Kunststoffe | Verbunde
Untersuchungen zum Aufschluss
von faserverstärkten Sandwichblechen der Fahrzeugindustrie
Thomas Krampitz, Holger Lieberwirth, Sophia Thüm, Christian Paul, Mathias Klinger und Denise Klinger
1. Charakterisierung der Sandwichbleche ...383
2. Vorgehensweise ...384
3. Verbundaufschluss durch mechanische Beanspruchung ...385
4. Verbundaufschluss durch thermische Beanspruchung ...389
5. Einordnung in die Recyclingroute ...391
6. Zusammenfassung ...391
7. Quellen ...392
Zur Erhöhung der Reichweite von Elektrofahrzeugen oder zur Reduktion des Kraft- stoffverbrauchs von Verbrennungsfahrzeugen unternimmt die Fahrzeugindustrie große Anstrengungen, das Fahrzeuggewicht zu verringern. Der strukturelle Leichtbau der Fahrzeuge ist ein wesentliches Werkzeug für die Gewichtsreduktion. Insofern haben sich verschiedene metall- oder kunststoffintensive Leichtbauweisen mit teilweise sehr komplexer stofflicher Zusammensetzung und schwierig zu trennenden Fügeverbin- dungen etabliert. Diese erschweren zunehmend das Recycling [5, 7, 8].
Über die Plattform Forschungs- und Technologiezentrum für Ressourceneffiziente Leichtbaustrukturen (FOREL) werden neue Entwicklungen im Bereich Konstruktions- leichtbau initiiert und begleitet, wobei frühzeitig Betrachtungen zum Recycling unter- nommen werden [4]. Im Rahmen des Projektes Ressourceneffiziente Mischbauweise für Leichtbau-Karosserien (LEIKA) wurden neue Mischbauweisen auf Basis faserver- stärkter Metall-Mehrschichtverbunde, sogenannter Sandwichbleche, entwickelt und erprobt. Dazu wurde eine generische Bodengruppe hergestellt und validiert, anhand derer verschiedene Technologien demonstriert werden [10, 11]. Mit den vorhande- nen Blechen erfolgte im Anschluss die Erprobung von Recyclingtechnologien, deren Ergebnisse im Bericht vorgestellt werden.
Sandwichbleche mit Kunststoffkern finden vorzugsweise in großflächigen Abdeckungen der Karosserie Anwendung, bei denen vor allem die Eigenschaft der Schallabsorption genutzt wird, um die Geräuschimmission im Innenraum der Fahrzeuge zu minimieren.
Kunststoffe | Verbunde
Vor allem in Elektrofahrzeugen stellt durch Weglassen des Verbrennungsmotors die Geräuschimmission im Innenraum ein wesentliches Detail neuer Fahrzeugkonzep- te dar. Die Wahrscheinlichkeit des Einsatzes von Sandwichverbunden erhöht sich dadurch tendenziell. Die Anwendungsmöglichkeiten werden durch Verwendung von Verstärkungsfasern im Kunststoff zusätzlich erhöht. Aufgrund der verbesserten Verbundeigenschaften von Sandwichblechen ist auch eine besondere Eignung für den Strukturleichtbau zu konzedieren. Als Strukturbauteil mit Funktionsintegration, wie am Beispiel der Bodengruppe im InCar plus Fahrzeug gezeigt, eröffnen sich vielseiti- ge Anwendungsmöglichkeiten im Fahrzeug. Im Demonstrator des LEIKA-Projektes wurden für den Sandwichverbund mehrere technologische Werkstoffkombinationen erprobt, wobei für die Auswahl im Fahrzeug das Verhältnis von Leichtbaugrad, den Verbundeigenschaften und der Wirtschaftlichkeit entscheidet. Einen möglichen Ver- bauungszustand im Fahrzeug und den strukturellen Aufbau der Sandwichverbunde zeigt die Bild 1 [3, 11].
PA-Glasfaser- Spritzguss
thyssenkrupp
InCarplus Metall
Metall Faserverstärkter
Kunststoff Metall
Recycling C-Faser Magnesium
CFK CFK
CFK Magnesium Magnesium Kunststoff Stahl Stahl CFK
Stahl Stahl
Bild 1: Verbauungszustand der Sandwichbleche im Fahrzeug, struktureller Aufbau des Verbun- des sowie mögliche Recyclingprodukte
Quelle: modifiziert nach Paul, C.; Wiedemann, S.: LEIKA Abschlussbericht. Dresden: Plattform FOREL; 02PJ2770-81, 2017
Die Sandwichbleche stellen aus Sicht des Recyclings gemäß der Systematisierung von Verbunden durch Schubert [13] einen Mehrfachverbundwerkstoff dar, der einerseits im Kern aus einem Faserverbundwerkstoff mit zum Beispiel kohlenstofffaserverstärk- tem Kunststoff (CFK) besteht und andererseits mit metallischen Werkstoffen flächig ummantelt zu einem Schichtverbund verbunden ist. Sind diese Bleche im Fahrzeug mit weiteren Werkstoffen oder Bauteilen gefügt, entstehen Werkstoffverbunde und damit Leichtbaustrukturen in Multimaterialbauweise, wie sie zukünftig vermehrt in Fahrzeugen zu finden sein werden. Eine ausführliche Beschreibung hierzu ist bei Nestler [9] nachzulesen.
Untersuchungen innerhalb des FOREL-Projektes zeigten bereits, dass der Multimaterial- ansatz mit unterschiedlichsten Werkstoffkombinationen, neuen Werkstoffen und neuartigen Fügemethoden das Recycling vor neue Herausforderungen stellt [7, 8].
Kunststoffe | Verbunde
Voruntersuchungen mit Schichtverbunden von Dunkel [2] deuteten frühzeitig an, dass der Aufschluss allein über mechanische Verfahren nicht ausreicht und zusätzliche Prozesse erforderlich werden. Kempkes [5] fasst dies aus Sicht der Recyclingindustrie wie folgt zusammen: Ein Resultat dieser Entwicklung ist die Zunahme von Hybridmate- rialien, bspw. Metall/Kunststoff-Sandwich-Strukturen. Anders als in der konventionellen Fertigung, sind diese oft flächig verbunden. Die damit auftretenden Bindungsenergien sind bedeutend höher als bei konventionell gefertigten Produkten. Oft kommen bei den eingesetzten Kunststoffen strukturverstärkende Elemente hinzu, z.B. Verstärkung der Kunststoffe mit Glas- oder Kohlenstofffasern. … Diese sind in klassischen Großschred- deranlagen praktisch nicht mehr aufzuschließen und müssen nach der konventionellen Aufbereitung zukünftig einem spezialisierten zusätzlichen Aufbereitungsprozess zugeführt werden. Die Grenze der Aufbereitungstiefe hängt vom Verbundstoff und den damit zusam- menhängenden physikalischen Bindungskräften ab, vorbehaltlich der Wirtschaftlichkeit solcher zusätzlichen Aufbereitungsschritte.
Die Besonderheit bei den untersuchten Schichtverbunden des LEIKA-Projektes stellen die zusätzlich eingesetzten C-Fasern im Kunststoff dar. Damit entsteht ein Mehrfachverbund, bestehend aus mindestens drei Werkstoffen. Beim Recycling ist zu berücksichtigen, dass die C-Fasern nicht einfach in der Metallurgie als Energieliefe- rant verwertet werden können, da es sich einerseits um einen hochwertigen Werkstoff mit einem Marktwert handelt und andererseits Einschränkungen beim Einsatz von C-Fasern in der Metallschmelze existieren. Der Verbundaufschluss mit anschließender Separation der Werkstoffe wird somit erforderlich. Dieser steht im Mittelpunkt der im Folgenden vorgestellten Untersuchungen.
1. Charakterisierung der Sandwichbleche
Als Untersuchungsgegenstand dienten einzelne Bleche aus dem LEIKA-Projekt mit unterschiedlichem strukturellem Aufbau und Werkstoffkombinationen, die als Pro- duktionsabfälle angesehen werden können (Bild 2).
Bild 2: Sandwichbleche (links); Unterbodengruppe aus Sandwichblechen (rechts)
Kunststoffe | Verbunde
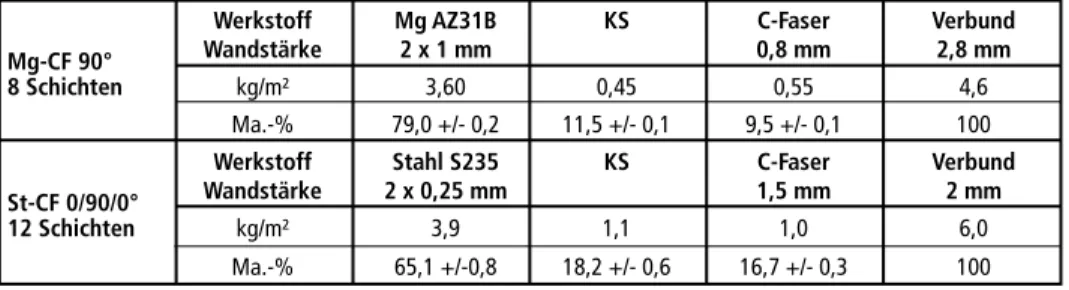
Im Fokus der Untersuchungen standen die Sandwichverbunde mit C-Faser verstärktem Kunststoffkern mit einer thermoplastischen Matrix, bestehend aus dem Kunststoff Poly- amid 6 (PA6), die einerseits mit Stahl- und andererseits mit Magnesiumblechdecklagen gefertigt wurden. Die stoffliche Zusammensetzung der untersuchten Verbunde ist in der Tabelle 1 zusammengefasst. Die zwei untersuchten Sandwichbleche sind einerseits mit der Abkürzung St-CF für die Verbunde mit Stahl- und andererseits Mg-CF für Verbunde mit Magnesiumdecklagen betitelt. Bei der Faserverstärkung handelte es sich um ein C-Faser-Gelege, wobei Anzahl und Ausrichtung der Faserschichten von der Probe abhingen. Da keine Werkstoffkenndaten bekannt waren, erfolgte eine separate Analyse jeder Schicht. Die gezeigten Werte stellen die Analysenergebnisse dar und können sich von den Herstellerangaben unterscheiden. Die werkstoffliche Analyse der Metalle erfolgte mittels der Methode der Röntgenfluoreszenz (Olympus Delta Professional DPO-2000-CC) und die Bestimmung des Gehaltes an Fasern mittels Pyrolyse bei 550 °C. Der Fasertyp konnte nicht bestimmt werden, allerdings lagen für Vergleichsanalysen Fasern in Neuwarenqualität vor.
Tabelle 1: Stoffliche Zusammensetzung der untersuchten Sandwichbleche
Werkstoff Mg AZ31B KS C-Faser Verbund
Mg-CF 90° Wandstärke 2 x 1 mm 0,8 mm 2,8 mm
8 Schichten kg/m² 3,60 0,45 0,55 4,6
Ma.-% 79,0 +/- 0,2 11,5 +/- 0,1 9,5 +/- 0,1 100
Werkstoff Stahl S235 KS C-Faser Verbund
St-CF 0/90/0° Wandstärke 2 x 0,25 mm 1,5 mm 2 mm
12 Schichten kg/m² 3,9 1,1 1,0 6,0
Ma.-% 65,1 +/-0,8 18,2 +/- 0,6 16,7 +/- 0,3 100
2. Vorgehensweise
Ziel der Untersuchung war der Aufschluss der Sandwichverbunde zur Freilegung der Werkstoffkomponenten und nicht die Aufbereitung der gesamten Bodengruppe.
Letztere sollte Gegenstand einer weiterführenden großtechnischen Untersuchung sein.
Einerseits sollten Aussagen über das Verhalten der Verbunde in der konventionellen Aufbereitung abgeleitet und zum anderen angepasste Methoden des Verbundauf- schlusses untersucht werden. Dazu wurden Musterstücke im Format 10 x 10 cm für die mechanischen und 50 x 15 cm für die thermischen Untersuchungen gefertigt. Im Bericht erfolgte ausschließlich die Auswertung der untersuchten Hauptprozesse für den Verbundaufschluss. Eine Betrachtung der gesamten Recyclingrouten sollte ebenfalls Gegenstand weiterer Projekte sein. Die Vorgehensweise der hier vorgestellten Unter- suchungen gliederte sich in zwei Arbeitsschwerpunkte:
Verbundaufschluss über mechanische Beanspruchung in einer Hammermühle
Die Zerkleinerungsversuche sollten den Bedingungen der konventionellen Aufberei- tung im großtechnischen Schredder mit kombinierter schneller Reißbeanspruchung in Verbindung mit Schlag und Prall nahekommen. Die Versuche wurden im Technikum
Kunststoffe | Verbunde
der TU Bergakademie Freiberg auf der in Bild 3 gezeigten kleintechnischen Ham- mermühle der Bauart Firma Geb. Jehmlich GmbH, Nossen durchgeführt. Die Bean- spruchungsart der Hammermühle ist mit der im Schredder weitgehend vergleichbar [12]. Die Mühle verfügt zudem über eine mechanische Drehmomentmessung und eine Austragsklappe, mit der die Verweilzeit im Prozessraum gesteuert werden kann.
Rotorbreite 340 mm Rotordurchmesser 300 mm (Schlagkreis-
durchmesser) (400 mm) Rotorumfangs-
geschwindigkeit 50 m/s Hammerbreite 20 mm
Bild 3: Hammermühle der Gebr. Jehmlich GmbH, Nossen, mit konstruktiven und betrieblichen Einstellparametern
Die aus der Drehmomentmessung ermittelten Daten wurden, wie ausführlich in [8]
beschrieben, für die Berechnung der massespezifischen Zerkleinerungsarbeit heran- gezogen. Die Bestimmung der Stückgrößenverteilung der Zerkleinerungsprodukte erfolgte mittels Prüfsiebung nach DIN 66165 [1]. Der Aufschlussgrad wurde nach der händischen Klaubung der Werkstoffe aus dem Zerkleinerungsprodukt bestimmt [14]. Da die CFK-haltigen Stäube ein Gefährdungspotential aufweisen, wurden diese wie in [6] ausführlich beschrieben aufgefangen und anschließend hinsichtlich ihrer Zusammensetzung quantitativ und qualitativ analysiert. Die charakteristischen Ab- messungen der Partikel in den Staubproben wurden mit dem Gerät CILAS 990 mit Zusatzvorrichtung von der Fa. Quantachrome GmbH/Odelzhausen optisch bestimmt.
Verbundaufschluss über thermische Beanspruchung mittels Pyrolyse Die Bleche wurden in einem Pyrolyseofen (Großraumretorte) der Fa. Carbolite Gero GmbH & Co. KG bei einer Temperatur von 550 °C unter Stickstoffatmosphäre (Sauer- stoffgehalt < 0,5 Prozent) für 30 bzw. 60 Minuten thermisch beansprucht. Die Bleche wurden nach dem Abkühlen der Retorte entnommen und für weitere Untersuchungen verwendet.
3. Verbundaufschluss durch mechanische Beanspruchung
Die Zerkleinerungsprodukte der Hammermühle wiesen wie erwartet verweilzeitab- hängige und werkstoffspezifische Partikelgrößenverteilungen auf. Dabei war erkennbar, dass an fast allen metallischen Komponenten Reste von CFK anhafteten. Diese sind da- her als Restverbund anzusehen. Es gab kaum frei vorliegende metallische Komponenten.
Kunststoffe | Verbunde
Der Faserverbund blieb während der Beanspruchung dagegen weitgehend erhalten und wird daher als CFK bezeichnet. Die aufgeschlossenen CFK Partikel wiesen eine viel feinere Partikelgrößenverteilung als die metallischen Restverbunde auf. Die in Bild 4 gezeigten Partikelgrößenverteilungen der Zerkleinerungsprodukte ergeben sich für die ausgewählten Verweilzeiten von 5 und 30 Sekunden in der kleintechnischen Hammermühle.
0 10 20 30 40 50 60 70 80 90 100
0,1 1 10 100
Verteilungssumme Q3(x)
%
Partikelgröße x mm 5 s CFK 5 s Restverbund
5 s Zerkleinerungsprodukt Mg-CF-Verbund
0 10 20 30 40 50 60 70 80 90 100
0,1 1 10 100
Verteilungssumme Q3(x)
%
Partikelgröße x mm 30 s CFK
30 s Restverbund
30 s Zerkleinerungsprodukt St-CF-Verbund
Bild 4: Stückgrößenverteilungen der Zerkleinerungsprodukte nach 5 und 30 s Verweilzeit in der kleintechnischen Hammermühle
Die Charakterisierung des komplexen Mehrkomponentenstoffgemisches war außer- ordentlich schwierig, da sich im Zerkleinerungsprodukt Kohlenstofffasern neben metallischem Abrieb, Restverbunden und CFK wiederfinden. Die Kohlenstofffasern sowie der metallische Abrieb wurden der Fraktion < 2 mm zugeordnet. Eine exakte Bestimmung der stofflichen Zusammensetzung der Fraktion < 2 mm war nicht möglich.
Eine visuelle Zuordnung der Werkstoffe war erst ab > 2 mm mit vertretbarem Aufwand möglich. Ein werkstoffspezifisches Zerkleinerungsverhalten zeigte sich vor allem in der Partikelform der Zerkleinerungsprodukte. Die Partikelform der Zerkleinerungspro- dukte ist für verschiedene Werkstoffe in Bild 5 dargestellt. Der CFK-Werkstoff wird im Prozess sehr fein zerkleinert und liegt in splittriger bzw. durch den Schichtaufbau in plattiger Stückform vor. Das relativ spröde Stoffverhalten von Magnesium führt ebenfalls zu plattigen Stückformen mit gewölbten Rändern. Aufgrund der geringen Deformation des Magnesiums sowie des CFK ergeben sich kaum selektiv wirkende Zerkleinerungseffekte. Dies führt zu einem nur geringen Aufschluss des Verbundes.
Es haften noch relativ große Mengen von CFK an den Magnesiumchips. Hingegen erfolgte beim weitgehend duktilen Werkstoff Stahl eine Verkugelung während der Beanspruchung, wobei das überwiegend spröde CFK freigelegt wird. Allerdings haf- ten trotzdem Reste von CFK an den Stahlblechen. Nach visuellen Untersuchungen der Produkte ist zu vermuten, dass gerade bei Vorhandensein von Werkstoffen mit
Kunststoffe | Verbunde
feiner Stückgrößenverteilung in den Zerkleinerungsprodukten diese feinen Partikel beim Vorgang der Verkugelung in die Zerkleinerungsprodukte eingebaut werden, was bei einer anschließenden stofflichen Verwertung negative Auswirkungen auf die Produkteigenschaften haben kann.
Stahl-CFK-Sandwich Magnesium-CFK-Sandwich
Restverbund
CFK
Getrennte Werkstoffe 4-8 mm
Zerkleinerungsprodukt Zerkleinerungsprodukt Restverbund
Bild 5: Zerkleinerungsprodukte
0 10 20 30 40 50 60 70 80 90 100
0 10 20 30 40 50 60 70 80 90 100
CFK-Gehalt im Restverbund
% Aufschlussgrad
% CFK
St-CF: Aufschlussgrad CFK Mg-CF: Aufschlussgrad CFK Mg-CF: CFK-Gehalt im Restverbund St-CF: CFK-Gehalt im Restverbund spezifische Zerkleinerungsarbeit wb kWh/t
0 10 20 30 40 50 60 70 80 spezifische
kWh/t Zerkleinerungsarbeit wb
Partikelgröße x50 mm (Prüfsiebung DIN66165)
St -CF Mg-CF
0 10 20 30 40 50 60 70 80 0 10 20 30 40 50 60
Bild 6: Aufschlussgrad und Restgehalt an CFK an den metallischen Komponenten in Abhän- gigkeit von der Verweilzeit (links); spezifische Zerkleinerungsarbeit über der mittleren Partikelgröße (rechts)
In Bild 6 sind die Aufschlussgrade in Abhängigkeit von der spezifischen Zerkleine- rungsarbeit aufgetragen. Dabei ist zu beachten, dass, wie in Bild 4 gezeigt, mit Anstieg der Verweilzeit die Zerkleinerungswirkung und die Deformation der Partikel zu- nimmt, was den Aufschluss der Verbunde beeinflusst. Aufgrund des unterschiedlichen
Kunststoffe | Verbunde
Zerkleinerungsverhaltens der metallischen Werkstoffe ergeben sich folglich verschiedene Aufschlussgrade für die Verbunde. Die resultierende spezifische Zerkleinerungsarbeit ist in Bild 6 in Abhängigkeit vom Median der Partikelgröße x 50 des Zerkleinerungsproduktes aufgetragen, wobei sich ein funktionaler Zusammenhang zwischen der aufgebrachten Zerkleinerungsarbeit und der damit erreichten Partikelgröße ergibt. Für die Zerkleinerung der Stahl-CFK-Bleche auf die Partikelgröße x 50 von etwa 10 mm wird eine spezifische Zerkleinerungsarbeit von etwa 45 kWh/t (zzgl. Leerlaufleistung) erforderlich, wobei sich ein Aufschlussgrad für CFK von etwa 85 Prozent ergibt.
Trotz Restanhaftungen von CFK und Einschluss von CFK-Partikeln im verkugelten Stahlprodukt weisen die Stahl-CFK-Bleche nach der Zerkleinerung auf etwa 5 mm (x 50) einem Aufschlussgrad für CFK von > 95 Prozent auf. Gleichzeitig sinkt der Gehalt an CFK im Stahlprodukt auf < 2 Prozent und liegt damit in einem Bereich für ein marktfähiges Recyclingprodukt. Da der Werkstoff CFK im Verhältnis zum Stahl relativ leicht ist, sind auch wenige Restgehalte an CFK an der Stahloberfläche visuell gut erkennbar und schmälern damit die Qualität des Recyclingproduktes. Die prinzipielle Machbarkeit des mechanischen Aufschlusses ist für die Stahl-CFK-Bleche damit gege- ben. Ob mit den Restanhaftungen von CFK am Stahl die qualitativen Anforderungen für eine metallurgische Verwertung erfüllt sind, muss allerdings geprüft werden. Mit einer spezifischen Zerkleinerungsarbeit von etwa 60 kWh/t ist der Aufschluss mit einem hohen energetischen Aufwand verbunden, dessen Kosten über die Recyclingprodukte gedeckt werden müssen. Dagegen war die gewählte mechanische Beanspruchung für die Magnesium-CFK-Bleche nicht ausreichend, um den gewünschten Verbundaufschluss zu realisieren. Schlussfolgend können nur ausgewählte Mehrfachverbunde über die gewählte Beanspruchung aufgeschlossen werden, wobei im besten Fall ein metallisches
1 10 100 1.000 10.000
Partikellänge µm
Mittlere Partikelbreitenklasse µm 70 13 140
1000 450 600
Partikelanzahl in den Klassen
1,8 5,5 14 28 68 161
Bild 7: Partikelgrößenverteilung des Staubes
Kunststoffe | Verbunde
Recyclingprodukt mit Restanhaftungen von CFK erzeugt und die freien CFK-Partikel einem weiteren Verarbeitungsschritt angedient werden müssen. Die sich ergebende Re- cyclingroute wird damit sehr komplex und energetisch sowie wirtschaftlich aufwendig.
Während der mechanischen Beanspruchung entstehen CFK-haltige Stäube. Die Aus- wertung der aufgefangenen Stäube ergab eine spezifische Staubmenge von etwa 50 g Staub/kg Aufgabegut und damit etwa 0,5 Ma.-%. Es handelt sich um ein Mehrkompo- nentengemisch bestehend aus C-Faser, CFK, Kunststoff- und Metallpartikeln. Die genaue stoffliche Zusammensetzung des Mehrkomponentengemisches konnte nicht ermittelt werden. Die zusätzliche optische Partikelvermessung des Stoffgemisches von etwa 2.300 Partikeln und die Ermittlung mehrerer charakteristischer Partikelabmessungen zeigte, dass vor allem sehr feine Partikel der Breite 3 bis 30 µm freigesetzt werden, bei denen die Partikellänge mit sehr großen Aspektverhältnis auf das Vorhandensein von C-Fasern hindeutet. Die detaillierten charakteristischen Abmessungen sind in Bild 7 ersichtlich. Eine entsprechende Entstaubung kann mit Hilfe der generierten Daten ausgelegt werden.
4. Verbundaufschluss durch thermische Beanspruchung
Bei der Pyrolyse erfolgte die Zersetzung der Kunststoffmatrix in gasförmige und kon- densierbare Verbindungen sowie teilweise an den C-Fasern anhaftenden Restkoks. Die gebildeten flüchtigen Verbindungen wurden aus der Großraumretorte mit dem Spülgas- strom abgeführt und in einer thermischen Nachverbrennung oxidiert. Zurück blieben die metallischen Komponenten und die Kohlenstofffasern, wobei unter den Prozessbe- dingungen die Schlichte entfernt wurde. Mit der Entfernung des Kunststoffs entfallen die Bindungskräfte zwischen den Schichten und die einzelnen Schichten liegen frei übereinander vor. Nach einer Haltezeit von 30 Minuten konnten die einzelnen Schichten noch nicht vollständig voneinander abgehoben werden. Erst nach 60 Minuten gelang dies und der Verbundaufschluss ist mit einem annähernd vollständigen Aufschlussgrad für die Metalle sowie für die C-Fasern möglich. Die Zersetzungsprodukte der Kunststoffma- trix können mit geringem technischem Aufwand thermisch genutzt werden. Da keine mengenmäßige Erfassung und Analyse der gebildeten flüchtigen Bestandteile erfolgte, konnten Möglichkeiten für alternative stoffliche Verwertungswege der kondensierbaren Bestandteile nicht betrachtet werden.
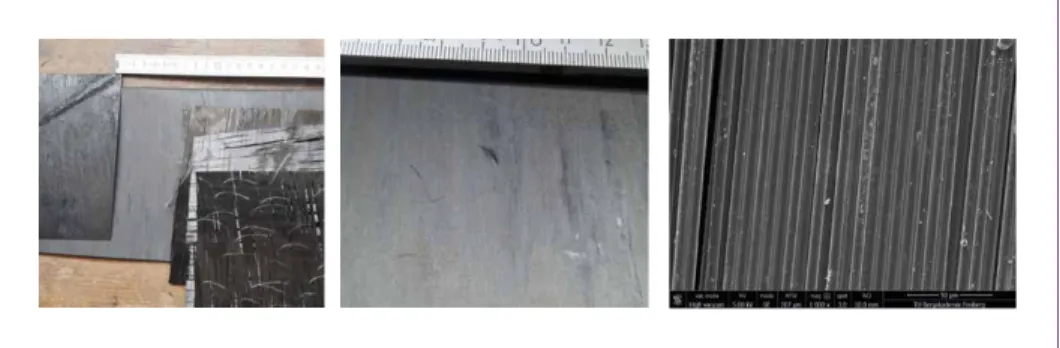
Zur Charakterisierung der festen Produkte erfolgte die Entnahme von Proben aus dem Schichtaufbau. Bei den metallischen Werkstoffen zeigte sich, dass an der Metalloberfläche C-Fasern in so genannten Fasernestern vorlagen. Mit Zunahme der Haltezeit reduzierte sich die Anzahl der Fasern an der Metalloberfläche von 40 auf 20 pro m². Die Menge der Faseranhaftungen konnte allerdings nicht über ihre Masse quantifiziert, sondern nur visuell bewertet werden. Sie ist als störend für die Produktqualität der metallischen Reststoffe einzuordnen. Die Fasern können allerdings über eine zusätzliche mechanische Beanspruchung (Reinigung) abgestreift und somit eine saubere Metallfraktion als Recy- clingprodukt erzeugt werden. Der Faserverbundwerkstoff (CFK) ist hingegen zerstört und nur die Fasern liegen als separate Schichten, wie in Bild 8 dargestellt, vor.
Kunststoffe | Verbunde
Bild 8: Schichtaufbau nach Pyrolyse (links), Mitte: Fasernester nach 60 min (Mitte); rC-Fasern nach 60 min (rechts)
Zur Bestimmung der Faserqualität erfolgte die Betrachtung der Recyclingfasern (rCF) mit einem Rasterelektronenmikroskop (REM) des Typs Quanta 250 FEG der Firma FEI (jetzt ThermoFisher Scientific) am Institut für Energieverfahrenstechnik und Chemie- ingenieurwesen (IEC) der TU Bergakademie Freiberg. Diese zeigten, dass nach 30 min Verweilzeit noch Restanhaftungen von Koks an den Fasern vorhanden sind. Erst nach insgesamt 60 min sind sie nahezu vollständig entfernt, wie es Bild 8 zeigt. Visuell waren keine signifikanten Unterschiede zwischen den rCF aus den Sandwichverbunden St-CF und Mg-CF ersichtlich. Auch bei einem Vergleich der mechanischen Kennwerte der Recycling- mit Neuwarenfasern über Faserzugversuche in Anlehnung an die DIN EN ISO 527-4 zeigten sich, wie in Tabelle 2 dargestellt, nur relativ geringe Abweichungen.
Damit erscheint eine Weiterverarbeitung der rCF zu rCF-Vlies oder -Hybridgarn für textile Anwendungen als möglich. Zusammenfassend können die Fasern über den ge- zeigten thermischen Verbundaufschluss mit nur geringen mechanischen Eigenschafts- änderungen zurückgewonnen werden, wobei die Fasern großtechnisch zu erfassen und zu verarbeiten sind. Allerdings muss beachtet werden, dass einerseits die Schlichte fehlt und Kenntnisse über die weitere Verarbeitbarkeit ausstehen sowie andererseits bei den Untersuchungen nahezu ideale Prozessbedingungen vorherrschten.
Die metallischen Werkstoffe können prinzipiell ebenfalls mit hoher Qualität zurück- gewonnen werden, wobei ein zusätzlicher Arbeitsschritt für die Oberflächenreinigung zu berücksichtigen ist.
Tabelle 2: Kennwerte aus den Faser-Zugversuchen
Prüfkörper Einheit rCF aus rCF aus CF Neuware Vergleich St-CF-Verbund Mg-CF-Verbund Sigrafil
CT50E100
Feinheit (Tex) g/km 7,0 +/- 0,5 6,5 +/- 0,8 7,7 +/- 0,6 6,4 +/- 0,7 Reißdehnung % 1,7 +/- 0,35 1,6 +/- 0,25 2,0 +/- 0,2 1,8 +/- 0,26 Reißfestigkeit N/mm² 3.480 +/- 800 3.520 +/- 850 3.820 +/- 630 3.660 +/- 550 E-Modul kN/mm² 227 +/- 17 226 +/- 6 218 +/- 16 227 +/- 11
Kunststoffe | Verbunde
5. Einordnung in die Recyclingroute
Die untersuchten Einzelprozesse sind im Kontext von technologischen Recyclingrouten zu sehen. Da verbaute tragende Leichtbaustrukturen kaum über eine Demontage einzeln zurückgewonnen und damit einer speziell für diese Verbunde angepassten Aufberei- tung zugeführt werden können, muss derzeit davon ausgegangen werden, dass die im Fahrzeug verbauten Sandwichbleche der konventionellen Altfahrzeugaufbereitung zugeführt werden. Wie gezeigt, verbleiben dann nach der mechanischen Beanspruchung CFK-Restverbunde an den metallischen Werkstoffen, was auf die metallurgische Ver- wertung der Stahlschrotte einen störenden Einfluss haben könnte. Preisabschläge für die Recyclingware oder eine zusätzliche aufwendige Nachbehandlung der Recyclingware sind die Folge. Dazu sind die CFK-haltigen Restverbunde und freien CFK-Werkstoffe aus dem Stoffstrom zu separieren, um diese dann einer separaten Verwertung zuführen zu können bzw. andere Recyclingprodukte vom CFK freizuhalten. Für die konventio- nelle Aufbereitung bedeutet dies einen zusätzlichen Aufwand, ohne die Mehrkosten über die Verwertung hochwertiger Recyclingprodukte decken zu können. Nur die frühzeitige Entnahme der Sandwichstrukturen aus dem Stoffstrom kann, verbunden mit zusätzlichen thermischen Prozessen hochwertige Recyclingprodukte erzeugen.
Möglicherweise kann der entstehende Mehraufwand durch Mehrerlöse für hochwerti- gere Recyclingprodukte gedeckt werden. Diese sind dabei nur über die Rückgewinnung hochwertiger rC-Fasern zu erzielen, wobei nachhaltige Verwertungswege zumindest bisher kaum vorhanden sind. Entsprechende Technologien für die großtechnische Erfassung ebenso wie Märkte für den massenhaften Wiedereinsatz von rCF sind erst noch zu entwickeln. Insofern ist einzuschätzen, dass die faserverstärkten Sandwich- bleche im verbauten Zustand bei verstärktem Einsatz im Fahrzeugbau zunächst vor allem zu erheblichen Schwierigkeiten in der konventionellen Aufbereitung führen und Strategien für eine kostendeckende Verwertung zügig zu entwickeln sind.
Dagegen käme für Produktionsabfälle mit bekannter stofflicher Zusammensetzung eine alternative Recyclingroute über den thermischen Verbundaufschluss in Betracht, da mit Erzeugung einer absatzfähigen Metallfraktion sowie bearbeitbaren rC-Fasern ein zusätzlicher Erlös durch den Absatz der Recyclingprodukte prinzipiell zu erreichen wäre. Für die Umsetzung sind allerdings zusätzliche Bearbeitungsschritte erforderlich, die einerseits die Vorzerkleinerung in einer Rotorschere und die mechanische Nach- behandlung der Blechoberfläche beinhalten. Zudem muss auch hier eine geeignete Technologie für das Trennen der Belche von den rC-Faserschichten entwickelt werden.
Diese Route existiert derzeit noch nicht.
6. Zusammenfassung
In der Untersuchung wurde gezeigt, dass ein mechanischer Aufschluss der faserver- stärkten Sandwichbleche für ausgewählte Werkstoffkombinationen möglich ist. Die relativ spröden Magnesium-CFK-Verbunde konnten nicht über mechanische Bean- spruchung aufgeschlossen werden, wobei auch bei den Stahlblechen immer CFK-Reste
Kunststoffe | Verbunde
an den metallischen Oberflächen haften blieben, welche die metallurgische Verwer- tung der Metallprodukte erschweren. Zudem werden zusätzliche Arbeitsschritte für die Separation der CFK aus dem Stoffgemisch mit separater Verwertung notwendig.
Die mechanische Aufbereitung erzeugt folglich schwer absetzbare Recyclingprodukte mit einem erhöhten Aufwand, der über die Recyclingprodukte nicht gedeckt werden kann. Falls faserverstärkte Sandwichbleche im Fahrzeugbau zukünftig verstärkt Einsatz finden, führen der nicht ausreichende Aufschluss der Verbunde zur Kontamination der metallischen Produkte mit CFK und die freien CFK-Werkstoffe bei gemeinsamer Verarbeitung in konventionellen Schredderprozessen zur Querkontamination anderer Recyclingprodukte, was nur mit einem erheblichen Mehraufwand zu verhindern wäre.
Auch zusätzliche adaptive mechanische Aufbereitungsschritte würden nach heutigem Stand keine Recyclingprodukte mit Mehrerlös generieren, um die zusätzlichen Kosten der Aufbereitung zu decken.
Nur eine gezielte frühzeitige Entnahme der Sandwichbleche aus dem Stoffstrom erlaubt, wie gezeigt, eine thermische Behandlung der Sandwichbleche mit Erzeugung von Recycling- produkten, die werkstofflich wieder einsetzbar sind und das Potenzial bieten, den Mehraufwand der Aufbereitung zu decken. Im Bericht wurde eine alternative Prozess- führung über eine thermische Behandlung aufgezeigt, bei dem der Mehrfachverbund zerlegt und einerseits faserfreie Metallbleche und andererseits Recyclingfasern mit guten mechanischen Eigenschaften im Vergleich zur Neuwarefaser gewonnen werden können. Deren Umsetzung ist allerdings an ökonomische und ökologische Rahmen- bedingungen gekoppelt, die vor dem großtechnischen Einsatz nachzuweisen sind.
Zusammenfassend kann konstatiert werden, dass in Fahrzeugen zukünftig Mehrfach- verbunde verbaut sein werden, deren Verbundaufschluss nicht über die konventionelle Technik gewährleistet werden kann und die erheblichen Risiken für die Verwertung der Recyclingwerkstoffe bergen. Alternative Prozesse zur separaten Aufbereitung oder Anlagenerweiterung stehen derzeit erst im Labormaßstab zur Verfügung. Bei der Entwicklung neuartiger Verbunde muss daher frühzeitig an die Recyclingfähigkeit gedacht werden. Alternative Prozesse müssen mitentwickelt sowie durch großtechnische Versuche validiert werden. Dazu bedarf es der Kommunikation zwischen Fahrzeug- herstellern und der Recyclingindustrie.
Dieses Forschungs- und Entwicklungsprojekt wird mit Mitteln des Bundesministeriums für Bildung und Forschung (BMBF) im Rahmenkonzept Forschung für die Produktion von morgen (Förderkennzeichen 02P16Z014) und mit Mitteln aus dem Energie- und Klimafonds gefördert und vom Projektträger Karlsruhe (PTKA) betreut.
7. Quellen
[1] DIN 66165. Partikelgrößenanalyse, Siebanalyse, Grundlagen. Deutsches Institut für Normung:
s.n., 2004
[2] Dunkel, U.: Untersuchungen zur Aufschlusszerkleinerung von Kunststoff-Stahl-Verbunden.
Freiberg: TU Bergakademie Freiberg; Institut für Aufbereitungsmaschinen; Diplomarbeit, 2009
Kunststoffe | Verbunde [3] Grüneklee, A. et al.: The Project ThyssenKrupp InCar plus. Wiesbaden: Springer Vieweg; Sprin-
ger Fachmedien Wiesbaden GmbH; ATZextra, 2014
[4] Gude, M. et al.: FOREL Abschlussbericht Initiierungsphase. Dresden: Plattform FOREL; TU Dresden; Institut für Leichtbau und Kunststofftechnik (ILK), 2017
[5] Kempkes, P. et al.: Kreislaufwirtschaft 4.0 – technologische Umbrüche, Herausforderungen und Lösungsansätze aus Sicht der Recylingindustrie. Weinheim: Wiley-VCH Verlag GmbH; Chemie- Ingenieur Technik; Nr. 89, 2017
[6] Krampitz, T.; Thüm, S.; Lieberwirth, H.: Charakterisierung von Stäuben, die bei der mechani- schen Zerkleinerung von CFK entstehen. In: Thome Kozmiensky, K.J.; Goldmann, D. (Hrsg.):
Recycling und Rohstoffe, Band 10, 2017, S. 236-246, ISBN: 978-3-944310-34-3
[7] Lieberwirth, H.; Krampitz, T.: Entwicklungstendenzen für den Einsatz von Leichtbauwerkstoffen im Fahrzeug und Auswirkungen auf das Recycling. In: Thome Kozmiensky, K.J.; Goldmann, D. (Hrsg.): Recycling und Rohstoffe, Band 8, Neuruppin: TK Verlag Karl Thomé-Kozmiensky 2015, ISBN: 978-3-944310-20-6
[8] Lieberwirth, H.; Krampitz, T.; Schnutz, S.: Aufschlusszerkleinerung metallintensiver Leicht- baustrukturen zur Freilegung von Wertstoffkomponenten am Beispiel einer Hybrid-B-Säule in Mischbauweise. In: Thome Kozmiensky, K.J.; Goldmann, D. (Hrsg.): Recycling und Rohstoffe, Band 10, 2017, S. 328-336, ISBN: 978-3-944310-34-3
[9] Nestler, D.: Verbundwerkstoffe – Werkstoffverbunde. Chemnitz: TU Chemnitz; Habilitations- schrift, 2012. S. 471
[10] Paul, C.: LEIKA – Ressourceneffiziente Mischbauweisen für Leichtbau-Karosserien. Dresden:
FOREL-Kolloquium, 2016
[11] Paul, C.; Wiedemann, S.: LEIKA Abschlussbericht. Dresden: Plattform FOREL;02PJ2770-81, 2017
[12] Sander, S.: Grundlagen der Zerkleinerung in Hammerreißern. Freiberg: TU Bergakademie Frei- berg; Freiberger Forschungshefte; Band 871; Dissertation, 2003. S. Getr. Zählung [etwa 180 S.].
ISBN 978-3-86012-197-9
[13] Schubert, G.; Jäckel, H.-G.: Preprints zur Tagung des Fachausschusses Zerkleinern. Schliersee:
s.n., 1996
[14] Thüm, S.: Untersuchungen zur Aufbereitung von Metall-Kunststoff-Sandwichverbunden am Beispiel einer Unterbodengruppe im Multimaterial-Leichtbaudesign. Freiberg: TU Bergakade- mie Freiberg; Institut für Aufbereitungsmaschinen; Masterarbeit, 2017
Dorfstraße 51
D-16816 Nietwerder-Neuruppin
Tel. +49.3391-45.45-0 • Fax +49.3391-45.45-10 E-Mail: tkverlag@vivis.de
Bestellen Sie direkt beim TK Verlag oder unter www. .de
TK Verlag GmbH
Michael Beckmann K. J. Thomé-Kozmiensky
DEZENTRALE ENERGIEVERSORGUNG DEZENTRALE ENERGIEVERSORGUNG
Erneuerbare Energien und
Dezentrale Energieversorgung
Erneuerbare Energien, Band 1 bis 6 Dezentrale Energieversorgung
Paketpreis 90,00 EUR
statt 140,00 EUR Erneuerbare Energien, Band 1 (2009) ISBN: 978-3-935317-44-3 20,00 EUR
Erneuerbare Energien, Band 4 (2010) ISBN: 978-3-935317-55-9 20,00 EUR Erneuerbare Energien, Band 5 (2011) ISBN: 978-3-935317-64-1 20,00 EUR Erneuerbare Energien, Band 6 (2011) ISBN: 978-3-935317-65-8 20,00 EUR Erneuerbare Energien, Band 2 (2009) ISBN: 978-3-935317-43-6 20,00 EUR Erneuerbare Energien, Band 3 (2010) ISBN: 978-3-935317-54-2 20,00 EUR
Dezentrale Energieversorgung (2013) ISBN: 978-3-935317-95-5 20,00 EUR Herausgeber: Karl J. Thomé-Kozmiensky und Michael Beckmann • Verlag: TK Verlag Karl Thomé-Kozmiensky
Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über http://dnb.dnb.de abrufbar
Stephanie Thiel • Elisabeth Thomé-Kozmiensky • Daniel Goldmann (Hrsg.):
Recycling und Rohstoffe – Band 11
ISBN 978-3-944310-40-4 Thomé-Kozmiensky Verlag GmbH
Copyright: Elisabeth Thomé-Kozmiensky, M.Sc., Dr.-Ing. Stephanie Thiel Alle Rechte vorbehalten
Verlag: Thomé-Kozmiensky Verlag GmbH • Neuruppin 2018
Redaktion und Lektorat: Dr.-Ing. Stephanie Thiel, Dr.-Ing. Olaf Holm, Elisabeth Thomé-Kozmiensky, M.Sc.
Erfassung und Layout: Claudia Naumann-Deppe, Janin Burbott-Seidel, Sandra Peters, Ginette Teske, Cordula Müller, Gabi Spiegel
Druck: Universal Medien GmbH, München
Dieses Werk ist urheberrechtlich geschützt. Die dadurch begründeten Rechte, insbesondere die der Übersetzung, des Nachdrucks, des Vortrags, der Entnahme von Abbildungen und Tabellen, der Funk- sendung, der Mikroverfilmung oder der Vervielfältigung auf anderen Wegen und der Speicherung in Datenverarbeitungsanlagen, bleiben, auch bei nur auszugsweiser Verwertung, vorbehalten. Eine Vervielfältigung dieses Werkes oder von Teilen dieses Werkes ist auch im Einzelfall nur in den Grenzen der gesetzlichen Bestimmungen des Urheberrechtsgesetzes der Bundesrepublik Deutschland vom 9.
September 1965 in der jeweils geltenden Fassung zulässig. Sie ist grundsätzlich vergütungspflichtig.
Zuwiderhandlungen unterliegen den Strafbestimmungen des Urheberrechtsgesetzes.
Die Wiedergabe von Gebrauchsnamen, Handelsnamen, Warenbezeichnungen usw. in diesem Werk berechtigt auch ohne besondere Kennzeichnung nicht zu der Annahme, dass solche Namen im Sinne der Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten wären und daher von jedermann benutzt werden dürfen.
Sollte in diesem Werk direkt oder indirekt auf Gesetze, Vorschriften oder Richtlinien, z.B. DIN, VDI, VDE, VGB Bezug genommen oder aus ihnen zitiert worden sein, so kann der Verlag keine Gewähr für Richtigkeit, Vollständigkeit oder Aktualität übernehmen. Es empfiehlt sich, gegebenenfalls für die eigenen Arbeiten die vollständigen Vorschriften oder Richtlinien in der jeweils gültigen Fassung hinzuzuziehen.