Qinghua, L.: Process features and operation practi- ces of NGL furnace in secondary copper smelter, in: Recycling and Waste Management, Proceeding of Copper 2013, 323–335
Im Bereich des direkten Kupferrecyclings kommen primär Rinnen-Induktionsöfen zum Einsatz, da diese mit einem Wirkungsgrad von 80 bis 90 Prozent einen wesentlich höheren Wert als Mittelfrequenz-Induktionsöfen mit rund 56 Prozent besitzen. Ein großer Nachteil ist jedoch, dass stets ein flüssiger Sumpf in der Rinne verbleiben muss, wodurch der Ofen nie vollständig entleert werden kann. Da bei dieser Art von Aggregat üblicherweise keine Raffination stattfindet, lässt sich die chemische Zusammensetzung nur durch Verdünnen oder Hinzulegieren ändern. [17, 18]
An Stelle von Induktionsöfen kommen üblicherweise auch Schachtöfen für die direkte Aufarbeitung von Kupferreststoffen zum Einsatz. Vorteile dieses Aggregats sind einer- seits die gute Energieausnutzung sowie hohe Schmelzleistungen von 90 t/h, auf der anderen Seite aber auch die einfache Bauweise. Im unteren Teil sorgen Brenner für das Schmelzen der Beschickung, während hinaufströmende Abgase die Säule vorwärmen.
Als kritisch ist die minimale Größe des Schrotteinsatzes zu sehen, da zu kleine Partikel das Gewicht der Säule nicht ausreichend tragen können und so die nötige Durch- gasbarkeit nicht gewährleistet wird. Weiters muss der Kupfergehalt der Einsatzstoffe mindestens 97 Prozent betragen, um die Bildung einer Schlacke zu verhindern, die sich im Ofen ansammeln und die Abstichlöcher verkleben kann. Aus diesem Grund weisen Schachtöfen auch immer eine reduzierende Atmosphäre auf. [12, 18]
3.2. Direkte Aufarbeitung mit Feuerraffination
Im Gegensatz zum Recycling ohne weiterführender pyrometallurgischer Raffination bietet diese Art der Aufarbeitung die Möglichkeit, Reststoffe mit etwas niedrigeren Kupfergehalten einzusetzen. Ein Richtwert für den Mindestkupferanteil liegt hier bei 90 Prozent, wobei im Gegensatz zur vorigen Methode Legierungen nicht erwünscht sind weil die enthaltenen Legierungselemente zum Großteil entfernt werden. Da die Raffinationsprinzipien jenen der Anodenproduktion ähneln, sind die verwendeten Aggregate fast ident. Tabelle 7 listet die verschiedenen Arbeitsschritte samt benötigter Zeit zur Produktion von Reinkupfer aus besagten Schrotten auf. [8, 29]
Vorgang Dauer h
Schmelzen 8 bis 14 Oxidation/Verschlackung 4
Reduktion 2 bis 4
Vergießen/Walzen 4 bis 8
Wie in Tabelle 7 ersichtlich benötigt der Vor- gang des Aufheizens und Schmelzens die längste Zeit und simultan auch die meiste Energie. Häufig wird diese durch Gas- und seltener durch Ölbrenner bereitgestellt.
Typische Öfen hierbei sind der Trommel- ofen, welcher eine zylindrische Grundform aufweist und der kippbare Herdflammofen mit einem gewölbten Boden. Bei den beiden Aggregaten weisen die Brenner stets eine stirnförmige Anordnung auf, um einen gleichmäßigen Wärmeeintrag zu gewähr- leisten. Unabhängig von betrachteten Ofen können Kapazitäten von bis zu 500 Tonnen Kupfer pro Charge erreicht werden. [8, 29]
Jene Schlacke, die sich nach dem Einschmelzen der Reststoffe im Aggregat bildet, wird vor dem Raffinationsprozess entfernt. Anschließend erfolgt die Oxidation, bei der so lange O2 eingebracht wird, bis sich in der Schmelze ein Gehalt von 1 bis 1,2 Prozent Sauerstoff einstellt. Aus diesem Grund lässt sich für die Behandlungsdauer keine ge- naue Zeitangabe festlegen. Zu den häufigsten Störelementen zählen Blei, Zinn, Zink, Eisen, Nickel, Antimon, Arsen sowie möglicherweise eingetragener Schwefel. Erfolgt nach dem Entfernen der gebildeten Schlacke ein erneuter Oxidationsvorgang, sinkt der Gehalt an Verunreinigungen weiter. [8, 29]
Da für viele Anwendungen der Maximalgehalt an Sauerstoff bei unter 500 ppm liegt, muss die Schmelze nach dem Oxidationsvorgang wieder reduziert werden. Als klassi- sche Reduktionsmittel dienen meist Wasserstoff und Kohlenstoff, aber auch andere wie Erdgas oder Ammoniak, welche über die gleichen Düsen wie der Sauerstoff im ersten Schritt eingebracht werden können. Oft erfolgt auch das Einblasen von Wasserdampf oder Stickstoff, um die Turbulenz im Metallbad und somit auch die Reaktionsgeschwin- digkeit zu erhöhen. Den abschließenden Schritt stellt das Vergießen des nun reinen Kupfers dar, welches häufig zu Drähten in FRHC(Fire Refining High Quality)-Qualität weiterverarbeitet wird. Eine Alternative bietet das Gießen zu Anoden, um anschließend in der Raffinationselektrolyse die Qualität noch weiter zu steigern. [8, 29]
Der Hauptvorteil des direkten Recyclings liegt in der schnellen Aufarbeitung der Ein- satzstoffe sowie der Energieeinsparung im Vergleich zur Elektrolyse. Die einhergehende Kosteneinsparung stellt einen weiteren Vorteil dar, wobei die Erlösschmälerungen durch die geringere Qualität diesen beinahe relativeren. Die Bildung von beträchtlichen Mengen an Reststoffen wie Schlacken und Stäuben stellt einen gravierenden Nachteil dieser Recyclingmethode dar. Da oft die Anlagen zur internen Aufarbeitung nicht vor- handen sind, symbolisiert jedes dieser Produkte einen Kupferverlust. Die Möglichkeit einer Edelmetallaufarbeitung ist ebenfalls nicht gegeben, weshalb Reststoffe mit hohen Gold- und Silbergehalten sich nicht für direkte Verfahren qualifizieren. [5, 8, 18, 26, 29]
3.3. Aufarbeitungsverfahren für Reststoffe
Während vor allem ökonomische Gründe für ein direktes Recycling von kupferhaltigen Reststoffen sprechen, sticht die herkömmliche Aufarbeitungsroute durch ein breites Spekt- rum an Einsatzmaterialien hervor. Dabei lehnt sich der Prozess stark an die primäre Kupf- erproduktionsroute an, was primär auf dessen edlem Verhalten beruht. Hauptunterschied liegt jedoch in der Abwesenheit von Schwefel, dem im Primärprozess eine wichtige Rolle zukommt. Hingegen spielen beim Recycling vor allem unedle Begleitelemente wie Blei, Zink, Zinn, Eisen und Nickel eine Rolle. Ein Fokus liegt ebenfalls auf den Edelmetallen wie Gold und Silber, welche in relativ großen Mengen im Anodenschlamm anfallen und auf Grund ihres hohen Wertes eine Aufarbeitung rechtfertigen. Aus diesem Grund sind die Aktivitäten vieler Kupferhütten nicht mehr nur auf Cu beschränkt, sondern vielmehr auf ein Multi-Metall-Recycling spezialisiert. [18, 25, 26]
Grundlegend lässt sich die Aufarbeitung von Kupferreststoffen in die vier Prozess- schritte Schmelzen und Reduktion, Konvertieren, Feuerraffination sowie Raffinations- elektrolyse unterteilen. Bild 3 beschreibt diesen Recyclingablauf in einer modernen
Kupferhütte, wobei orange Pfeile den Kupferfluss, grüne marktfähige Nebenprodukte, blaue interne Prozessrückstände und schwarze die zu behandelnden Einsatzmaterialien darstellen. [25]
Minderwertige Kupfersekundärrohstoffe
Schmelzen/Reduktion
Konvertierung
Feuerraffination
Elektrolyse
Kupfer 99,99 %
Nickelsulfat Edelmetalle
Sn-Pb-Legierung Hochwertiger
Schrott
Anoden (98,5 % Cu) Konverterkupfer (96 % Cu) Schwarzkupfer (80 % Cu)
ZnO-reicher Staub Granulierte Schlacke Alt- und Neuschrott
ZnO-reicher Staub Sn-, Pb-, Zn-haltige Schlacke
ZnO-reicher Staub Reduktion
Anodenofenstaub und -schlacke Konverter- schlackeAnodenschrott
Bild 3: Prozessablauf der Reststoffaufarbeitung in modernen Kupferhütten
Quelle: Rumpold, R.; Antrekowitsch, J.: Strategies to recover the valuable metal fraction from flue dust of the secondary copper production, 2013
3.3.1. Schmelzen und Reduktion
Der erste Schritt in der Aufarbeitung von kupferhaltigen Reststoffen ist das Schmelzen unter reduzierenden Bedingungen. Haupteinsatzstoffe sind minderwertige und nichtmetallische Einsatzstoffe wie Schlacken und Stäube, wodurch ein besonderer Fokus auf der Reduktion per se liegt. Neben der Hauptfraktion an oxidischen Materialien fallen ebenfalls sulfatische, sulfidische, karbonatische und viele weitere Verbindungen an. Je nach Reststoff beträgt der Kupfergehalt für die erste Stufe 1 bis 40 Prozent. Zu den häufigsten Verunreinigungen zählen Verbindungen von Blei, Zink, Zinn, Eisen und Nickel. Im Moment geht der Trend immer mehr zu Anlagen über, die hochkomplexe Materialien mit geringsten Kupferge- halten wirtschaftlich aufarbeiten können. Wie bereits in Abbildung 3 dargestellt, erfolgt neben dem Einsatz der erwähnten Reststoffe auch die Rückführung von Materialien aus den darauffolgenden Prozessstufen. Zu diesen gehören hauptsächlich interne Stäube und Schlacken aus der Feuerraffination sowie dem Konvertierungsprozess. [18, 26]
Hauptziel des ersten Schrittes ist die Produktion einer kupferreichen Phase – dem Schwarzkupfer – sowie einer Überführung der unedlen Begleitelemente in die Schlacke bzw. in den Flugstaub. Als Reduktionsmittel dienen häufig Kohlenstoffträger, aber auch wasserstoffhaltige Materialien wie zum Beispiel fossile Brennstoffe. Metallisches Eisen hat ebenfalls einen positiven Einfluss auf die Schmelze, da dieses eine breite Auswahl an Verunreinigungen reduzieren kann. Übliche Temperaturen für den Schmelz- und Reduktionsschritt liegen bei 1150 bis1350 °C, wobei Reaktionen von Kohlenmonoxid, Wasserstoff und Eisen mit Zinkoxid bevorzugt bei höheren Temperaturen ablaufen.
Um einerseits Kupfer und andererseits die Begleitelemente einer Gewinnung zugäng- lich zu machen, ist eine möglichst vollständige Reduktion notwendig. Das erzeugte Schwarzkupfer weist zumeist einen Cu-Anteil von 80 Prozent auf, während nur etwa ein Prozent dieses Wertmetalls in die Schlacke übergehen. Zink sammelt sich auf Grund seines hohen Dampfdrucks als Oxid im Flugstaub an. [10, 23, 26]
Klassische Aggregate für das Schmelzen und Reduzieren der Reststoffe sind Schacht- öfen, Elektroöfen und Badschmelzreaktoren. Erstere spielen auf Grund von geringer Flexibilität und relativ hohen Betriebskosten jedoch nur mehr eine untergeordnete Rolle. Im Bereich der Badschmelztechnologie finden so genannte Top Blown Rotary Converter (TBRC) und Isasmelt/Ausmelt-Systeme Anwendung. Der TBRC stellt ein flexibles Aggregat dar, in dem sowohl Oxidation als auch Reduktion möglich ist. Durch
Ausmelt Isasmelt
Bild 4: Aufbau eines Ausmelt- und Isas- melt-Reaktors
Quellen:
Aspola, L.: Outotec smelting solutions for the PGM industry, in: Platinmum 2012, SAIIM, 235–250
IsaSmelt, IsaSmelt Design, http://www.isasmelt.com/EN/tech- nology/Pages/IsaSmeltDesign.aspx, Abgerufen am: 14.03.2015
konstante Drehung während des Betriebs erfolgt eine ständige Badbewegung, was die Reaktionskinetik stark positiv beein- flusst. Typische Anlagengrößen weisen ein Fassungsvermögen von nur rund fünfzig Tonnen auf, um einerseits die Flexibilität zu wahren und andererseits den Anlagen- aufwand gering zu halten. [26]
Isasmelt- und Ausmelt-Reaktoren funk- tionieren nach einem ähnlichen Prinzip, zeigen jedoch einen anderen Aufbau. Im Unterschied zum TBRC taucht die Bren- nerlanze hier in die Beschickung ein und sorgt so für eine Materialverwirbelung.
Erneut können oxidierende und reduzie- rende Bedingungen eingestellt werden, wobei der Eintrag von Reduktionsmitteln ebenso wie der des Brennergases über die spezielle Lanze erfolgt. Bild 4 zeigt den Aufbau eines Isasmelt- sowie eines Ausmelt-Reaktors. [4, 15]
Bezogen auf die Funktionsweise bieten sich Isasmelt- und Ausmelt-Aggregate eben- falls für den Konvertierungsprozess an.
Dieser wird jedoch in den meisten Fällen in einem gesonderten Reaktor durchgeführt, um die Feuerfestausmauerung zu schonen und einen kontinuierlichen Betrieb zu ge- währleisten. [4, 15, 26]
3.3.2. Konvertieren
Da Schwarzkupfer noch Verunreinigungen bis zum einem Gehalt von zwanzig Pro- zent aufweist, stellt ein Konvertierungsprozess den nächsten logischen Schritt im Aufarbeitungsprozess dar. Dabei erfolgt das gezielte Einblasen von Sauerstoff, um die unedlen Begleitelemente zu verschlacken. Häufig kommt hier ein mehrstufiger Prozess zum Einsatz, um eine wertmetallreiche Schlacke zu erhalten, die anschlie- ßend in einem eigenen Aggregat aufgearbeitet wird. Die restliche Oxidschlacke weist ebenfalls noch signifikante Gehalte an Wertelementen auf, weshalb eine Rückfüh- rung in den ersten Schritt erfolgt. Die wichtigsten Elemente stellen hierbei Zink, Zinn und Blei dar, während sich Edelmetalle zur Gänze in der Schmelze sammeln.
Nickel zeigt eine relativ geringe Aktivität und verbleibt daher bevorzugt im Kup- ferbad. Endprodukt des Konvertierungsprozesses stellt das Konverter-Kupfer mit 96 bis 98 Prozent Cu dar. [10, 26]
Wie in der Primärmetallurgie repräsentiert der Peirce-Smith-Konverter das meistver- wendete Aggregat zum Konvertieren. Im Gegensatz zur Produktion aus dem Erz fällt jedoch im sekundären Bereich kein Schwefel an, wodurch die Reaktion nicht so exotherm verläuft und nur wesentlich geringere Mengen an hochwertigem Kühlschrott hinzugege- ben werden können. Durch Zugabe von Kohlenstoffträgern oder Eisen kann hier jedoch Abhilfe geschaffen werden. Auf Grund der flexiblen Fahrweise bieten sich TBRC sowie Isasmelt- und Ausmelt-Systeme ebenfalls für den Konvertierungsschritt an. [10, 16, 26]
3.3.3. Feuerraffination
Die Grundlagen für die Feuerraffination sind jenen des direkten Recyclings aus den vorgehenden Kapiteln ident. Die Tatsache, dass in diesem Fall Flüssigeinsatz erfolgen kann, stellt den einzigen Unterschied dar. Hier ist erneut die Hinzugabe von hochrei- nem Kupferschrott möglich, die jedoch oft auf Grund eines Mangels in Europa nicht in vollem Ausmaß genützt wird. Schlacken und Stäube aus diesem Prozessschritt weisen häufig sehr hohe Anteile an Wertmetallen auf, weshalb eine Rückführung in die vorigen Prozessstufen gemäß Bild 4 unbedingt notwendig ist. [10, 26]
3.3.4. Elektrolyse
Die aus der Feuerraffination stammenden Kupferkathoden werden in Elektrolysezellen übergeführt, wo sich das Cu anodisch auflöst und anschließend kathodisch abscheidet.
Ident zur Primärmetallurgie gehen edlere Elemente nicht in Lösung und sammeln sich so im Anodenschlamm an, dessen Aufarbeitung anschließend separat erfolgt. Im Vergleich zur Primärseite fallen jedoch wesentlich größere Mengen an Nickel an, welche sich im Elektrolyten anhäufen. Durch zeitweise Reinigung der Säure kann das Ni so gewonnen und als Nickelsulfat vermarktet werden. [26]
4. Zusammenfassung und Ausblick
Die vorgehenden Kapitel fassen die momentan gängigen Aufarbeitungsmethoden für kupferhaltige Sekundärmaterialien zusammen. Direkte Recyclingverfahren stellen zwar an die Prozesstechnik die geringsten Anforderungen, jedoch können auf diese Art und Weise ausschließlich hochreine Schrotte aufgearbeitet werden. Im Fall von nicht- metallischen, kupferhaltigen Sekundärstoffen steht ein aufwendigeres Recyclingkonzept zur Verfügung. Die erzeugte Qualität steht jedoch auf Grund des edlen Verhaltens von Kupfer jener aus der Primärindustrie um nichts nach.
Dadurch, dass kupferhaltige Reststoffe immer komplexer und wertmetallärmer werden, spielen jedoch auch andere Verfahrensrouten eine interessante Rolle. So stehen im Moment besonders Schlacken und Stäube aus verschiedenen metallurgischen Industrie- zweigen im Mittelpunkt der Forschungsbemühungen. Einsatzgebiete für ausreduzierte, wertmetallarme Schlacke aus der Kupferherstellung umfassen den Straßenbau, die Zementindustrie sowie die Herstellung von Schneide- und Schleifwerkzeugen. Hierbei ist jedoch besonders auf den Einhalt der Grenzwerte von Verunreinigungen zu achten, um ein absatzfähiges Produkt zu gewährleisten und Deponiekosten einzusparen. [7]
Im Bereich der Stäube finden verschiedene, meist hydrometallurgische Behandlungs- methoden Anwendung. Diese umfassen verschiedene Laugungsschritte, wobei je nach Einsatzgebiet und chemischer Zusammensetzung unterschiedliche saure oder basische Laugungen durchgeführt werden. Alternativ steht eine pyrometallurgische Reduktion – ähnlich jener des präsentierten Recyclingkonzeptes – zur Verfügung. [7]
Aus diesen Aufgabestellungen lässt sich ebenfalls das seit geraumer Zeit immer wich- tiger werdende Konzept des Zero Waste ableiten. Durch geeignete Methoden erfolgt so nicht nur eine Einsparung von Deponiekapazitäten, sondern auch die Aufarbeitung verschiedener Wertkomponenten, welche in den unterschiedlichen Sekundärrohstoffen vorhanden sind.
5. Literatur
[1] Abdel Basir, S. M.; Rabah, M.A.: Hydrometallurgical recovery of metal values from brass melting slag, in: Hydrometallurgy, 31–44
[2] Ahmed, I.M.; Nayl, A.A.; Daoud, J.A.: Leaching and recovery of zinc and copper from brass slag by sulfuric acid, In: Journal of Saudi Chemical Society
[3] Alaee, M., Arias, P.; Sjödin, A.; Berman, A: An overview of commercially used brominated flame retardants, their applications, their use patterns in different countries/regians and possible modes of release, in: Environment International, 683–689
[4] Aspola, L.: Outotec smelting solutions for the PGM industry, in: Platinmum 2012, SAIIM, 235–250
[5] Copper Development Association Inc., The U.S. Copper-base Scrap Industry and its By-products – 2006: Technical Report, http://www.seas.columbia.edu/earth/RRC/documents/copper%20 scrap%20report.pdf, Abgerufen am: 14.03.2015
[6] de Wit, Cynthia A.: An overview of brominated flame retardants in the environment, in: Che- mosphere, 583–624
[7] Gorai, B., R.K. Jana und Premchand, Characteristics and utilization of copper slag – A review, In: Resources, Conversation and Recycling, 299–313
[8] Guixa Arderiu, O.; Properzi, G.: Continuous Copper Rod Production from 100 Percent Scrap, in: Wire journal international, 60–67
[9] Guo, J., Guo, J.; Xu, Z.: Recycling of non-metallic fractions from waste printed circuit boards: A review, in: Journal of Hazardous Materials, 567–590
[10] Hanusch, K. und H. Bussmann, Behavior and removal of associated metals in the secondary metallurgy of copper, in: 3rd International symposium on recycling (1995), 171–188
[11] Hasse, S.; Giesserei Lexikon, 19. Auflage, Schiele&Schön, 2008
[12] Hugens, J.R.: Future directions for scrap melting in copper shaft furnaces, in: Recycling and Was- te Management, Proceeding of Copper 2013, 309–322
[13] International Copper Study Group, The World Copper Factbook 2013, http://www.icsg.org/
index.php/press-releases/finish/170-publications-press-releases/1188-2013-world-copper- factbook, Abgerufen am: 14.03.2015
[14] International Copper Study Group, World Refined Copper Production and Usage Trends, http://
www.icsg.org/index.php/component/jdownloads/finish/165/871, Abgerufen am: 14.03.2015 [15] IsaSmelt, IsaSmelt Design, http://www.isasmelt.com/EN/technology/Pages/IsaSmeltDesign.
aspx, Abgerufen am: 14.03.2015
[16] IsaSmelt, IsaSmelt Technology, http://www.isasmelt.com/EN/technology/Pages/Technology.
aspx, Abgerufen am: 14.03.2015
[17] Junker, O.: Anlagen für Kupfer und Kupferlegierungen, http://www.otto-junker.de/go/de/
produkte-technologien/anlagen-fuer-kupfer-und-kupferlegierungen.html, Abgerufen am:
14.03.2015
[18] Langer, B.E., Understanding Copper: Technologies, Markets, Business, Buchdruck + Offset Wal- ter Wulf, Lüneburg, 2011
[19] London Metal Exchange, Copper: Production and Consumption, http://www.lme.com/en-gb/
metals/non-ferrous/copper/production-and-consumption/, Abgerufen am: 14.03.2015.
[20] Lossin, A.: Ullmann‘s Encyclopedia of Industrial Chemistry: Copper, Seite 1-67, 7. Auflage, Wiley-VCH Verlag GmbH, 2007
[21] Magalhaes, J.M.; Silva, J.E.; Castro, F.P.; Labrincha, J. A.: Physical and chemical characterisation of metal finishing industrial wastes, in: Journal of Environmental Management, 157–166 [22] Maurell-Lopez, S., Ayhan, M.; Eschen, M.; Friedrich, B.: Autotherme Rückgewinnung aus
WEEE-Schrott, In: Recycling und Rohstoffe, S. 413–427
[23] Muchova, L.; Eder, P.; Villanueva, A.: End-of-waste Criteria for Copper and Copper Alloy Scrap:
Technical Proposals, Luxembourg, 2011
[24] Rentz, O.; Krippner, M.; Hähre, S.; Schultmann, F.: Report on Best Available Techniques (BAT) in Copper Production, Berlin, 1999
[25] Rumpold, R.; Antrekowitsch, J.: Strategies to recover the valuable metal fraction from flue dust of the secondary copper production, 2013
[26] Schlesinger, M.E.; King, M.J.; Sole, K.C.; Davenport, W.G.: Extractive Metallurgy of Copper, 5. Auflage, Elsevier, UK, 2011
[27] Sethu, V.S., Aziz, A.R.; Aroua, M.K.: Recovery and reutilisation of copper from metal hydroxide sludges, in: Clean Technologies and Environmental Policy, 131–136
[28] World Bureau of Metal Statistics, Metallstatistik 2002-2012, 2013, http://www.world-bureau.
com/, Abgerufen am: 14.03.2015
[29] Suping, Y.; Qinghua, L.: Process features and operation practices of NGL furnace in secondary copper smelter, in: Recycling and Waste Management, Proceeding of Copper 2013, 323–335 [30] Wazeck, J.: Heavy metal extraction from electroplating sludge using Bacillus subtilis and Sac-
charomyces cerevisiae, in: Journal of Central European Geology, 251–258
[31] Yamane, L.H., Tavares de Moraes, Viviane, Romano Espinosa, Denise Crocce und Soares Tenór- io, Jorge Alberto, Recycling of WEEE: Characterization of spent printed circuit boards from mobile phones and computers, in: Waste Management, 2553–2558
Dorfstraße 51
D-16816 Nietwerder-Neuruppin
Tel. +49.3391-45.45-0 • Fax +49.3391-45.45-10 E-Mail: tkverlag@vivis.de
Bestellungen unter www. .de
oder
TK Verlag Karl Thomé-Kozmiensky
Aschen • Schlacken • Stäube
– aus Abfallverbrennung und Metallurgie –
ISBN: 978-3-935317-99-3
Erschienen: September 2013 Gebundene Ausgabe: 724 Seiten
mit zahlreichen farbigen Abbildungen
Preis: 50.00 EUR
Aschen • Schlacken • Stäube
Herausgeber: Karl J. Thomé-Kozmiensky • Verlag: TK Verlag Karl Thomé-Kozmiensky
Thomé-Kozmiensky und VersteylAschen • Schlacken • StäubeThomé-Kozmiensky
Karl J. Thomé-Kozmiensky
Aschen • Schlacken • Stäube
– aus Abfallverbrennung und Metallurgie –
M M
M M
M M
M M
M M M M
M M M
M
Der Umgang mit mineralischen Abfällen soll seit einem Jahrzehnt neu geregelt werden. Das Bundesumweltministerium hat die Verordnungs- entwürfe zum Schutz des Grundwassers, zum Umgang mit Ersatzbaustoffen und zum Bodenschutz zur Mantelverordnung zusammengefasst.
Inzwischen liegt die zweite Fassung des Arbeitsentwurfs vor. Die Verordnung wurde in der zu Ende gehenden Legislaturperiode nicht verabschiedet und wird daher eines der zentralen und weiterhin kontrovers diskutierten Vorhaben der Rechtssetzung für die Abfallwirtschaft in der kommenden Legislaturperiode sein. Die Reaktionen auf die vom Bundesumweltministerium vorgelegten Arbeitsentwürfe waren bei den wirtschaftlich Betroffenen überwiegend ablehnend. Die Argumente der Wirtschaft sind nachvollziehbar, wird doch die Mantelverordnung große Massen mineralischer Abfälle in Deutschland lenken – entweder in die Verwertung oder auf Deponien.
Weil die Entsorgung mineralischer Abfälle voraussichtlich nach rund zwei Wahlperioden andauernden Diskussionen endgültig geregelt werden soll, soll dieses Buch unmittelbar nach der Bundestagswahl den aktuellen Erkenntnis- und Diskussionsstand zur Mantelverordnung für die Aschen aus der Abfallverbrennung und die Schlacken aus metallurgischen Prozessen wiedergeben.
Die Praxis des Umgangs mit mineralischen Abfällen ist in den Bundesländern unterschiedlich. Bayern gehört zu den Bundesländern, die sich offensichtlich nicht abwartend verhalten. Der Einsatz von Ersatzbaustoffen in Bayern wird ebenso wie die Sicht der Industrie vorgestellt.
Auch in den deutschsprachigen Nachbarländern werden die rechtlichen Einsatzbedingungen für mineralische Ersatzbaustoffe diskutiert. In Österreich – hier liegt der Entwurf einer Recyclingbaustoff-Verordnung vor – ist die Frage der Verwertung von Aschen und Schlacken Thema kontroverser Auseinandersetzungen. In der Schweiz ist die Schlackenentsorgung in der Technischen Verordnung für Abfälle (TVA) geregelt, die strenge Anforderungen bezüglich der Schadstoffkonzentrationen im Feststoff und im Eluat stellt, so dass dies einem Einsatzverbot für die meisten Schlacken gleichkommt. Die Verordnung wird derzeit revidiert.
In diesem Buch stehen insbesondere wirtschaftliche und technische Aspekte der Entsorgung von Aschen aus der Abfallverbrennung und der Schlacken aus der Metallurgie im Vordergrund.
Bibliografische Information der Deutschen Nationalbibliothek Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über http://dnb.dnb.de abrufbar
Thomé-Kozmiensky, K. J. (Hrsg.): Mineralische Nebenprodukte und Abfälle 2 – Aschen, Schlacken, Stäube und Baurestmassen – ISBN 978-3-944310-21-3 TK Verlag Karl Thomé-Kozmiensky
Copyright: Professor Dr.-Ing. habil. Dr. h. c. Karl J. Thomé-Kozmiensky Alle Rechte vorbehalten
Verlag: TK Verlag Karl Thomé-Kozmiensky • Neuruppin 2015
Redaktion und Lektorat: Professor Dr.-Ing. habil. Dr. h. c. Karl J. Thomé-Kozmiensky, Dr.-Ing. Stephanie Thiel, Elisabeth Thomé-Kozmiensky, M.Sc.
Erfassung und Layout: Ginette Teske, Sandra Peters, Janin Burbott, Claudia Naumann-Deppe, Anne Kuhlo
Druck: Mediengruppe Universal Grafische Betriebe München GmbH, München
Dieses Werk ist urheberrechtlich geschützt. Die dadurch begründeten Rechte, insbesondere die der Übersetzung, des Nachdrucks, des Vortrags, der Entnahme von Abbildungen und Tabellen, der Funksendung, der Mikroverfilmung oder der Vervielfältigung auf anderen Wegen und der Speicherung in Datenverarbeitungsanlagen, bleiben, auch bei nur aus- zugsweiser Verwertung, vorbehalten. Eine Vervielfältigung dieses Werkes oder von Teilen dieses Werkes ist auch im Einzelfall nur in den Grenzen der gesetzlichen Bestimmungen des Urheberrechtsgesetzes der Bundesrepublik Deutschland vom 9. September 1965 in der jeweils geltenden Fassung zulässig. Sie ist grundsätzlich vergütungspflichtig. Zuwiderhand- lungen unterliegen den Strafbestimmungen des Urheberrechtsgesetzes.
Die Wiedergabe von Gebrauchsnamen, Handelsnamen, Warenbezeichnungen usw. in diesem Werk berechtigt auch ohne besondere Kennzeichnung nicht zu der Annahme, dass solche Namen im Sinne der Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten wären und daher von jedermann benutzt werden dürfen.
Sollte in diesem Werk direkt oder indirekt auf Gesetze, Vorschriften oder Richtlinien, z.B. DIN, VDI, VDE, VGB Bezug genommen oder aus ihnen zitiert worden sein, so kann der Verlag keine Gewähr für Richtigkeit, Vollständigkeit oder Aktualität übernehmen. Es empfiehlt sich, gegebenenfalls für die eigenen Arbeiten die vollständigen Vorschriften oder Richtlinien in der jeweils gültigen Fassung hinzuzuziehen.