Metallurgische Nebenprodukte
Thermische Behandlung von Entschwefelungsschlacke aus der Eisen- und Stahlindustrie
Christoph Pichler, Jürgen Antrekowitsch und Karl Pilz
1. Schwefel in der Eisen- und Stahlmetallurgie ...225
2. Möglichkeiten zur Entschwefelung von Roheisen ...226
3. Verwendete Konzepte zur Entschwefelung von Roheisen ...228
3.1. Roheisenentschwefelung mit Kalziumkarbid und Magnesium (Tauchlanzenverfahren) ...228
3.2. Roheisenentschwefelung mit Kalziumoxid ...229
3.3. Roheisenentschwefelung mit Soda (Na2CO3) ...229
3.4. Roheisenentschwefelung mit Mangan ...229
3.5. Alternative Konzepte ...229
4. Produkte der Roheisenentschwefelung und deren Verwertung ...229
5. Entwicklung eines Recyclingkonzeptes für die Roheisen-Entschwefelungsschlacke ...231
5.1. Erhitzungsmikroskop-Analysen mit anschließender EDX-Auswertung ...231
5.2. Recycling von Entschwefelungsschlacke im rotierenden Trommelkonverter ...233
5.3. Recycling von Entschwefelungsschlacke im Pilotmaßstab ...235
6. Zusammenfassung ...236
7. Literatur ...237 Die weltweit steigende Nachfrage an Stahlprodukten bedingt einen kontinuierlichen Anstieg des produzierten Roheisens. Um aus Roheisen verschiedenste Stahlsorten herzustellen sind metallurgische Behandlungen nötig, welche im Stahlwerk durchge- führt werden. Durch die verwendeten Einsatzstoffe bei der Möllerung des Hochofens und den vorherrschenden Prozessbedingungen befindet sich gelöster Schwefel im Roheisen, welcher die Festigkeitseigenschaften von Stahl wesentlich beeinflusst. Die Roheisenentschwefelung findet heutzutage in der Roheiseneinleerpfanne statt und basiert auf der gezielten Entfernung des Schwefels aus dem Roheisen und dessen
Metallurgische Nebenprodukte
Konzentrierung in einer Schlacke, welche aufschwimmt und anschließend abgezogen wird. Etwa vierzig Prozent dieser Schlacke sind aufgrund des hohen Schwefelgehaltes nicht weiter nutzbar und landen aktuell auf Deponie. In Abhängigkeit vom Typ der anfallenden Entschwefelungsschlacke gibt es verschiedene Verwendungsmöglichkeiten (Bild 1), welche auch im IRC Reference Report: Best Available Techniques (BAT) Reference Document für die Eisen- und Stahlproduktion von März 2012 beschrieben sind [9].
Kreislaufmaterial 37 %
Verkauf 21 %
Deponie/Zwischenlager 41%
Externe Verwendung 1 %
Bild 1:
Verwendungen der Entschwefe- lungsschlacke
Quelle: Roederer, C.; Gourtsoyannis, L.: Coordinated study steel-environment.
Office for Official Pub-lications of the European Communities, Luxembourg, 1996
Abhängig vom Entschwefelungsgrad und dem absoluten Schwefelgehalt im Roheisen entstehen etwa 5 bis 18 kg Entschwefelungsschlacke pro Tonne Roheisen. Bild 2 zeigt die produzierten Mengen an Roheisen in Europa und Österreich.
Roheisenmenge in Europa Mio t
130 120 110 100 90 80
2000 2005 2010 2015
Jahr
Roheisenmenge in Österreich Mio t
6
5
4
2000 2005 2010 2015
Jahr
Bild 2: Roheisenproduktion in Europa (links) und Österreich (rechts)
Quellen:
World Steel Association: Steel Statistical Yearbook 2009. Belgien, 2009 World Steel Association: Steel Statistical Yearbook 2016. Belgien, 2016
Metallurgische Nebenprodukte
Unter Berücksichtigung der Roheisenproduktion in Europa und der durchschnittlich an- fallenden Entschwefelungsschlackenmenge von 11,5 kg pro Tonne Roheisen ergab dies für 2015 1,2 Millionen Tonnen Entschwefelungsschlacke, welche teilweise auf Deponie landete.
Ein Großteil der Entschwefelungsschlacke findet auf der Sinteranlage bzw. direkt im Hochofen Einsatz. Damit können die Eisenverluste, welche durch die Entschwefelung entstehen, verringert werden, jedoch führt dies zu einer ständigen Schwefelanreiche- rung im Prozess und die Einsatzmengen sind begrenzt.
Zur Vermeidung von Deponiekosten bei gleichzeitiger Schonung der Umwelt und Rückgewinnung des enthaltenen Eisens ist ein Recycling bzw. eine Nachbehandlung der Entschwefelungsschlacke sinnvoll. Methoden der Aufbereitung können den me- tallischen Eisenanteil rückgewinnen, jedoch verbleibt immer ein zu deponierender Reststoff. Um eine inerte bzw. verwertbare Schlacke zu generieren ist die Entfernung des Schwefels nötig, welche sich z.B. durch eine spezielle metallurgische Röstbehandlung im flüssigen Zustand realisieren lässt. Die Basis für dieses neu entwickelte Behand- lungskonzept bildete eine detaillierte Charakterisierung der Entschwefelungsschlacke.
Die daran angeschlossenen Versuche im Labormaßstab dienten zur Definition der Behandlungsparameter und wurden bis zu einer Versuchsgröße von 500 kg Chargen- gewicht gesteigert. Aufgrund der erfolgreichen und reproduzierbaren metallurgischen Behandlung wurde dieses Verwertungskonzept auch patentiert.
1. Schwefel in der Eisen- und Stahlmetallurgie
Als Stahlschädlinge werden Elemente bezeichnet, welche sich aufgrund deren Eigen- schaften negativ auf die Festigkeit und Bearbeitbarkeit von Stahl auswirken. Dazu zählen neben Schwefel auch gelöste Gase und Phosphor. Der im Eisen gelöste Schwefel bildet Eisensulfid (FeS), das sich bei rascher Abkühlung an den Korngrenzen ausscheidet.
Diese niedrig schmelzenden Eutektika sind für das Aufreißen des Stahles (Rotbruch) bei Warmumformprozesses verantwortlich. Zwischen den Körnern entstehen flüssige Phasen, wodurch der Werkstoff wenig Stabilität gegenüber den Umformkräften bei der Warmumformung zeigt und daraus resultiert ein Bruch. Bei Temperaturen über 1.200 °C verursacht das auftretende FeS ein Versagen des Werkstoffes bei Warm- umformprozessen durch den Heißbruch. Das Zweiphasen-System Eisen-Schwefel ist in Bild 3 dargestellt und zeigt die niedrig schmelzenden Eutektika. [3, 15]
Zu Problemen kann es auch bei Mangan legierten Stählen kommen. Das sich bildende MnS führt zu einer Anisotropie bei der Verformung, weshalb die entstehenden Produkte unterschiedliche Zähigkeitseigenschaften in unterschiedliche Richtungen aufweisen.
Zurückzuführen ist dies auf das plastisch verformbare Mangansulfid. Durch diese Anisotropie verändert sich auch das Schweißverhalten und es kommt zu sogenannten Terrassenbrücken. Niedrige Schwefelgehalte führen zu besseren Oberflächen beim Gießen von Blöcken oder Strängen, zeigen eine allgemein bessere Verformbarkeit und führen zu einer Verringerung der wasserstoffinduzierten Spannungsrisskorrosion. Die Einflüsse der Sulfide auf die Stahleigenschaften und deren Verarbeitbarkeit hängen sehr stark von deren Art, Form, Anzahl und Größe ab. Bei bestimmten Stahlsorten, wie
Metallurgische Nebenprodukte
z.B. Automatenstähle, wird dieser negative Effekt von Schwefel jedoch gezielt ausge- nutzt um einen kurz brechenden Span bei der mechanischen Bearbeitung zu erzielen, wodurch eine schnellere Fertigung erfolgen kann. Übliche Schwefelgehalte bei den Automatenstählen sind 0,15 bis 0,3 Gew.-%. [1, 2, 12]
Der Schwefeleintrag im Hochofen erfolgt hauptsächlich (etwa 80 %) durch den ein- gesetzten Koks. Der Rest stammt von dem selbstgängigen Möller, welcher aus Erzen und Zuschlägen besteht. [4, 8]
Atom-% Schwefel
0 10 20 30 40 50 60 70 80 90 100
1.600
1.400
1.200
1.000
800
600
400
200
0
Temperatur °C
0 10 20 30 40 50 60 70 80 90 100
Fe Gew.-% Schwefel S
1.538 °C
1.394 °C L1
L1 L1 + L2 L2
1.188 °C
1.082 °C 40,51 bar S2
Fe1-xS
743 °C
~ 99,5
~ 99,9 31,6
41697
617 °C 1.365 °C
988 °C 927 °C 912 °C
Magnetic Transformation 770 °C
315 °C
138 °C
444,5 °C B.P.
115,22 °C (S)
FeS2(pyrite)
FeS2(marcasite) (δFe)
(γFe)
(αFe)
Bild 3: Zustandsdiagramm Fe-S
Quelle: Massalski, T. B.: Binary alloy phase diagrams. American Soc. for Metals, Metals Park, Ohio, 1986
2. Möglichkeiten zur Entschwefelung von Roheisen
Prinzipiell kann der Schwefel aus dem flüssigen Roheisen über die Gasphase, durch einen Diffusionsausgleich, durch schwefelaffine Metalle oder durch die Schlacke ent- fernt werden. Während der Produktion von Roheisen findet eine erste Entschwefelung bereits im Hochofen statt, da eine teilweise Abbindung des Schwefels in der Schlacke erfolgt. Die Hauptentschwefelung passiert jedoch zwischen Hochofen und Stahlwerk in einem sogenannten Entschwefelungsstand. Dabei fällt auch der Reststoff Entschwe- felungsschlacke an. Die letzte Möglichkeit den Schwefel auf den gewünschten Wert einzustellen ist die Feinentschwefelung im Stahlwerk. Im Folgenden sind die Grund- lagen der einzelnen Entschwefelungsmethoden kurz erklärt. [2]
Metallurgische Nebenprodukte
Entschwefelung über die Gasphase Durch eine Reaktion von Schwefel mit Wasserstoff oder Sauerstoff bilden sich gasför- mige Verbindungen nach den Gleichungen 1 und 2.
[S] + {H2} n {H2S} (1)
[S] + {O2} n {SO2} (2)
Die Bildung von Schwefel-Wasserstoff (H2S) funktioniert nur theoretisch, hingegen kann es schon zur Bildung von Schwefeldioxid (SO2) kommen, welches in geringem Ausmaß auch beim LD-Prozess und beim Transport des Roheisens beobachtet werden kann. [3]
Entschwefelung durch Diffusionsausgleich Der Diffusionsausgleich zwischen zwei angrenzenden Phasen kann über das Nernst`sche Verteilungsgesetz beschrieben werden. Dieses besagt, dass der in einer Phase gelöste Stoff auf zwei miteinander in Kontakt stehenden Phasen in einem defi- nierten Verhältnis steht, wobei dieses definierte Verhältnis der Gleichgewichtskonstante der Reaktion entspricht. Gleichung 3 beschreibt das Verhältnis der Konzentration der i-ten Phase aus Schlacke oder Gas zur Konzentration der i-ten Phase der Schmelze.
Diese Formel besagt, dass die Schwefelverteilung im Gleichgewicht konstant ist. Liegt jedoch ein Ungleichgewicht vor, z.B. ein Überschuss an Eisensulfid im Roheisen, wird dieses durch Diffusion ausgeglichen. Bei der Entschwefelung zeigt sich dies durch eine Verschlackung von Eisensulfid. [3]
cIi
cIIi = K (3)
Entschwefelung durch Metalle mit höherer Affinität zu Schwefel als zu Eisen Durch die Zugabe von Elementen bzw. Metallen mit einer hohen Affinität zu Schwefel, erkennbar durch eine sehr niedrige freie Standardbildungsenthalpie, werden Sulfide gebildet, welche sich von der Roheisenschmelze aufgrund der Dichte trennen. Im Falle der Roheisenentschwefelung kommen die Elemente Cer, Kalzium, Magnesium, Natrium und Mangan in Frage. Wobei sich Cer- und Mangansulfide nur schwer vom Roheisen trennen lassen und deshalb teilweise in der Schmelze verbleiben. Bei Behandlungen mit Calcium und Magnesium bildet sich eine Schlacke, welche aufschwimmt und ab- gezogen werden kann. Die Verschlackungsreaktion des Schwefels wird mit Gleichung 4 beschrieben, wobei Me für eines der zuvor beschriebenen Metalle steht. [3]
Me + [S] n(MeS) (4)
Entschwefelung über die Schlackenphase Mit Hilfe basischer Schlackenbildner ist der Austausch von Sauerstoff und Schwefel an der Grenzfläche Schlacke-Metallbad möglich. Dabei erfolgt eine Abbindung des Schwefels in der Schlacke wobei gleichzeitig der Sauerstoff im Metallbad in Lösung
Metallurgische Nebenprodukte
geht, welcher wiederum mit den sauerstoffaffinen Elementen Kohlenstoff oder Silizium reagiert. Um den Schwefel dauerhaft in der Schlacke abzubinden, dürfen die gebildeten Sulfide keine Löslichkeit im Eisen besitzen. Typische Metalloxide für eine solche Re- aktion sind CaO und Na2O. Die ablaufende Reaktion ist in Gleichung 5 beschrieben, wobei das MeO für ein mögliches Metalloxid steht. [3]
(MeO) + [FeS] n (MeS) + (FeO) (5)
Unerwünscht ist dabei aber die Verschlackung von Eisen, weshalb eine gezielte Koh- lenstoffzugabe erfolgt um die Eisenverluste in der Schlacke zu minimieren. Bei dieser Entschwefelung ist generell darauf zu achten, dass diese endotherm ist und deshalb bei höheren Temperaturen besser abläuft. [3]
3. Verwendete Konzepte zur Entschwefelung von Roheisen
Zur Entschwefelung von Roheisen sind verschiedenste Verfahrenskonzepte und Rea- genzien verfügbar. Aufgrund der Verfahrensweise ist eine Gruppierung möglich. Dazu gibt Tabelle 1 einen Überblick.
Tabelle 1: Überblick der Möglichkeiten zur Entschwefelung von Roheisen
Gruppe Verfahren Behandlungsort Entschwefelungsmittel
Gießstrahlmischverfahren Sodaentschwefelung Pfanne/Mischer Soda mechanische Vollkörperrührer; Hohlkörper- Hochofenrinne; CaO; CaC2; Mischverfahren rührer; Hoesch-Rührverfahren Roheisenpfanne So-da/Kalk (1:1) pneumatische Tauchlanzenverfahren CaC2 + CaO;
Mischverfahren Tauchverfahren Torpedo; Pfanne Mg und Mg + CaO elektromagnetische Mischer elektromagnetische Rinne vorgeschmolzene Schlacken Quelle: Gudenau, H.: Materialsammlung zum Praktikum der Metallurgie. trans-aix-press, Aachen, 2002
Benötige Entschwefelungsmittelmengen hängen stark vom gewünschten Endschwe- felgehalt und dem verwendeten Konzept ab. Der gewählte Behandlungsort beeinflusst die auftretende Zeitverzögerung und dadurch auch den Temperaturverlust. Über die Jahre der Roheisenentschwefelung hat sich das Tauchlanzenverfahren aufgrund der sehr hohen Effektivität durchgesetzt und wird als Standardverfahren bei der Entschwefelung in der Roheiseneinleerpfanne angewendet.
3.1. Roheisenentschwefelung mit Kalziumkarbid und Magnesium (Tauchlanzenverfahren)
Bei diesem Verfahren wird das feinkörnige (<0,1 mm) Entschwefelungsmittel unter Verwendung eines Trägergases und einer Lanze in die Roheisenschmelze eingeblasen.
Durch die feine Körnung liegt eine kurze Behandlungsdauer vor. Die Minimierung der hohen Abschlackverluste bei der Verwendung von Kalziumkarbid erfolgt durch Zugabe von Magnesium, deshalb trägt dieses Konzept auch den Namen Koinjektion.
Eine reine Entschwefelung mit Magnesium ist praktisch nicht realisierbar, weil die
Metallurgische Nebenprodukte
Reaktion sehr rasch und heftig abläuft. Der hohe Dampfdruck und die geringe Lös- lichkeit von Magnesium im Eisen fordert eine möglichst tiefe Einbringung in die Roheisenschmelze. [3, 4, 13]
3.2. Roheisenentschwefelung mit Kalziumoxid
Bei der als Kolling-Verfahren bekannten Variante der Entschwefelung wird fester Kalk gemeinsam mit flüssigem Roheisen in einem Trommelofen intensiv durchmischt. Dabei erfolgt die Abbindung des Schwefels als Kalziumsulfid. Die Anwendung dieses Ver- fahrens ist auch in einem Roheisenmischer möglich. Der erzielbare Endschwefelgehalt hängt stark von der Schlackenbasizität ab. [3, 13]
3.3. Roheisenentschwefelung mit Soda (Na
2CO
3)
Soda kann ebenso als Entschwefelungsmittel verwendet werden, jedoch besteht das verwendete Entschwefelungsmittel aus einer Mischung von Soda, Flussspat und Kalk.
Problematisch sind dabei die auftretenden Sodadämpfe bzw. Stäube, die Auslaugbar- keit der Sodaschlacke durch Regenwasser und der Temperaturverlust während der Entschwefelung. [3]
3.4. Roheisenentschwefelung mit Mangan
Durch die Zugabe von Mangan bildet sich eine Mangansulfid-Eisensulfid-Mischphase aus. Im Falle von Mangan führt eine niedrige Temperatur zu besseren Entschwefelungs- ergebnissen bei Anwesenheit der Elemente Kohlenstoff, Silizium und Phosphor. Diese Art der Schwefelentfernung macht nur dann Sinn, wenn das Ziel die Herstellung eines Mangan legierten Stahles ist. [3, 13]
3.5. Alternative Konzepte
Weitere Verfahren basieren hauptsächlich auf der Anwendung von Fülldrähten, welche in die Schmelze eingeschossen werden. Diese sind meist mit Magnesium gefüllt. Vor- teilhaft ist dabei der geringe anlagentechnische Aufwand, jedoch ist die Prozessführung sehr komplex. Diese Art der Entschwefelung hat sich bei kleineren Pfannen bewährt, wo der Aufwand für einen eigenen Einblasstand zu groß ist. Andere Konzeptlösungen arbeiten ohne Entschwefelungsmittel jedoch mit einer hoch basischen Schlacke. Diese Verfahren sind sehr aufwändig durchzuführen und die verwendete Schlacke weist einen hohen Schmelzpunkt auf wodurch viel Energie benötigt wird.
4. Produkte der Roheisenentschwefelung und deren Verwertung
In Abhängigkeit des verwendeten Entschwefelungsverfahrens entstehen unterschiedli- che schwefelhaltige Schlacken, wobei das Tauchlanzenverfahren mit der Koinjektion die größte Verbreitung in diesem Prozessschritt hat. Dabei entsteht eine Schlacke, welche auf- grund der Korngröße in die drei Fraktionen Feineisen, Bröckeleisen und Haldeneisen
Metallurgische Nebenprodukte
unterteilt wird. Unter Haldeneisen sind große (> 120 mm), teilweise metallische Brocken zu verstehen, welche in der Hüttensprache auch als Bären bekannt sind. Diese weisen verhältnismäßig niedrige Schwefelgehalte auf, wodurch ein Wiedereinsatz erfolgen kann oder ein Verkauf an Elektrostahlwerke stattfindet. Die mittlere Fraktion bildet das Bröckeleisen mit dem Kornband zwischen 10 und 120 mm und kann direkt im Hochofen eingesetzt werden. Die aufgrund des hohen Schwefelgehaltes am schwie- rigsten zu verwertende Fraktion ist das sogenannte Feineisen mit einer Korngröße
< 10 mm. Aufgrund des sehr hohen Schwefelgehaltes ist eine direkte Verwertung oft nicht möglich. Teilmengen davon werden jedoch in der Sinteranlage eingesetzt und der Rest wird extern verwertet. Einen Überblick der anfallenden Mengen und deren Weiterverwendung gibt Bild 4. [14]
Elektrostahlwerk
Hochofen
Roheisenentschwefelung Entschwe- felungs- schlacke 1.000 kg
Bröckeleisen: 330 kg Haldeneisen: 260 kg
Feineise n: 410 kg
Sinteranlage/externe Verwertung
Bild 4: Mengenverteilung und Verwertung der Entschwefelungsschlacke
Quellen: voestalpine Stahl GmbH: Daten zur anfallenden Entschwefelungsschlacke. 2017
Metal Products and Engineering-U.S.: http://www.mpe-us.com/images/EMLI-FBL-130218.jpg, 10.02.2017
Um die Schwefelrückführung durch den Wiedereinsatz der Schlacke in der Roheisen- erzeugung zu verhindern bzw. zur Vermeidung der Deponierung ist eine Behandlung nötig, welche keinen weiteren Reststoff generieren darf. Eine Möglichkeit ist dabei die Überführung des Schwefels in die Gasphase durch einen Röstprozess. Hierbei bietet sich die Nutzung des frei werdenden Schwefels (in Form von SO2) zur Gewinnung von Schwefelsäure an. In der Metallurgie ist dies sehr verbreitet, denn sulfidische Erze wer- den durch einen Röstprozess in Oxide übergeführt, um eine karbothermische Reduktion durchführen zu können. Standardanlagen dafür sind Etagenöfen, Wirbelschichtreak- toren, Schachtöfen, Sinterbänder, Drehrohröfen oder Schwebeschmelzanlagen. Diese Reaktortypen arbeiten bei den Röstprozessen immer im festen Zustand. [11]
Metallurgische Nebenprodukte
5. Entwicklung eines Recyclingkonzeptes für die Roheisen-Entschwefelungsschlacke
Tabelle 2: Repräsentative chemische Analyse der zu untersuchenden Entschwe- felungsschlacke
Element Feineisen Bröckeleisen Gew.-% Gew.-%
Zink 0,02 0,00
Calcium 11,46 10,04 Magnesium 3,53 3,17 Aluminium 1,41 1,26 Silizium 2,28 2,87
Eisen 47,48 55,50
Schwefel 4,13 2,82
In Zusammenarbeit mit der voestalpine Stahl GmbH erfolgte eine detaillierte Cha- rakterisierung der Feineisenfraktion (Korn- größe < 10 mm) von der Roheisenentschwe- felung, welche in der Roheiseneinleerpfanne durch die Koinjektion mittels einer Lanze anfällt. Zur Definition möglicher Behand- lungsschritte startete eine umfangreiche Beprobung der Fein- und Bröckeleisen- fraktion, um eine repräsentative chemische Analyse zu erhalten. Die daraus erhaltenen Ergebnisse sind in Tabelle 2 dargestellt.
Durch weitere Charakterisierungen konnte auch bestätigt werden, dass durch Mahlen der Entschwefelungsschlacke eine Abtrennung bzw. Rückgewinnung des metallischen Eisens möglich ist. Dies hat den Vorteil, dass sich die Schlackenmenge verringert und metallisches Eisen rückgewonnen werden kann. Dennoch verbleibt bei dieser Behand- lung der Schlacke ein an Schwefel angereicherter Reststoff.
Um mögliche metallurgische Behandlungen der Entschwefelungsschlacke zu über- prüfen fanden Untersuchungen am Erhitzungsmikroskop statt. Dabei handelt es sich um eine Charakterisierungsmethode zur Bestimmung des Erweichungsverhaltens diverser Materialien. Dazu wird ein 3 x 3 mm großer Zylinder in einem Ofen erhitzt, bei gleichzeitiger Detektion des Schattenbildes vom Zylinder. Unter Temperatureinwirkung beginnt dieser seine Geometrie zu verändern, welche als Parameter für die Auswertung herangezogen wird. Dies ist auch in einer Norm festgehalten. Dabei kann die Behand- lung unter verschiedensten Atmosphären durch eine Gasspülung simuliert werden.
5.1. Erhitzungsmikroskop-Analysen mit anschließender EDX-Auswertung
Bei den Untersuchungen am Erhitzungsmikroskop kam bei allen Versuchen dasselbe Probenmaterial zum Einsatz, bei einer Variation der Temperatur von 1.000 bis 1.400 °C.
Zusätzlich wurden die drei unterschiedlichen Gasatmosphären Sauerstoff, Wasserstoff und synthetische Luft eingestellt. Zur weiteren Überwachung des Prozesses erfolgte die Detektion der Gaskomponenten beim Verlassen des Ofenraumes mittels eines ABB EL3020 Abgasdetektors. Die mit dem Erhitzungsmikroskop behandelten Proben unterlagen weiterer Betrachtungen am Lichtmikroskop und am Rasterelektronen- mikroskop mit einer EDX Einheit hinsichtlich deren Porosität und Elementverteilung.
Eine solche chemische Analyse ergibt keine detaillierte quantitative Aussage, kann aber zum Vergleich desselben Probenmaterials unter verschiedenen Behandlungsbe- dingungen herangezogen werden.
Metallurgische Nebenprodukte
Die Auswertung der einzelnen Versuche zeigte, dass eine Schwefelabtrennung unter oxidierenden Bedingungen möglich ist. Es bildete sich SO2 im Abgas, welches durch die Gasanalytik eindeutig erkennbar war und die Analyse im Rasterelektronenmikroskop zeigte eine deutliche Entfernung des Schwefels. Ein nasschemischer Aufschluss mit nachfolgender Schwefelbestimmung untermauerte diese Ergebnisse. Durch Optimierung der Prozessparameter am Erhitzungsmikroskop unter synthetischer Luft (oxidierende Bedingungen) konnten Endschwefelgehalte von 0,01 Gew.-% erreicht werden. Die Auswertung eines Versuches mit niedrigem Endschwefelgehalt ist in Bild 5 ersichtlich.
Vol.-% CO2 0,14
0,12
0,10
0,08
0,06
0,04
0,02
0
Vol.-% SO2 0,10
0,08
0,06
0,04
0,02
0
Messzeit hh:mm
00:00 00:30 01:00 01:30 02:00 02:30 03:00
CO2 SO2
Lichtmikroskopaufnahme der untersuchten Probe Schattenbild zu Prozessende
Gasanalytik während des Versuches
Bild 5: Auswertung der Erhitzungsmikroskop-Analytik
Quelle: Stuhlpfarrer, P.: Aufarbeitung von schwefelhaltigen Reststoffen, Masterarbeit, Montanuniversität Leoben, 2012
Metallurgische Nebenprodukte
Bild 5 zeigt die detektierten Gase CO2 und SO2 während eines Erhitzungsmikroskop- versuches mit synthetischer Luft. Die Prozessendtemperatur lag in diesem Fall bei 1.400 °C. Die auftretende Schwefelentfernung ist deutlich aus dem Abgasstrom erkenn- bar. Zuvor verbrennt jedoch der vorhandene Kohlenstoff zu CO2. Das Schattenbild der untersuchten Probe zu Ende der Behandlung ist ebenso dargestellt. Daraus wurde ein Schliff hergestellt und am Lichtmikroskop und am Rasterelektronenmikroskop begutachtet. Die Lichtmikroskopische Auswertung zeigt deutlich den auftretenden Gasaustritt aufgrund der vorhandenen Poren.
Die umfangreichen Charakterisierungen am Erhitzungsmikroskop ermöglichten die Definition des Behandlungsprozesses, um den Schwefel zu entfernen. Es handelt sich dabei um einen Röstprozess, d.h. eine Zuführung von Sauerstoff bei erhöhter Tem- peratur. Das bereits eingeschränkte Prozessfenster bzw. die umfangreiche Definition möglicher Parameter erlaubten ein scale-up der Feineisen Behandlung in den 50 bis 100 kg Maßstab, welches im rotierenden Trommelkonverter TBRC (Top Blown Ro- tary Converter) des Lehrstuhles für Nichteisenmetallurgie an der Montanuniversität Leoben stattfand.
5.2. Recycling von Entschwefelungsschlacke im rotierenden Trommelkonverter
Der verwendete TBRC besteht aus einem rotierenden zylindrischen Reaktionsgefäß mit etwa 75 l Füllvermögen und einer feuerfest zugestellten Auskleidung. Die Beheizung erfolgt durch einen Methan-Sauerstoff Brenner, welcher stirnseitig im Ofendeckel positioniert ist. Der Brenner ermöglicht die Einstellung der Ofenraumatmosphäre durch Variation der Luftzahl bzw. der Gasströme. Mehrere Versuche wurden benötigt um die Behandlungsparameter weiter einzugrenzen. Um den Prozess zu überwachen erfolgte wiederum die Detektion des Abgases auf dessen Zusammensetzung.
Röstprozesse finden normalerweise im festen Aggregatszustand statt, weshalb erste Untersuchungen von 50 kg Feineisen am TBRC bei 700 °C Prozesstemperatur starte- ten. Um freien Sauerstoff im Ofeninnenraum zur Schwefelentfernung bereitzustellen erfolgte eine überstöchiometrische Betriebsweise des TBRC Brenners. Dabei kam es zu einer sehr schlechten Schwefelentfernung, erkennbar an der Abgasanalytik und am verbleibenden Schwefelgehalt des behandelten Feineisens. Mit steigender Tem- peratur zeigte sich eine deutlich bessere Schwefelentfernung. Es war zu erkennen, dass im festen Aggregatszustand keine ausreichende Entschwefelung auftritt und die Schlacke beim Einschmelzen hoch viskos war, wobei sich dies während dem Pro- zess stark änderte und dadurch schwer zu kontrollieren war. Zur Realisierung einer vollständigen Entschwefelung im flüssigen Zustand erfolgten thermodynamische Berechnungen um den Schlackenschmelzbereich und die Viskosität zu optimieren.
Aus diesen theoretischen Berechnungen zeigte sich, dass die Zugabe von Branntkalk zu optimalen Schlackeneigenschaften führt. Die Ergebnisse der durchgeführten TBRC Untersuchungen sind in Tabelle 3 zusammengefasst.
Metallurgische Nebenprodukte
Tabelle 3: Ergebnisse der durchgeführten TBRC-Untersuchungen
Behandlungs- Endschwefel-
temperatur gehalt Additive
°C Gew.-%
700 3,52 -
800 4,00 -
1.000 2,56 -
1.200 0,12 -
1.300 0,018 -
1.400 0,127 -
1.450 0,008 Branntkalk 1.450 0,009 Branntkalk
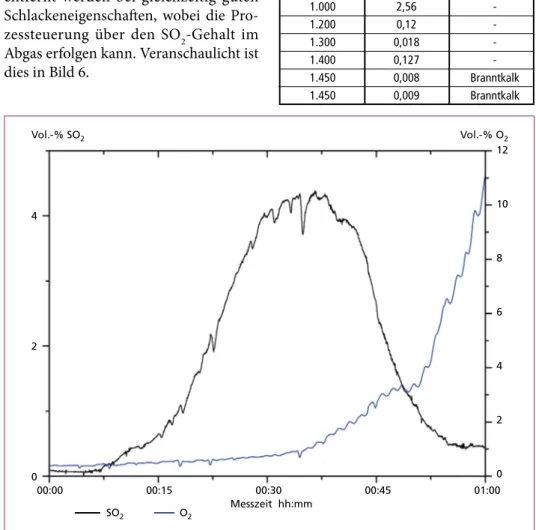
Anhand dieser Untersuchungen war die Definition der optimalen Parameter zur Durchführung eines Recyclings der Entschwefelungsschlacke möglich. Bei einer Temperatur von 1.450 °C kann der Schwefel über die Gasphase erfolgreich entfernt werden bei gleichzeitig guten Schlackeneigenschaften, wobei die Pro- zessteuerung über den SO2-Gehalt im Abgas erfolgen kann. Veranschaulicht ist dies in Bild 6.
Vol.-% O2
4
2
0 Vol.-% SO2
12
10
8
6
4
2
0 Messzeit hh:mm
00:00 00:15 00:30 00:45 01:00
SO2 O2
Bild 6: Abgasanalyse einer erfolgreichen Entschwefelung
Quelle: Stuhlpfarrer, P.: Aufarbeitung von schwefelhaltigen Reststoffen, Masterarbeit, Montanuniversität Leoben, 2012
Gleich wie bei den Erhitzungsmikroskopuntersuchungen verbrennt zuerst der Koh- lenstoff, welcher aus dem in der Schlacke vorhandenen Roheisen stammt, mit dem vorhandenen Sauerstoff im Reaktionsraum. Danach bildet sich SO2, welches einen charakteristischen Peak im Abgas aufweist (Bild 6). Der Prozess kann erfolgreich beendet werden, wenn der Sauerstoffgehalt im Abgas wieder steigt bzw. eine geringe SO2 Konzentration erkennbar ist.
Metallurgische Nebenprodukte
Aufgrund dieser vielversprechenden Ergebnisse aus den praktischen Untersuchungen kam es zu einem weiteren scale-up dieses Konzeptes in den sogenannten Pilotmaßstab, wobei die definierten Prozessparameter in einer Versuchsanlage mit 200 bis 1.000 kg Feineisen pro Charge überprüft wurden.
5.3. Recycling von Entschwefelungsschlacke im Pilotmaßstab
Als Versuchsanlage für diese Größe kam ein Kurztrommelofen der Firmas zum Einsatz, denn dieser ist dem Aufbau eines TBRCs sehr ähnlich und verwendet ebenso einen Erdgas-Sauerstoff-Brenner. Die Rotation führt zu einer permanenten Durchmischung des Schlackenbades wodurch sich die Behandlungsdauer verkürzt, gleich wie beim TBRC. Zur Beschleunigung der Entschwefelung fand der Sauerstoffeintrag durch eine zusätzliche Lanze statt und nicht über den Brenner. Die Prozessüberwachung erfolgte wiederum durch die Analyse des Abgases und der Schlackentemperatur.
Insgesamt fanden elf Versuche in drei Kampagnen statt und im Rahmen dieser Unter- suchungen wurde neben Feineisen auch Bröckeleisen behandelt. Durch die Anzahl der durchgeführten Untersuchungen war auch eine Überprüfung der Reproduzierbarkeit möglich. Mit diesen Durchführungen konnte die Möglichkeit zur Behandlung von Entschwefelungsschlacke erfolgreich gezeigt werden. Die Endschwefelgehalte in der behandelten Schlacke liegen bei 0,001 bis 0,004 Gew.-%. Bild 7 zeigt den Abstich der recycelten Schlacke aus dem Kurztrommelofen.
Bild 7:
Schlackenabstich aus dem Kurz- trommelofen
Parallel zur Entwicklung
des Recyclingkonzeptes erfolgte auch die Durchführung einer Feuerfestevaluierung um den Prozess im industriellen Maßstab schmelzflüssig betreiben zu können. Klein- versuche dazu konnten mögliche Materialien eingrenzen, welche in den Pilotversuchen als Ausmauerung dienten und dadurch auch eine weitere Beurteilung der Verschleiß- beständigkeit des Feuerfestmaterials erlaubten.
Metallurgische Nebenprodukte
6. Zusammenfassung
Das Streben zur Verringerung von Prozessreststoffen führt zu neuen Forschungspro- jekten, verbunden mit der Entwicklung neuer Technologien oder Prozessen. Aufgrund von aktuell fehlenden Technologien für das Recycling von Entschwefelungsschlacke kam es zu einer ersten Charakterisierung der hoch schwefelhaltigen Feineisenfraktion aus der Roheisenentschwefelung. Die Grundlagen für weitere Entwicklungen bildeten diverse Erhitzungsmikroskopuntersuchungen. Dabei konnten verschiedenste Behand- lungsmöglichkeiten im Labormaßstab untersucht und ausgewertet werden. Daraus entwickelte sich das Konzept einer oxidativen Behandlung der Entschwefelungsschlacke, ähnlich einem Röstprozess. Der Austrag des Schwefels sollte dabei über das Abgas als SO2 erfolgen und weiters ist es möglich die schwefelfreie Schlacke im Hochofen oder auf dem Sinterband einzusetzen. Aufgrund des angedachten internen Recyclings der Roheisenentschwefelungsschlacke kann das schwefelbeladene Abgas in einer Schwe- felsäureanlage genutzt werden.
Die Überprüfung der Durchführbarkeit einer solchen Schwefelentfernung im größeren Maßstab, d.h. 50 bis 100 kg Einsatzmaterial, erfolgte in einem Top Blown Rotary Con- verter. Dabei zeigte sich, dass die Behandlung im flüssigen Zustand unter Zugabe von Additiven möglich ist. Mit Hilfe der SO2-Konzentration im Abgas ist eine Steuerung des Prozesses möglich. Bei der nächsten Stufe der Prozessentwicklung handelte es sich um Untersuchungen im Pilotmaßstab, wozu ein Kurztrommelofen Anwendung fand.
Im Maßstab von 200 bis 1.000 kg pro Versuch konnten die Entschwefelungserfolge reproduziert werden.
Kran Schlacke Heißrost Entschwefelungs-
schlacke
Schlackengrube
Plattenband
Bäreneisen, extern
Bröckeleisen > 10 mm -> Hochöfen
Feineisen < 10 mm -> Sinteranlage
Schlackenaufbereitung Wiege- bunker Schlacke
Wiegebunker Brannt-
kalk Branntkalk
Drehkonverter TBRC 1.450 °C Lambda 1.1
Schlackengrube Abstich und Transport mit Schlackenkübel
Röstgas(SO2-reich) Nachverbrennung
(> 800 °C) Kühlung, Entstaubung
Schwefelsäure- anlage
Bild 8: Verfahrensschema der Entschwefelungsschlackenaufbereitung
Quelle: Pilz, K.; Bertram, F.; Antrekowitsch, J.; Schneeberger, G.: Verfahren zum Bearbeiten von Entschwefelungsschlacke.
Voestalpine Stahl GmbH, WO 2015/078951 A1, 27.11.2014
Metallurgische Nebenprodukte
Die Möglichkeit dieses Konzept in ein bestehendes Stahlwerk zu implementieren ist in Bild 8 dargestellt. Das Fließbild zeigt die einzelnen benötigten Anlagen und beschreibt den Verlauf der einzelnen Stoffströme, wobei keine zu deponierenden Reststoffe mehr anfallen.
Diese Innovation im Bereich des Recyclings von Entschwefelungsschlacke wurde als Patent angemeldet, welches mittlerweile auch erteilt ist. [7]
7. Literatur
[1] Damtoft, J.: Sustainable development and climate change initiatives. Cement and Concrete Re- search, 2008, S. 115–127
[2] Freißmuth, A.: Die Entschwefelung von Roheisen. 1. Auflage, Almamet, Ainring, 2004 [3] Gudenau, H.: Materialsammlung zum Praktikum der Metallurgie. trans-aix-press, Aachen, 2002 [4] Kaiser, L: Economic Desulphurization of Hot MEtal by Revamping and Process Optimization.
14th International Symposium on the Desulphurization of hot Metal and Steel, Athen, 2016, S. 104–117
[5] Massalski, T. B.: Binary alloy phase diagrams. American Soc. for Metals, Metals Park, Ohio, 1986 [6] Metal Products and Engineering-U.S.: http://www.mpe-us.com/images/EMLI-FBL-130218.jpg,
10.02.2017
[7] Pilz, K.; Bertram, F.; Antrekowitsch, J.; Schneeberger, G.: Verfahren zum Bearbeiten von Ent- schwefelungsschlacke. Voestalpine Stahl GmbH, WO 2015/078951 A1, 27.11.2014
[8] Rath AG: Flüssigstahl: http://www.rath-group.com/branchen/fluessigstahl/hochofen-ausklei- dung/, 11.1.2012
[9] Remus, R.; Aguado Monsenet, M. A..; Roudier, S.; Delgado Sancho, L.: Best Available Tech- niques (BAT) Reference Document for Iron and Steel Production, European Commission Joint Research Centre, Sevilla, 2012
[10] Roederer, C.; Gourtsoyannis, L.: Coordinated study steel-environment. Office for Official Pub- lications of the European Communities, Luxembourg, 1996
[11] Schwerdtfeger, K.; Pawlek, F.: Berichte der Bunsengesellschaft für physikalische Chemie.87, 1983, S. 1230
[12] Shi, C.: Corrosion resitant cement made with steel mill by products, Chinese Society for Metals.
[13] Thomas, K.: Die physikalische Chemie der Eisen- und Stahlerzeugung. Düsseldorf: Verlag Stahleisen, 1964
[14] voestalpine Stahl GmbH: Daten zur anfallenden Entschwefelungsschlacke. 2017
[15] Wegst, M.; Wegst, C.: Stahlschlüssel-Taschenbuch. 21. Auflage, Verlag Stahlschlüssel Wegst, Marbach, 2007
[16] World Steel Association: Steel Statistical Yearbook 2009. Belgien, 2009 [17] World Steel Association: Steel Statistical Yearbook 2016. Belgien, 2016
Bibliografische Information der Deutschen Nationalbibliothek Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über http://dnb.dnb.de abrufbar
Karl J. Thomé-Kozmiensky, Stephanie Thiel, Elisabeth Thomé-Kozmiensky, Bernd Friedrich, Thomas Pretz, Peter Quicker, Dieter Georg Senk, Hermann Wotruba (Hrsg.):
Mineralische Nebenprodukte und Abfälle 4 – Aschen, Schlacken, Stäube und Baurestmassen – ISBN 978-3-944310-35-0 TK Verlag Karl Thomé-Kozmiensky
Copyright: Elisabeth Thomé-Kozmiensky, M.Sc., Dr.-Ing. Stephanie Thiel Alle Rechte vorbehalten
Verlag: TK Verlag Karl Thomé-Kozmiensky • Neuruppin 2017
Redaktion und Lektorat: Dr.-Ing. Stephanie Thiel, Elisabeth Thomé-Kozmiensky, M.Sc.
Erfassung und Layout: Sandra Peters, Janin Burbott-Seidel, Claudia Naumann-Deppe, Anne Kuhlo, Gabi Spiegel, Cordula Müller, Ginette Teske
Druck: Universal Medien GmbH, München
Dieses Werk ist urheberrechtlich geschützt. Die dadurch begründeten Rechte, insbesondere die der Übersetzung, des Nachdrucks, des Vortrags, der Entnahme von Abbildungen und Tabellen, der Funksendung, der Mikroverfilmung oder der Vervielfältigung auf anderen Wegen und der Speicherung in Datenverarbeitungsanlagen, bleiben, auch bei nur auszugsweiser Verwertung, vorbehalten. Eine Vervielfältigung dieses Werkes oder von Teilen dieses Werkes ist auch im Einzelfall nur in den Grenzen der gesetzlichen Bestimmungen des Urheberrechtsgesetzes der Bundesrepublik Deutschland vom 9. September 1965 in der jeweils geltenden Fassung zulässig.
Sie ist grundsätzlich vergütungspflichtig. Zuwiderhandlungen unterliegen den Strafbestimmun- gen des Urheberrechtsgesetzes.
Die Wiedergabe von Gebrauchsnamen, Handelsnamen, Warenbezeichnungen usw. in diesem Werk berechtigt auch ohne besondere Kennzeichnung nicht zu der Annahme, dass solche Namen im Sinne der Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten wären und daher von jedermann benutzt werden dürfen.
Sollte in diesem Werk direkt oder indirekt auf Gesetze, Vorschriften oder Richtlinien, z.B. DIN, VDI, VDE, VGB Bezug genommen oder aus ihnen zitiert worden sein, so kann der Verlag keine Gewähr für Richtigkeit, Vollständigkeit oder Aktualität übernehmen. Es empfiehlt sich, gegebenenfalls für die eigenen Arbeiten die vollständigen Vorschriften oder Richtlinien in der jeweils gültigen Fassung hinzuzuziehen.