Dorfstraße 51 D-16816 Nietwerder-Neuruppin
Bestellungen unter www. .de
oder
Reinigung von Abgasen
Dieses umfassende Lehr- und Praxishandbuch stellt die Abgasreinigung nach der thermischen Abfallbehandlung ausührlich dar, hebt deren Besonderheiten hervor und erläutert die Unterschiede zu Abgasreinigungssystemen nach der thermischen Behandlung anderer Brennstoffe.
Behandelt werden die Herkunft und Wirkung von verbrennungscharakteristischen Luftschadstoffen, deren Entstehungsme- chanismen im Verbrennungsprozess, Primär- und Sekundärmaßnahmen zu ihrer Reduzierung, Verfahren zur Emissionsmes- sung sowie Entsorgungsverfahren für Rückstände aus der Abgasreinigung. Insbesondere die Vor- und Nachteile von Verfahrensschritten und deren sinnvolle Kombination bei unterschiedlichen Randbedingungen werden herausgestellt.
Zudem enthält das Buch Informationen und Analysen zur Emissionssituation, zu Betriebsmittelverbräuchen und Rückstands- mengen sowie zur Kostenstruktur von thermischen Abfallbehandlungsanlagen in Abhängigkeit des eingesetzten Abgasreini- gungssystems. Darüber hinaus werden Informationen zu aktuellen rechtlichen, wissenschaftlichen und technologischen Entwicklungen und deren Einfluss auf die Abgasreinigung gegeben. Eine Auswertung des Status quo der Abgasreinigung nach der Abfallverbrennung in Deutschland, Ausführungsbeispiele zu den möglichen Aggregatekombinationen und typische Betriebswerte aus der Anlagenpraxis runden den Inhalt ab.
Damit ist das Werk zugleich ein Leitfaden zur Planung des für einen Standort und eine Abscheidungsaufgabe schlüssigen Gesamtkonzepts zur Abgasreinigung. Das Buch richtet sich an Studierende an Fach- und Hochschulen, an Entscheidungsträ- ger, Planer und die betriebliche Praxis, beispielsweise wenn der Neubau eines Systems oder die Implementierung von Optimierungsmaßnahmen durchgeführt werden soll.
Reinigung von Abgasen
– unter besonderer Berücksichtigung der thermischen Abfallbehandlung –
Autor: Margit Löschau Erschienen: 2014
ISBN: 978-3-944310-13-8 Hardcover: 476
Preis: 50,00 EUR
Transformationen unterhalb der Wolken
Emissionen Transmissionen Depositionen / Immissionen Ferntransport
Transformationen innerhalb der Wolken Ausregnung Nebelwirkung
Trockene Deposition
Nährstoff-f- auswaschung auswaschung
Oberflächen- abfluss abfluss
Emissionsminderung
Energetisch optimierte trockene Abgasreinigung mit hoher Abscheideleistung
Jörn Wandschneider
1. Abgasreinigung ...194
1.1. Ziele...194
1.2. Konzept...194
1.2.1. Entstickung SNCR ...196
1.2.2. Vorentstaubung ...196
1.2.3. Trockensorption ...197
1.2.4. Entstickung SCR ...198
1.2.5. Nachreinigung ...198
1.3. Abgas-Rezirkulation ...198
1.4. Abgas-Wärmetauscher ...199
2. Aufbereitung der Reaktionssalze...200
3. Emissionswerte ...201
4. Energetische Nutzung...202
5. Vorteile des gewählten Abgasreinigungskonzepts ...205
6. Kosten ...205
7. Zusammenfassung ...206 Das Ingenieurbüro Wandschneider + Gutjahr, Hamburg, hat 2010 an einem Ideen- wettbewerb für eine neue Müllverbrennungsanlage in Root bei Luzern in der Schweiz teilgenommen. Im Rahmen dieses Wettbewerbes sollte ein Anlagenkonzept entwickelt werden, dass einen möglichst hohen energetischen Wirkungsgrad bei minimalem Emissionsniveau erreicht. Im Sinne dieser Anforderungen wurde die Anlage später mit dem Namen Renergia bezeichnet.
Entsprechend wichtig im Gesamtkonzept der Renergia war die Abgasreinigung, die im Nachfolgenden näher beschrieben wird. Das gewählte Verfahren basiert unter anderem auf der bemerkenswerten Aussage in den Anfrageunterlagen zum Ideen- wettbewerb, dass innovative Ideen ausdrücklich begrüßt werden. Insofern wurde von Anfang an ein Konzept angestrebt, das unabhängig von üblichen Konventionen die sehr
Emissionsminderung
widersprüchlichen Anforderungen wie hohe Abscheideleistung, niedrige Investitions- kosten, geringer Chemikalienbedarf, geringe zu deponierende Reststoffmengen und hohe Verfügbarkeit – um nur einige zu nennen – in einem optimalen Gesamtkonzept zusammenführt.
Inzwischen ist die Renergia seit Beginn 2015 mit der warmen Inbetriebnahme und dem Probebetrieb und seit Mai 2015 vollständig in Betrieb.
1. Abgasreinigung 1.1. Ziele
Für die Auswahl des Abgasreinigungsverfahrens wurden die nachfolgenden Ziele als Grundlage für ein mögliches Abgasreinigungskonzept festgelegt:
• deutliche Unterschreitung der gesetzlichen Emissions-Grenzwerte,
• vergleichbares Emissionsniveau wie bei Nassverfahren,
• Nutzung des energetischen Potenzials der Abgase,
• keine Wiedererwärmung der Abgase,
• Verwertbarkeit der anfallenden Reststoffe, soweit wie möglich
• abwasserloser Betrieb,
• hohe Betriebssicherheit,
• geringe Anforderungen an Wartung und Unterhalt,
• Wirtschaftlichkeit.
Die Anforderungen geben ansatzweise auch die Wichtigkeit wider. Es wird deutlich, dass zunächst die technischen Anforderungen für das Gesamtkonzept maßgebend waren, die Kosten haben eine nachrangige Rolle gespielt. Selbstverständlich muss am Ende der Planung eine Wirtschaftlichkeit gegeben sein.
1.2. Konzept
In den letzten Jahren sind bei Neuanlagen weitgehend einstufige konditioniert-trockene Verfahren auf Kalkbasis realisiert worden, unter anderem auch, um dem wachsenden Kostendruck durch einfacher aufgebaute Abgasreinigungsanlagen gerecht zu werden.
Hinsichtlich der Schadstoffabscheidung haben sich diese Verfahren sehr positiv entwi- ckelt und einen Stand erreicht, der verlässlich niedrige Emissionswerte erzielt. Dabei bleibt die gesamte Anlagenkonfiguration einfach und von der Anzahl der Komponenten her überschaubar. Die Verfahren beinhalten vertraute und langjährig eingesetzte Kom- ponenten, die zuverlässig und problemlos zu warten und zu unterhalten sind. Nasse Abgasreinigungsanlagen sind in Deutschland seit 2010 nur noch in Ausnahmefällen realisiert worden.
Emissionsminderung
Mit der Einstufigkeit der Abgasreinigung sind naturgemäß engere Grenzen hinsicht- lich der Abscheideleistung und gewisse Beschränkungen hinsichtlich der erlaubten Rohgasbeladung gegeben. Damit geht in jedem Fall ein Stück Flexibilität hinsichtlich der zu behandelnden Abfallstoffe verloren. Im Regelfall kann bei angemessener Aus- legung selbstverständlich eine ausreichende Unterschreitung der Grenzwerte erreicht werden, der Stand der Technik bietet aber Lösungen an, die wesentlich niedrigere Emissionswerte als die genannten einstufigen Verfahren sicher erzielen. Ein solcher Lösungsansatz, der die Möglichkeiten des Standes der Technik ausschöpft, sollte im Ideen-Wettbewerb verfolgt werden – einschließlich von nassen Varianten.
Nach umfassender interner Diskussion der verschiedensten Abgas-Reinigungskonzepte hat sich ein vollständig trockenes Verfahren als Optimum für den Anwendungsfall ergeben. Mit dem Lösungsvorschlag wird eine bisher sehr ungebräuchliche Verschal- tung eingesetzt, die sich wesentlich aus dem Gedanken der energetischen Optimierung heraus kristallisiert hat. Dabei gilt die energetische Optimierung nicht isoliert für die Abgasreinigung, sondern diese ist in das energetische Konzept der Gesamtanlage einbezogen.
Als Abgasreinigungskonzept wurde ein vierstufiges Verfahren vorgeschlagen:
Stufe 1: Entstickung als Kombination von SNCR- und SCR Technik (Schlupf-Katalysator)
Stufe 2: Vorentstaubung
Stufe 3: Trockensorption mit Natrium-Hydrogen-Karbonat (Bikarbonat) Stufe 4: Nachreinigung mit Kalkhydrat unter Zudosierung von Herdofenkoks Der verfahrenstechnische Aufbau ist aus Bild 1 ersichtlich und in dem Verfahrens- fließbild in Bild 2 etwas detaillierter dargestellt. Die nachfolgende Beschreibung zeigt die Auslegungskriterien und Besonderheiten dieses insbesondere für die Schweiz sehr unkonventionellen Konzeptes auf.
filter 1 filter 2 WT
Kessel filter Kataly- Eco 2
sator Bicarbonat
Ammoniak- wasser
silo 2 silo1
silo Abgas
Betriebsmittel / Reststoffe
filter 1 filter 2 WT
Kessel filter Kataly- Eco 2
sator Bicarbonat
Ammoniak- wasser
silo 2 silo1
silo
Rauch- gas-WT webe-Ge-
filter 1
webe-Ge- filter 2
Kessel Bicar- Eco 2
bonat- Reaktor Elektro-
filter
Kalkhy- drat- Reaktor Schlupf-
Kataly- sator
Bicarbonat Kalkhydrat Herdofen-
Ammoniak- koks wasser
Rest- stoff- silo 2 Filter-
staub- Abgas
Betriebsmittel / Reststoffe Rest- stoff- silo 1 silo
Bild 1: Übersichtsschema der Abgasreinigung
Emissionsminderung
1.2.1. Entstickung SNCR
Als Entstickungsverfahren ist eine Kombination von SNCR und Katalysator gewählt worden. Damit werden die Vorteile beider Verfahren miteinander kombiniert, näm- lich der einfache Aufbau und geringe apparative Aufwand des SNCR-Verfahrens sowie der gute Abscheidegrad des Katalysators. Der Katalysator ist auch deshalb vorgesehen, um einen ungewünschten Ammoniakschlupf zu vermeiden, obwohl ein Grenzwert für den Schlupf in der Schweiz nicht besteht. Hieraus folgt die interne Bezeichnung Schlupfkatalysator.
Die Aufteilung in SNCR- und SCR-Technik hat den Vorteil, dass ein Großteil der Entstickung bereits im Feuerraum durch einfache Eindüsung mit Ammoniakwasser erfolgen kann. Lediglich die Nachentstickung zur Reduzierung auf sehr niedrige Emissionswerte wird im Katalysator vorgenommen, der daher mit einem kleinen Bauvolumen realisiert werden kann. Darüber hinaus ermöglicht es diese Anord- nung, dass der bei der SNCR-Technik unvermeidliche Schlupf zur weitergehenden NOx-Reduktion im Katalysator genutzt wird. Durch eine entsprechende Regelung der Ammoniakwasser-Eindüsung wird der Schlupf nach Austritt Kessel so einge- stellt, dass der Schlupfkatalysator optimal abscheiden kann. Zusätzlich ermöglicht eine zweite Ammoniakwasser-Eindüsung direkt vor dem Schlupfkatalysator die Reduzierung auf die gewünschten, niedrigen Emissionsgrenzwerte auch bei NOx- Spitzen. Diese werden bewusst nicht mit der SNCR Stufe abgefangen, um die Stäube/
Reaktionssalze der ersten Abscheidestufe nicht mit Ammoniak zu belasten.
Es wurde überlegt, den Schlupf-Katalysator gleich als High-Dust-Katalysator auszu- bilden, eine vergleichbare Konzeption ist in der HVC Alkmaar in den Niederlanden für die Linie 4 realisiert worden. Dies hätte eine aufwändige Vorentstaubung bei etwa 270 °C Abgastemperatur erfordert, der Kessel wäre erheblich länger geworden, der Katalysator deutlich größer. Diese Idee wurde daher verworfen.
1.2.2. Vorentstaubung
Unmittelbar nach Austritt aus dem horizontalen Kesselzug wird ein Elektrofilter vorgesehen. Dieses Filter hat die Aufgabe, die nachfolgende Reinigungsstufe von Flugstaub zu entlasten und auf diese Weise eine Aufbereitung der in der Trocken- sorption anfallenden Reaktionsprodukte zu ermöglichen. Die Kesselstäube aus dem Horizontalzug und Elektrofilterstäube werden gemeinsam als sogenannter Filterstaub ausgetragen und entsorgt. Eine eigenständige Entsorgung der Filter- stäube hat sich wegen der fehlenden stofflichen Verwertungsmöglichkeit als nicht erforderlich erwiesen.
Das Elektrofilter wird so ausgelegt, dass das Abgas nach Filter einen Staubgehalt von deutlich < 150 mg/m³ aufweist, dazu ist der Einsatz eines zweifeldrigen Filters vorgesehen. Der genannte Rest-Staubgehalt ermöglicht eine problemlose Aufberei- tung der Reaktionssalze aus dem Gewebefilter 1 zu einem verwertbaren Produkt (Kapitel 2).
Emissionsminderung
1.2.3. Trockensorption Zur Trockensorption als dritter Stufe der Abgasreinigung wird Natrium-Hydrogen- Karbonat als Sorptionsmittel eingesetzt, nachfolgend mit dem üblichen Handelsna- men Bikarbonat bezeichnet. Das sogenannte Bikarbonat-Verfahren dient primär zur Abscheidung von Schwefeldioxid und Chlorwasserstoff. Nach der Eindüsung von Bikarbonat in den einbaulosen Abgaskanal wird durch einen langen Abgaskanal mit Umlenkung eine ausreichende Reaktionsstrecke berücksichtigt. Die sich in der Reak- tionsstrecke bildenden Reaktionssalze werden in dem Gewebefilter 1 abgeschieden.
Das Verfahren dieser Stufe arbeitet bei einer Betriebstemperatur von 240 °C. Diese Be triebstemperatur liegt im optimalen Bereich für den Einsatz von Bikarbonat, ist aus reichend unterhalb der Grenztemperatur von 250 °C für den Betrieb des Gewe- befilters und ausreichend hoch für den nachgeschalteten Katalysator. Entsprechend wird der Eco 1 des Kessels ausgelegt, der in Verbindung mit einem Trommelvorwär- mer diese Abgas-Austritts temperatur über die Reisezeit sehr konstant sicherstellt, mit großen Schwankungsbreiten muss nicht gerechnet werden. Ein weiterer Vorteil der gewählten Betriebstemperatur liegt darin, dass auf diesem hohen Temperatur- niveau Rezigas nach dem Gewebefilter entnommen werden kann, das weitgehend entschwefelt und entstaubt ist.
Bereits bei der Auslegung der Anlage zeichnete sich ab, dass der zunächst avisierte un- terstöchiometrische Betrieb der Bikarbonat-Stufe wohl nicht realisiert werden kann.
Die Ursache liegt darin, dass zur Vermeidung von Anbackungen im Katalysator infolge von Ammoniumsalzen sowie zur Vermeidung von Tieftemperaturkorrosion im Eco 2 eine ausreichende Schwefelabscheidung stattfinden muss, wobei ein SO2-Wert vor Katalysator von etwa 50 mg/m³ angestrebt wurde. Dieser verfahrensinterne Grenz- wert kann nur mit einem Stöchiometriefaktor von etwa 1 erreicht werden. Das führt automatisch dazu, dass HCl und HF schon weitgehend in der Bikarbonat-Stufe abgeschieden werden. Damit ist in der nachgeschalteten Kalkstufe für die sauren Schadstoffe nur noch eine Restabscheidung und der Abbau von Spitzen erforderlich.
Für die Bikarbonat-Stufe ist eine Rezirkulation der Reaktionssalze vorgesehen, um den Verbrauch des relativ teuren Einsatzstoffes Bikarbonat mengenmäßig zu begrenzen. Der Vorteil der Rezirkulation liegt darin, dass trotz eines momentanen Überschusses die Wahrscheinlichkeit besteht, dass das vorhandene freie Sorpti- onsmittel auf Grund der längeren Aufenthaltszeit zu einem späteren Zeitpunkt für die Reaktion genutzt wird. Insofern ergibt sich mit der Rezirkulation bei der sehr trägen Regelung der Sorptionsmittelzugabe in Abhängigkeit von den gemessenen Reingaswerten eine positive Stabilität im Betrieb ohne Erhöhung des Sorptions- mittelverbrauchs. Die Stufe der Trockensorption kann nahezu stöchiometrisch betrieben werden.
Ein wesentlicher Vorteil der gewählten Trockensorption mit vorgeschaltetem Elek- trofilter besteht in der Möglichkeit, die entstehenden Reaktionssalze aufbereiten zu können. Hierzu existiert ein relativ einfaches Verfahren, das in Kapitel 2 dargestellt ist.
Emissionsminderung
1.2.4. Entstickung SCR
Der (Schlupf-) Katalysator wird in dem Gehäuse des vertikalen Eco 2 untergebracht.
Damit ist sichergestellt, dass er bei der sehr günstigen Temperatur von 240 °C betrieben wird. Aufgrund des vorgeschalteten Gewebefilters und der Bikarbonat-Eindüsung kön- nen Probleme durch Verschmutzung oder Kontamination weitgehend ausgeschlossen werden. Dennoch erfolgt die Dimensionierung der Waben mit großer Lochweite, um eine hohe Betriebssicherheit auch bei Betriebsstörungen zu gewährleisten. Eine halbe Lage ist als Ausbaureserve vorgesehen.
Der sogenannte Eco 2 als wichtiges Tail-End des Kessels ist in Kapitel 4 beschrieben.
1.2.5. Nachreinigung
Die letzte Stufe der Abgasreinigung ist eine konditionierte Trockensorption, als Ein- satzstoff und Chemikalie wird Kalkhydrat verwendet. Diese Chemikalie ist deutlich preiswerter als Bikarbonat und reicht für die Nachreinigung aus. Die optimale Tempe- ratur für dieses Verfahren liegt bei etwa 140 °C. Der Temperaturabbau von 240 °C auf 140 °C erfolgt durch den externen Eco 2, der nach dem ersten Gewebefilter hinter dem Katalysator angeordnet ist.
Das Kalkhydra t wird ebenfalls rezirkuliert, so dass ein sehr grosses Angebot an Re- aktionsmitteln zur Verfügung gestellt wird und ein niedriger Verbrauch und geringer Reststoffanfall realisiert werden kann. Infolge der niedrigen Rohgaskonzentrationen am Eintritt der Nachreinigung ist ein niedriger Kalkhydrat-Verbrauchswert sowieso gewährleistet. Die Abscheidung der Reaktionsprodukte (sogenannte Reststoffe) erfolgt in dem Gewebefilter 2, das weitgehend baugleich mit dem Gewebefilter 1 ausgeführt ist.
Zu dem Kalkhydrat wird Herdofenkoks dosiert, um Schwermetalle, Dioxine und Furane abzuscheiden. Die Zugabe von Herdofenkoks ist in diesem Temperaturbereich unkritisch und sehr effektiv. Das Kalkhydrat bildet den überwiegenden, inertisierenden Hauptbe- standteil. Auch der Einsatz von Sorbalit als lieferfertige Mischung ist prinzipiell möglich.
Zur Steigerung des Abscheidegrades und zur Minimierung der Reststoffe wird die Reaktivität des Rezirkulates durch Zugabe von Wasser erhöht. Die Zugabe von Wasser sorgt dafür, dass das Kalkhydrat aus einem bereits teilweise beladenen Partikel an die Oberfläche dringt und damit erneut zur Reaktion zur Verfügung steht. Das Wasser wird in das Rezirkulat eingedüst. Die Abgastemperatur wird durch das zugegebene Wasser um 10 K auf 130 °C abgekühlt.
1.3. Abgas-Rezirkulation
Im Konzept der Abgasreinigung ist die Abgas-Rezirkulation mit etwa 20 Prozent der Abgasmenge definitiver Bestandteil des Gesamtkonzeptes. Der wesentliche Vorteil liegt darin, dass ein weitgehend vorgereinigtes und entstaubtes Abgas rezirkuliert werden kann, da die Entnahme nach der ersten Abgasreinigungsstufe erfolgt. Damit sind die üblichen Korrosionsprobleme im Rezigas-System nicht zu erwarten und ein einfacher Aufbau des Systems gewährleistet.
Emissionsminderung
Durch die Abgas-Rezirkulation kann der Sauerstoffgehalt der Abgase auf 6 Prozent (tro- cken) nach Kesselende abgesenkt werden, was die Effizienz der Anlage erhöht. Dies führt überdies in der zweiten Abgasreinigungsstufe zu niedrigen Volumenströmen und damit letztendlich zu geringen Frachten, die über den Schornstein emittiert werden.
1.4. Abgas-Wärmetauscher
Ein Wärmetauscher ist im Abgasweg unmittelbar vor Schornsteineintritt vorgesehen. Der Einbau eines Wärmetauschers ist an dieser Stelle relativ problemlos möglich, da die Abgase weitestgehend gereinigt sind und ein unmittelbarer Korrosionsangriff bei guter Materialwahl nicht zu befürchten ist. Die Anordnung des Wärmetauschers nach dem Saugzuggebläse nutzt die dort auftretende Temperaturerhöhung des Abgases um etwa 5 K noch aus.
Dieser Abgas-Wärmetauscher vor Schornstein bietet sich als Kondensat-Vorwärmstufe an, da das Temperaturniveau niedrig ist. Diese Nutzung hat den Vorteil, dass in der verfahrenstechnischen Verbrennungslinie die Betriebsbedingungen nur aus der eigenen Prozessführung heraus beeinflusst werden. Bei der Nutzung dieses Wärmetauschers zur Fernwärmeerzeugung hätten sich im Abgasweg von Außen aufgezwungene Betriebspara- meter ergeben, die nur reaktiv hingenommen werden können.
Dieser Wärmetauscher ist in jeder Verbrennungslinie vorgesehen, die Wärmetauscher sind also parallel geschaltet. Die Durchströmung erfolgt bei den zwei Verbrennungs- linien der Renergia jeweils von der halben Kondensatmenge. Durch diese Abkühlung im Abgaswärmetauscher wird das Abgas auf die Austrittstemperatur von 85 bis 105 °C abgekühlt, wobei die Wärme energetisch sinnvoll genutzt wird.
Druckluft Wasser Kalkhydrat Herdofen- koks Natrium- Bicarbonat
Ammoniak- wasser Abfall
Dampf
105°C85- 130°C
140°C
135°C
240°C 240°C
Wasser, Kondensat Anlieferung Ammoniakwasser Druckluft Abgas Natriumbicarbonat Asche
Brennstoff Schlacke HOKReaktionsprodukte
Schlacken- aufbereitung Deponie Recycling Deponie
Bild 2: Vereinfachtes Verfahrensfließbild der Abgasreinigung
Emissionsminderung
Entsprechende regelungstechnische Absicherungen erfolgen lediglich dahingehend, dass eine Mindestaustrittstemperatur der Abgase nicht unterschritten wird, damit eine sichere Abströmung (Vermeidung von Ausregnen) und ausreichende Überhöhung der Abgase beim Verlassen des Schornsteines gewährleistet ist. Hinsichtlich des Korrosionsverhaltens ergeben sich infolge der weitergehenden Abkühlung der Abgase keine unterschiedlichen Anforderungen mehr. Es wird nach dem Abgas-Wärmetauscher das Material GFK eingesetzt, das in jedem Fall bis 135 °C beständig ist, so dass auch bei Nicht-Betrieb des Wärmetauschers keine Probleme entstehen.
Das Gesamtverfahren zeigt Bild 2, dargestellt als vereinfachtes Verfahrensfließbild.
Bild 3 zeigt die Aufstellung der Komponenten als Längsschnitt der Anlage. Dieses Bild zeigt den Bearbeitungsstand der Angebotsphase.
Bild 3: Aufstellung der Abgasreinigung (Längsschnitt)
2. Aufbereitung der Reaktionssalze
Die Wiederaufbereitung der Reaktionssalze kann sinnvoller Weise nur in zentralen Anlagen realisiert werden. Zwei derartige Anlagen befinden sich in Frankreich in Betrieb. Entsprechende Aufbereitungsanlagen haben sich bisher aus ökonomischen Gründen nur wenig etabliert. In Deutschland können die Reaktionssalze inklusive der Staubanteile im Bergwerksversatz verwertet werden. Diese preisgünstige Möglichkeit lässt der tatsächlichen Verwertung als Produkt kaum eine ökonomische Chance.
In der Aufbereitung (Bild 4) werden die Reaktionssalze (natriumhaltige Reakti- onsprodukte) des Gewebefilters 1 zunächst in Wasser gelöst und die unlöslichen Bestandteile, insbesondere die Reststäube, in einer Kammerfilterpresse abgetrennt.
Emissionsminderung
Der Klarlauf wird dann in einer Aktivkohlestufe von organischen Bestandteilen be- freit, die an die Aktivkohle absorbiert werden. Schliesslich gelangt die Lösung in einen Ionentauscher, um die letzten Schwermetallspuren zu entfernen. Die gereinigte Sole enthält wesentlich Natriumchlorid, Natriumsulfat und Natriumcarbonat und wird insbesondere in der chemischen Industrie zur Sodaherstellung wiederverwertet.
Wasser Hydraulische
Bindemittel Natriumhaltige Reaktionsprodukte
Mischer
Kontaktreaktor inerter Filterkuchen
Verwertbare Deponie Sole
Filterpresse
Aktivkohle Ionenaustauscher Additive
Bild 4: Prinzipschema der Aufbereitung der Reaktionssalze
Quelle: Solvay
Es ist deutlich, dass die Aufbereitung der Reaktionssalze mit klassischer Anlagentechnik erfolgt, die kaum betriebliche Risiken aufweist. Die tatsächlichen Probleme ergeben sich eher im wirtschaftlichen Bereich.
3. Emissionswerte
Mit dem vorgeschlagenen Abgasreinigungskonzept können niedrige Emissionswerte weit unterhalb der gesetzlichen Grenzwerte sicher erreicht werden. Die geringen Frach- ten infolge des niedrigen Abgasvolumenstromes als Folge der Abgas-Rezirkulation verbessern die umwelttechnische Nachhaltigkeit des vorgeschlagenen Verfahrens.
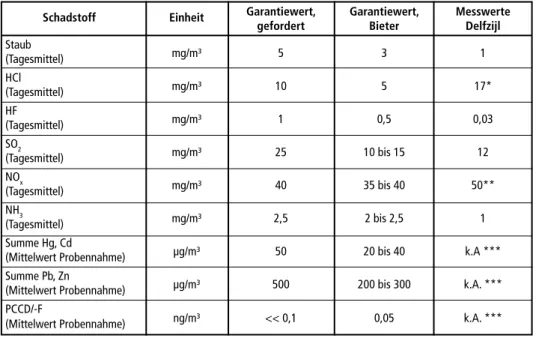
In Tabelle 1 sind verschiedene Emissions-Grenzwerte einander gegenübergestellt. Zum einen sind die in der Anfrage geforderten Garantiewerte genannt, die im Prinzip die halben BImSchV-Werte darstellen. In der zweiten Spalte sind die Garantiewerte der Bieter genannt, die sich im Wettbewerb an der Ausschreibung dieser Abgasreinigungs- anlage beteiligt haben. Die Werte liegen teilweise deutlich unter den Forderungen und stellen somit den schlechtesten zu erwartenden Betriebswert dar. Langfristig gemessene Betriebswerte sind als Messwerte der Anlage in Delfzijl (NL) aufgenommen, die über eine mit der Renergia vergleichbare Abgasreinigung verfügt und bereits seit 2010 be- trieben wird. Veröffentlichte Messwerte der Renergia liegen derzeit leider noch nicht vor, die internen Messergebnisse weisen aber in die mit Delfzijl vergleichbare Richtung.
Emissionsminderung
Tabelle 1: Gegenüberstellung der Emissionsgrenzwerte
Schadstoff Einheit Garantiewert, Garantiewert, Messwerte
gefordert Bieter Delfzijl
Staub
(Tagesmittel) mg/m³ 5 3 1
HCl
(Tagesmittel) mg/m³ 10 5 17*
HF
(Tagesmittel) mg/m³ 1 0,5 0,03
SO2
(Tagesmittel) mg/m³ 25 10 bis 15 12
NOx
(Tagesmittel) mg/m³ 40 35 bis 40 50**
NH3
(Tagesmittel) mg/m³ 2,5 2 bis 2,5 1
Summe Hg, Cd
(Mittelwert Probennahme) µg/m³ 50 20 bis 40 k.A ***
Summe Pb, Zn
(Mittelwert Probennahme) µg/m³ 500 200 bis 300 k.A. ***
PCCD/-F
(Mittelwert Probennahme) ng/m³ << 0,1 0,05 k.A. ***
* der angelieferte Müll ist sehr viel schadstoffreicher als angenommen
** der Grenzwert in den Niederlanden liegt bei 70 mg/m³, entsprechend wird der Sollwert nicht weiter reduziert
*** keine Angabe. Vorgaben werden sicher eingehalten
4. Energetische Nutzung
Eine Voraussetzung für eine gute energetische Nutzung ist ein hoher Kesselwirkungs- grad. Um diesen zu erreichen, muss die Abgastemperatur im Kessel soweit wie mög- lich abgesenkt werden. Dies kann durch den vertikalen Eco 2 in Verbindung mit dem vorgeschalteten Sorptions-Verfahren erreicht werden. Der vertikale Eco ermöglicht es, mit begrenztem technischem Aufwand die erforderliche (Zusatz-) Heizfläche mit guter Wärmeübertragung zu installieren. Die weitgehende SOx-Abscheidung durch die vorgeschaltete Bikarbonat-Reinigungsstufe stellt sicher, dass die Schadstoffgehalte im Abgas bei Eintritt in den Eco 2 niedrig sind und daher am Ende des Eco 2 trotz der niedrigen Abgastemperaturen keine Korrosion durch Taupunktunterschreitung zu befürchten ist. Damit kann die Kessel-Austrittstemperatur nach Eco 2 auf 140 °C abgesenkt werden.
Um diese für die Nachreinigung optimale Abgastemperatur von 140 °C zu erreichen, darf die Speisewassertemperatur 115 °C nicht überschreiten. Das reicht noch für die Entgasung im Speisewasserbehälter und gewährleistet mit der Grädigkeit von 25 K eine wirtschaftliche Auslegung des Eco 2. Eine weitergehende Abgaskühlung ist also mit dem Eco 2 nicht möglich. Diese wird mit dem Abgas Wärmetauscher nach der Stufe 4 vor Schornsteineintritt erzielt, das Abgas kann unter energetischer Nutzung von den 135 °C nach Saugzuggebläse bis auf 85 °C abgekühlt werden.
Emissionsminderung
ld 5: Ebsilon-Berechnung der Renergia
Emissionsminderung
Mit der Abgastemperatur von 140 °C nach Eco 2 lässt sich bei dem gewählten niedrigen O2-Gehalt der Abgase ein Kesselwirkungsgrad von etwa 89 Prozent erreichen. Das ist deutlich mehr als der übliche Wert von etwa 83 Prozent. Mit dem Kessel kann so eine sehr hohe Dampfmenge erzeugt werden, die zur Verstromung oder Dampflieferung genutzt wird.
Der energetische Vorteil der gewählten Anlagenkonzeption ergibt sich neben der niedrigen Kesselaustrittstemperatur auch aus dem niedrigen O2-Gehalt im Abgas, der durch die Abgaszirkulation erreicht wird. Beide Lösungsansätze können infolge der eingesetzten Trockensorption mit Bikarbonat betriebssicher realisiert werden.
Der Wasser- Dampf-Kreislauf der Anlage wurde im Ebsilon-Modell simuliert und durchgerechnet. Bild 5 zeigt die Ergebnisse.
Für die Verbrennung hat sich ein nominaler O2-Gehalt von 6 Prozent (feucht) als realistischer Auslegungswert gezeigt. Dieser Wert bezieht sich auf das Abgas nach Kesselende (Eco 1), im Wege der Abgasreinigung erhöht sich der Wert durch diverse Falschlufteintritte – auch in Folge der Sorptionsmittel Zugaben - geringfügig.
Berücksichtigt man die weitere Abkühlung im Abgas-Wärmetauscher, so wird das Abgas letztendlich auf die Austrittstemperatur von < 100 °C abgekühlt. Mit allen ande- ren Maßnahmen zur Effizienzsteigerung ergeben sich somit Nutzungsgrade zwischen 65 und 83 Prozent. Der
niedrige Wert 65 Prozent gilt im Sommer ohne Fernwärmeauskopplung, der hohe Wert 83 Prozent für den Betrieb mit Fernwärmelieferung. Dieser Betriebszustand mit Fernwärmelieferung ist in dem Sankey-Diagramm in Bild 6 dargestellt.
Linie 1
Linie 2 46,9 MWth
40,6 MWth / 43,3 % 3,8 MWth / 4,1 %
Verluste 0,6 MWth / 0,7 % Interne Nutzung 2,0 MWth
22 MWth / 23,5 %
15,1 MWel / 16,1 % 5,5 MWth / 5,8 %
ηges = 82,9 % 46,9 MWth Kessel 1
41,2 MWth
Extern
Fernwärme Turbine
Interne Nutzung
Luko 5,6 MWth / 6,0 % Verluste
0,6 MWth / 0,7 % Kessel 2 41,2 MWth
ECO 13,1 MWth
ECO 13,1 MWth Interne Nutzung 2,0 MWth
Bild 6: Wirkungsgrad (Sankey-Diagramm)
Emissionsminderung
5. Vorteile des gewählten Abgasreinigungskonzepts
Die Vorteile des Konzeptes lassen sich wie folgt beschreiben:
• Durch den nahstöchiometrischen Betrieb infolge der Additiv-Rezirkulation ist der Verbrauch der teuren Chemikalie Natrium-Bikarbonat gering.
• Die Menge an Reaktionssalzen aus dem Gewebefilter 1 ist relativ gering und kann recycelt werden.
• Die Kalkzugabe erfolgt überstöchiometrisch, der größte Teil wird rezirkuliert, um eine hohe Abscheideleistung bei geringer Reststoffmenge zu erreichen.
• Durch die Kalkzugabe kann das Rest-HCl und HF sehr effektiv aus dem Abgas entfernt werden.
• Die Zugabe von HOK erfolgt in einem niedrigen Temperaturbereich. Die Abschei- deleistung ist hoch, die Gefahr von Hot-Spots ist minimiert.
• Die Abgase enthalten wenig Wasserdampf, was der Bildung der Wasserdampffahne am Schornstein entgegenwirkt.
• Die Kombination von SNCR- und SCR-Technik führt zu geringen Investitionskos- ten im Vergleich zu einer reinen Katalysator-Lösung.
• Der Katalysator nutzt die Ammoniakreste, die im Abgas vorhanden sind. Dies wirkt sich positiv auf die Betriebskosten aus.
• Es wird keine Wiedererwärmung benötigt.
• Es entsteht kein Abwasser.
• Der Aufbau ist einfach, betriebssicher und pflegeleicht.
In diesem speziellen Anwendungsfall spielte darüber hinaus eine wesentliche Rolle, dass das Verfahren Emissions-Grenzwerte und Betriebswerte erreicht, wie sie bisher in der Schweiz nur mit Nassverfahren erzielt wurden.
6. Kosten
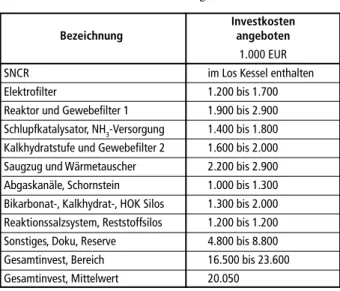
Die Investitionskosten für das Verfahren wurden selbstverständlich im Rahmen der Planung abgeschätzt. Die Aufteilung ergibt sich aus Tabelle 2, in der die Angebotspreise der Bieter in ihrer Bandbreite eingetragen sind. Alle Preise sind netto ohne Mehrwert- steuer in Euro ausgewiesen, Stand 2012 für eine Realisierung bis Mitte 2015.
Die Kosten beziehen sich auf zwei Abgasreinigungslinien mit einer Abgasmenge von je 100.000 Nm³/h (feucht) nach Kesselaustritt Eco 1, wobei ein Abgasvolumenstrom von je 20.000 Nm³/h rezirkuliert wird. Die tatsächliche Menge über den Schornstein beträgt daher lediglich 2 x 80.000 Nm³/h, alle Zahlenangaben sind aufgerundet.
Mit den genannten Preisen stellt dieses zweistufige Trockenverfahren im Vergleich zu der klassischen Nasswäsche eine attraktive Lösung dar. Aber auch die Kosten für die Nachreinigungs-Stufe sind wirtschaftlich tragbar, vor allem weil auf diese Weise am Ende des Abgasweges noch eine erhebliche Energienutzung erfolgen kann.
Emissionsminderung
7. Zusammenfassung
In einem Wettbewerb für eine neue Müllverbrennungsanlage in der Schweiz – die später als Renergia bezeichnete Anlage in Root bei Luzern – wurde ein möglichst in- novatives Abgasreinigungskonzept entwickelt. Dabei standen insbesondere eine hohe Abscheideleistung und die wirksame Einbindung in die energetische Optimierung der Gesamtanlage im Vordergrund. Ergebnis ist ein mehrstufiges Trockenverfahren, das mit der Inbetriebnahme der Renergia nun an zwei europäischen Anlagen erfolgreich betrieben wird.
Das Konzept berücksichtigt den Stand der Technik und bietet sich für zukünftige An- lagen mit verschärften Anforderungen hinsichtlich der Emissionen als Lösung an. Die Vermeidung von Wiederaufheizung und die fast vollständige Nutzung der Abgaswär- me bei relativ geringem apparativem Aufwand gestatten eine sehr hohe energetische Nutzung bei geringem elektrischen Eigenverbrauch.
Im Juli dieses Jahres, d.h., etwa 5 Jahre nach dem genannten Wettbewerb, haben wir das Anlagenkonzept, natürlich angepasst an die technischen Randbedingungen, für eine sehr große Verbrennungsanlage in China vorgeschlagen. Die Resonanz ist bei den entsprechenden Ingenieuren und Umweltexperten sehr positiv gewesen. Allerdings bestehen mit der Chemikalie Natrium-Hydrogen-Karbonat noch keine Erfahrungen in China, da diese noch nicht am Markt gängig und daher für die technische Anwen- dung nicht handelsüblich ist. Insofern ist zwar eine technische Entscheidung für dieses Konzept gefallen, die definitive Entscheidung seitens des Kunden für das vorgestellte Konzept kann aber erst nach Überprüfung der Marktverhältnisse getroffen werden.
Dies bestätigt, dass das skizzierte Konzept eine gute Lösung ist, wenn im Sinne einer robusten Abgasreinigung mit hoher Verfügbarkeit sehr niedrige Emissionswerte ein- gehalten werden sollen und die Einleitung von behandelten Abwässern schwierig ist.
Die weitgehende energetische Nutzung der Abgaswärme ist ein wesentlicher Vorteil.
Das Fehlen einer Abgasfahne hat sich bei allen Diskussionen als ein weiterer Vorteil erwiesen.
Tabelle 2: Kostenzusammenstellung
Investkosten Bezeichnung angeboten
1.000 EUR
SNCR im Los Kessel enthalten
Elektrofilter 1.200 bis 1.700
Reaktor und Gewebefilter 1 1.900 bis 2.900 Schlupfkatalysator, NH3-Versorgung 1.400 bis 1.800 Kalkhydratstufe und Gewebefilter 2 1.600 bis 2.000 Saugzug und Wärmetauscher 2.200 bis 2.900 Abgaskanäle, Schornstein 1.000 bis 1.300 Bikarbonat-, Kalkhydrat-, HOK Silos 1.300 bis 2.000 Reaktionssalzsystem, Reststoffsilos 1.200 bis 1.200 Sonstiges, Doku, Reserve 4.800 bis 8.800 Gesamtinvest, Bereich 16.500 bis 23.600
Gesamtinvest, Mittelwert 20.050
Bibliografische Information der Deutschen Nationalbibliothek Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über http://dnb.dnb.de abrufbar
Karl J. Thomé-Kozmiensky, Margit Löschau (Hrsg.):
Immissionsschutz, Band 5
– Recht – Umsetzung – Messung – Emissionsminderung – ISBN 978-3-944310-23-7 TK Verlag Karl Thomé-Kozmiensky
Copyright: Professor Dr.-Ing. habil. Dr. h. c. Karl J. Thomé-Kozmiensky Alle Rechte vorbehalten
Verlag: TK Verlag Karl Thomé-Kozmiensky • Neuruppin 2015
Redaktion und Lektorat: Professor Dr.-Ing. habil. Dr. h. c. Karl J. Thomé-Kozmiensky, Dr.-Ing. Stephanie Thiel, M.Sc. Elisabeth Thomé-Kozmiensky
Erfassung und Layout: Sandra Peters, Ginette Teske, Anne Kuhlo Druck: Beltz Bad Langensalza GmbH
Dieses Werk ist urheberrechtlich geschützt. Die dadurch begründeten Rechte, insbesondere die der Übersetzung, des Nachdrucks, des Vortrags, der Entnahme von Abbildungen und Tabellen, der Funksendung, der Mikroverfilmung oder der Vervielfältigung auf anderen Wegen und der Speicherung in Datenverarbeitungsanlagen, bleiben, auch bei nur aus- zugsweiser Verwertung, vorbehalten. Eine Vervielfältigung dieses Werkes oder von Teilen dieses Werkes ist auch im Einzelfall nur in den Grenzen der gesetzlichen Bestimmungen des Urheberrechtsgesetzes der Bundesrepublik Deutschland vom 9. September 1965 in der jeweils geltenden Fassung zulässig. Sie ist grundsätzlich vergütungspflichtig. Zuwiderhand- lungen unterliegen den Strafbestimmungen des Urheberrechtsgesetzes.
Die Wiedergabe von Gebrauchsnamen, Handelsnamen, Warenbezeichnungen usw. in diesem Werk berechtigt auch ohne besondere Kennzeichnung nicht zu der Annahme, dass solche Namen im Sinne der Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten wären und daher von jedermann benutzt werden dürfen.
Sollte in diesem Werk direkt oder indirekt auf Gesetze, Vorschriften oder Richtlinien, z.B. DIN, VDI, VDE, VGB Bezug genommen oder aus ihnen zitiert worden sein, so kann der Verlag keine Gewähr für Richtigkeit, Vollständigkeit oder Aktualität übernehmen. Es empfiehlt sich, gegebenenfalls für die eigenen Arbeiten die vollständigen Vorschriften oder Richtlinien in der jeweils gültigen Fassung hinzuzuziehen.