Abstract
152
Rückstände aus MVA
Treatment of Separated Mass Fractions of Waste Incineration Bottom Ashes for the Use as Secondary Construction Material
Stefan Lübben, Verena Enzner and Olaf Holm
The discussion concerning an overall German regulation on the use of secondary construction materials lasts for over ten years. Recently a draft has been approved by the German government and accepted for further parliamentary discussion. If the legislation should pass in its current version, due to both the included concept and suggested limit values, it won’t be possible to use the bottom ashes (BA) from municipal solid waste incineration in the city of Hamburg in the same way as before. Therefore, the Stadtreinigung Hamburg is seeking for alternative recycling prospects for bottom ashes by initiating and taking place in different research projects.
In the framework of the project OPTIMIN a fractionation of BA in different grain size distributions with an integrated washing step has been carried out. Due to further treatment and measurements of the resulting three fractions 0–0.2 mm, 0.2–2 mm and 2–25 mm, the possible application in asphalt, concrete or cement has been investigated.
One option could be the use of fresh BA which has been treated prior to the ageing processes.
The preliminary results show the shifting of pollutants to the fine fraction but also components responsible for the ageing processes. Parts of the fine fraction hold the limit values for the cement plant of the project partner. On the other hand, the contents of copper and zinc exceed the standard values for the process. The coarser fractions are free from mineral coatings and are not agglomerated in the case of the use of fresh BA.
A following industrial separation step of glass has been successful. From the physical point of view an application in asphalt or concrete for the coarser fractions seems to be feasible. However, in leaching experiments a high release of different metals, especially copper, could be detected. This is probably due to the poorly conceived washing process but needs to be further investigated.
153 Aufbereitung von Teilströmen der Abfallverbrennungsasche zu hochwertigen Recyclingprodukten
Rückstände aus MVA
Aufbereitung von Teilströmen der Abfallverbrennungsasche zu hochwertigen Zuschlagstoffen und deren Einsatz
als Recyclingprodukte in der Baustoffindustrie
Stefan Lübben, Verena Enzner und Olaf Holm 1. Status Quo der Verwertung
von Hausmüllverbrennungsaschen (HMVA) in Hamburg ...154
2. Alternative Verwertungsansätze ...157
3. Bisherige Ergebnisse und Diskussion ...162
3.1. Feinfraktion für den Einsatz im Zementklinker ...162
3.2. Sandfraktion ...164
3.3. Grobfraktion ...166
3.4. Schlussfolgerungen ...166
3.5. Glasabtrennung aus der Grobfraktion ...169
4. Fazit und Ausblick ...170
5. Literatur ...172
Als erste Stadt auf dem europäischen Kontinent setzte Hamburg voll auf die energetische Verwertung von Abfallstoffen. Die erste Verbrennungsanlage der Stadt ging bereits 1896 in Betrieb. Weitere drei Verbrennungsanlagen wurden in der Zeit bis 1931 errichtet.
Von Anfang an wurde über Magnete Metallschrott aus der Hausmüllverbrennungs- asche (HMVA) entnommen und recycelt. Die verbleibende Mineralik wurde mehr oder weniger aufwändig mechanisch aufbereitet und als Baustoff in unterschiedlichen Siebfraktionen in den Straßen- und Wegebau abgegeben. Dabei übertraf die Nachfrage nach diesem Baustoff häufig das Angebot. So konnte von Anfang an ein positiver Preis in Höhe von zwei Reichsmark je Kubikmeter für den Baustoff erzielt werden. Schon 1932 wurde erkannt, dass nur nach sorgfältiger Metallentnahme und Herstellung definierter Korngrößenfraktionen ein Material vorliegt, welches als Baustoff eingesetzt werden kann und für welches auch eine Nachfrage besteht. Versuche aus 1928 zur direkten Herstellung von Mauersteinen aus HMVA, wofür die HMVA bis zur Schmelze erhitzt und in Formen gegossen wurde, konnten sich nicht durchsetzen. Diese Steine waren nicht vermarktungsfähig.
Stefan Lübben, Verena Enzner, Olaf Holm
154
Rückstände aus MVA
Insbesondere in den 1970er und 1980er Jahren gab es immer wieder Probleme und Beschwerden beim Einsatz von HMVA unter Asphalt-Deckschichten. Durch einge- hende Untersuchungen z.B. des Asphalt-Labors [1] konnte ermittelt werden, dass metallisches Aluminium in der HMVA in Verbindung mit Wasser unter Bildung von Aluminiumhydroxid sehr stark quillt und dabei bis zu 100 bar Druck aufbauen kann.
Um diese Probleme mit sehr großer Wahrscheinlichkeit ausschließen zu können, muss das metallische Aluminium mit allen zur Verfügung stehenden technischen Mitteln entnommen und so ein Gesamtgehalt von deutlich unterhalb 1 Ma.-% sichergestellt werden. Die metallbefreite HMVA sollte dann mindestens zehn Wochen lagern, damit Karbonatisierungsprozesse ablaufen können und restliches Aluminium zu Hydroxi- den umgebaut werden konnte. Für Hamburg ist geregelt, dass die Asphaltdeckschicht über einer HMVA-Tragschicht mindestens 16 cm dick sein sollte (ReStra 2017 und ZTV/St-Hmb.09 in der Fassung 11/2017). Bei derartig aufbereitetem Material und entsprechendem Schichtaufbau sind Aufplatzungen aufgrund von Aluminium in der HMVA ausgeschlossen.
a) b)
Bild 1: Straßenschäden durch in Hausmüllverbrennungsaschen enthaltenes Aluminium
Quelle: Hanseatisches Schlackenkontor, 2007
1. Status Quo der Verwertung von Hausmüllverbrennungsaschen (HMVA) in Hamburg
Über das Hanseatische Schlackenkontor (HSK) wird die in Hamburg erzeugte HMVA seit Beginn der 1990er Jahre erfolgreich vermarktet. Durch die permanente interne und externe Güteüberwachung ist eine gleichbleibende und hohe Qualität des Ersatzbau- stoffes sichergestellt. Die Hamburger Umweltbehörde hat dem Einsatz von HMVA im öffentlichen Straßen- und Wegebau seit Jahren Vorrang gegenüber Primärrohstoffen eingeräumt und empfiehlt die Aufnahme von Ersatzbaustoffen bei Ausschreibungen ausdrücklich. Um den Einsatz von HMVA zu erleichtern, wurde bereits vor zehn Jahren die sogenannte Wasserkarte in Hamburg eingeführt (Bild 2). In Form einer Ampelkarte wird darin mit den Farben grün-gelb-rot sehr deutlich dargestellt, welche Flächen für den HMVA-Einsatz geeignet oder ungeeignet sind und wo gegebenen- falls ein weiterer Prüfungsbedarf besteht. Wasserschutz- und Naturschutzgebiete,
155 Aufbereitung von Teilströmen der Abfallverbrennungsasche zu hochwertigen Recyclingprodukten
Rückstände aus MVA
Überschwemmungsgebiete und Flächen, auf denen der höchste zu erwartende Grund- wasserstand einen geringeren Abstand als 1 m zwischen Grundwasser und HMVA- Schicht erwarten lässt, sind vom Einbau von HMVA ausgeschlossen.
Das HSK führt ein Einbaukataster über alle seit 1992 verbauten HMVA-Mengen.
So ist lückenlos dokumentiert, wo HMVA eingebaut wurde. Für öffentliche Baumaß- nahmen gibt es zudem eine Rücknah- megarantie für HMVA, sofern diese bei späteren Baumaßnahmen gegebenenfalls wieder ausgebaut wird. Bis 2015 wurden über das HSK über 200.000 t HMVA pro Jahr als Ersatzbaustoff vermarktet.
Infolge rückläufiger Abfallmengen in der Verbrennung und der einhergehenden Schließung einer Verbrennungsanlage (Stellinger Moor), sind auch die jährlichen HMVA-Mengen rückläufig und betragen aktuell etwa 130.000 t.
Beim Absatz der fertig aufbereiteten HMVA gibt es erwartungsgemäß jah- reszeitliche Schwankungen und auch Überhänge in das nächste Jahr. Die jährlich abgegebenen Mengen variieren daher seit 2006 zwischen 119.000 t und 242.000 t. Seit 2006 wurden etwa 57 % der HMVA in Hamburg und 43 % in anderen Bundesländern eingesetzt. Der in Hamburg abgesetzte Anteil ist in den vergangenen Jahren leicht rückläufig. Ziel ist, die HMVA möglichst hochwertig, d.h.
als Tragschicht zu verwerten. Kleinere Anteile werden im Deponiebau z.B. zur Profilierung eingesetzt und somit eben- falls verwertet. Eine reine Entsorgung in Form der Deponierung von HMVA gibt es nicht (mehr), alle Mengen werden verwertet. Das Bild 6 zeigt, unter welcher Bild 2: Kartenausschnitt der Hamburger
Wasserkarte als Leitlinie für den Einbau von Ersatzbaustoffen
Quelle: Behörde für Umwelt und Energie Hamburg, Amt für Umweltschutz 2017: Merkblatt zur Ermittlung des höchs- ten zu erwartenden Grundwasserstandes beim Einsatz von Ersatzbaustoffen in Hamburg
Einbau Ersatzbaustoffe geeignet (Aufhöhungsfläche)
Flächen mit Prüfungsbedarf ungeeignet Gewässerfläche
geeignet
Form der Abdeckung in den vergangenen Jahren welche HMVA-Mengen verwertet wurden. Der überwiegende Teil wird als Tragschicht unter Asphalt oder Beton ein- gesetzt, kleinere Mengen unter Pflaster. Unter Pflasterung wird teilweise hydraulisch gebundene HMVA eingesetzt, um die theoretisch mögliche Elution von Salzen und Schwermetallen weiter zu reduzieren.
Stefan Lübben, Verena Enzner, Olaf Holm
156
Rückstände aus MVA
Bild 5: Mögliche Einsatzbereiche für Haus- müllverbrennungsaschen (HMVA) im Schichtenaufbau einer Straße Bild 3: Massenbilanz der Abfallverbrennung und resultierenden Sekundärrohstoffgewinnung
im Geschäftsbereiches der Stadtreinigung Hamburg (SRH) für das Jahr 2016
120.000 t
Abfälle aus den Landkreisen Niedersachsens
350.000 t
Müllverwertung Borsigstraße, Hamburg
330.000 t
Müllverwertung Rugenberger Damm, Hamburg
150.000 t Rohschlacke
Schlackenaufbereitung
160.000 t Abfälle wurden 2016 zur MVA Stapelfeld (EEW Energy from Waste Stapelfeld GmbH, Schleswig-Holstein) geliefert. Die Behandlung und Verwertung obliegt der EEW.
720.000 t
Abfälle der Stadtreinigung Hamburg
14.000 t Fe-Metalle (ohne Anhaftungen)
120.000 t
Vermarktung durch die HSK GmbH
14.000 t Zwischenlagerung 134.000 t
Schlacke
2.000 t NE-Metalle (ohne Anhaftungen)
120.000 t 230.000 t 330.000 t
Bild 4: Einbau von Hausmüllverbrennungs- aschen als Tragschicht im Straßenbau
Asphalttragschicht
2. Tragschicht HMVA
1. Tragschicht Schicht aus frost- unempfindlichem Material HMVA
Unterbau
Grundwasser 1 m
157 Aufbereitung von Teilströmen der Abfallverbrennungsasche zu hochwertigen Recyclingprodukten
Rückstände aus MVA
2. Alternative Verwertungsansätze
Im Rahmen des vom BMBF geförderten Vorhabens ATR – Aufschluss, Trennung und Rückgewinnung von ressourcenrelevanten Metallen aus Rückständen thermischer Pro- zesse mit innovativen Verfahren konnte für HMVA aus Hamburg ermittelt werden, dass die Rückgewinnung von Nichteisen-Metallen (NE-Metalle) im Vergleich zum Status Quo signifikant gesteigert werden kann [6]. Diese Erkenntnis kann auch für eine höherwertige Verwertung der verbleibenden Mineralik genutzt werden, da diese nach entsprechender Abtrennung der NE-Metalle noch ärmer an bauphysikalisch problema- tischem metallischen Aluminium ist. Die zusätzlich abtrennbare und im besonderen Maße werthaltige NE-Schwerfraktion erbringt zudem einen Deckungsbeitrag für die aufwendigere Aufbereitung der Mineralik.
Das ebenfalls vom BMBF geförderte Projekt Optimierung der stofflichen Verwertung mineralischer Rückstände aus der Abfallwirtschaft (OPTIMIN) mit einer Laufzeit vom 01.01.2016 bis 30.06.2018 wurde unter Federführung der SRH ins Leben gerufen, Bild 6: Anteile an Abdeckungsystemen unter denen Hausmüllverbrennungsasche (HMVA) in
den letzten Jahren eingebaut wurde
Die inzwischen seit über 25 Jahren erfolgreich laufende Vermarktung der HMVA soll auch weiterhin langfristig gesichert werden. Die Stadtreinigung Hamburg (SRH) möchte einen hochwertigen Ersatzbaustoff anbieten, um damit Primärbaustoffe einzusparen und die Abfallwirtschaft für die Stadt Hamburg so nachhaltig wie möglich zu gestalten.
Die seit über zehn Jahren sehr kontrovers geführte Diskussion über die Mantelverord- nung [2] und die darin vorgeschlagenen Richt- und Grenzwerte lassen befürchten, dass nach deren Inkrafttreten eine HMVA-Verwertung nicht mehr wie bisher möglich sein wird. Daher wird schon seit mehreren Jahren nach alternativen Verwertungswegen für die mineralischen Reststoffe aus der Hausmüllverbrennung gesucht.
0 10 20 30 40 50 60 70 80 90 100
Anteil Hausmüllverbrennungsasche
%
2006 2007 2008 2009 2010 2011 2012 2013 2014 2015 2016
Pflaster Asphalt Beton Folie
Stefan Lübben, Verena Enzner, Olaf Holm
158
Rückstände aus MVA
um die Mineralik der HMVA nach optimaler Metallabtrennung weiter aufzubereiten.
Dabei geht es um die Auftrennung des Mineralikstromes in verschiedene Korn- größenfraktionen, die gezielt für ihre spätere Verwendung in der Baustoffindustrie hergestellt und optimiert werden sollen. Die in Hamburg erzeugte HMVA ist durch die mit Wasserüberschuss betriebenen Nassentschlacker ohnehin schon salzärmer als der Durchschnitt der deutschen HMVA. Im oben genannten Projekt wurde durch ein Waschverfahren das Feinkorn (nominell < 0,2 mm) zusammen mit den löslichen Salzen vom Rest der Mineralik abgetrennt. Nach dem Durchlaufen von Absetzbecken wurde das Waschwasser unter Beimischung von Flockungsmitteln in einer Bandfilterpresse von mineralischen Bestandteilen befreit. Der dabei entstehende Filterkuchen (Bild 7) enthält einen großen Anteil der Salze und weist zudem einen erhöhten Gehalt an Schwermetallen auf. Die gröbere Mineralik wird beim Austrag aus der Waschanlage in zwei verschiedene Stoffströme aufgetrennt. Die sogenannte Sandfraktion mit einem Korngrößenbereich von 0,2–2 mm wirkt sehr homogen und sauber (Bild 7), die grobe Fraktion von 2–25 mm Korngröße wirkt ebenfalls sehr sauber, enthält jedoch deutlich sichtbare, hohe Anteile an Keramik, Glas und NE-Metallen (Bild 7, hier vor der NE- Metallabtrennung). Die Funktionsweise der Waschanlage ist in [8] beschrieben.
Bild 7: Outputfraktionen aus dem Waschprozess der Hausmüllverbrennungsasche; links: Fil- terkuchen < 0,2 mm, Mitte: Sandfraktion 0,2–2 mm, rechts: Grobfraktion 2–25 mm Eine grundsätzliche Überlegung beim Projektansatz waren die bekannte Tatsachen, dass die Karbonatisierung unmittelbar nach dem Austrag aus dem Verbrennungsprozess einsetzt und vor allem durch die Feinfraktion verursacht wird [3]. Zwar werden die bauphysikalischen Eigenschaften der HMVA als Gesamtgemisch durch diese Prozesse verbessert, die Auftrennung der HMVA in ihre Einzelkomponenten jedoch erschwert.
Da die Verwertung der Einzelkomponenten im Fokus des Projektes steht, war daher mindestens ein Versuchsansatz so zu gestalten, dass der Feinanteil < 0,2 mm möglichst unmittelbar nach dem Austrag aus der Verbrennungsanlage mit dem Waschverfahren abgetrennt wird. Die Aufbereitung der Sand- und Grobfraktion mit einer Aufberei- tungsanlage konnte dann ohne die Nachteile einer einsetzenden Karbonatisierung erfolgen. Eine derartige frühzeitige Entnahme des Feinkorns im Waschverfahren bringt weitere Vorteile mit sich:
• geringere Wasserhaltefähigkeit der verbleibenden gröberen Mineralik und dadurch schnelles Abtrocknen,
• verbessertes Abtrennen von Metallen aus den gröberen Fraktionen,
... ein Baustoff mit Zukunft
UMWELTBEWUSST
GÜTEÜBERWACHTE QUALITÄT HOHE TRAGFÄHIGKEIT
WITTERUNGSUNABHÄNGIG EINBAUBAR PREISWERT
Hanseatisches Schlackenkontor GmbH
Hamburg 040-25407790 • info@schlackenkontor.de • www.schlackenkontor.de
Dorfstraße 51
D-16816 Nietwerder-Neuruppin
Tel. +49.3391-45.45-0 • Fax +49.3391-45.45-10 E-Mail: tkverlag@vivis.de
Bestellen Sie direkt beim TK Verlag oder unter www. .de
Thomé-Kozmiensky und Beckmann
Energie aus Abfall 14 Thomé-Kozmiensky und Beckmann
Energie aus Abfall 14
Energie aus Abfall
Herausgeber: Band 1 bis 14: Karl J. Thomé-Kozmiensky und Michael Beckmann
Band 15: Stephanie Thiel, Elisabeth Thomé-Kozmiensky, Peter Quicker, Alexander Gosten Verlag: Thomé-Kozmiensky Verlag GmbH | TK Verlag Karl Thomé-Kozmiensky
Thomé-Kozmiensky und Beckmann Energie aus Abfall 11Thomé-Kozmiensky und Beckmann Energie aus Abfall 11 Thomé-Kozmiensky und Beckmann Energie aus Abfall 10 Thomé-Kozmiensky und Beckmann Energie aus Abfall 10 Thomé-Kozmiensky und Beckmann Energie aus Abfall 9 Thomé-Kozmiensky und Beckmann Energie aus Abfall 9
Thomé-Kozmiensky und Beckmann Energie aus Abfall 8
Thomé-Kozmiensky und Beckmann Energie aus Abfall 8
Thomé-Kozmiensky und Beckmann Energie aus Abfall 7 Thomé-Kozmiensky und Beckmann Energie aus Abfall 7
Thomé-Kozmiensky und Beckmann Energie aus Abfall 6 Thomé-Kozmiensky und Beckmann Energie aus Abfall 6
Thomé-Kozmiensky und Beckmann Energie aus Abfall 5 Thomé-Kozmiensky und Beckmann Energie aus Abfall 5
Thomé-Kozmiensky und Beckmann Energie aus Abfall 4 Thomé-Kozmiensky und Beckmann Energie aus Abfall 4
Thomé-Kozmiensky und Beckmann Energie aus Abfall 3 Thomé-Kozmiensky und Beckmann Energie aus Abfall 3
Thomé-Kozmiensky Beckmann Energie aus Abfall 2 Thomé-Kozmiensky Beckmann
Thomé-Kozmiensky Beckmann Thomé-Kozmiensky Beckmann Thomé-Kozmiensky Beckmann Thomé-Kozmiensky Beckmann Thomé-Kozmiensky Beckmann Thomé-Kozmiensky Beckmann Thomé-Kozmiensky Beckmann Thomé-Kozmiensky Beckmann Thomé-Kozmiensky Beckmann Thomé-Kozmiensky Beckmann Thomé-Kozmiensky Beckmann Thomé-Kozmiensky Beckmann Thomé-Kozmiensky Beckmann Thomé-Kozmiensky Beckmann Thomé-Kozmiensky Beckmann Thomé-Kozmiensky Beckmann Thomé-Kozmiensky Beckmann Thomé-Kozmiensky Beckmann Thomé-Kozmiensky Beckmann Thomé-Kozmiensky Beckmann
Thomé-Kozmiensky Beckmann Energie aus Abfall 2 Energie aus Abfall 2 Energie aus Abfall 2 Energie aus Abfall 2 Energie aus Abfall 2 Energie aus Abfall 2 Energie aus Abfall 2 Energie aus Abfall 2 Energie aus Abfall 2 Energie aus Abfall 2 Energie aus Abfall 2 Energie aus Abfall 2 Energie aus Abfall 2 Energie aus Abfall 2 Energie aus Abfall 2 Energie aus Abfall 2 Energie aus Abfall 2 Thomé-Kozmiensky Beckmann Energie aus Abfall 1
Thomé-Kozmiensk Thomé-Kozmiensk Thomé-Kozmiensk Thomé-Kozmiensk Thomé-Kozmiensk Thomé-Kozmiensk Thomé-Kozmiensk Thomé-Kozmiensk Thomé-Kozmiensk Thomé-Kozmiensk Thomé-Kozmiensk Thomé-Kozmiensk Thomé-Kozmiensk
y
Beckmann Beckmann Beckmann Beckmann Beckmann Beckmann Beckmann Energie aus Abfall 1 Energie aus Abfall 1 Energie aus Abfall 1 Energie aus Abfall 1 Energie aus Abfall 1 Energie aus Abfall 1 Energie aus Abfall 1 Energie aus Abfall 1 Energie aus Abfall 1 Energie aus Abfall 1 Energie aus Abfall 1 Energie aus Abfall 1 Energie aus Abfall 1 Energie aus Abfall 1 Thomé-Kozmiensky und Beckmann Energie aus Abfall 12
Thomé-Kozmiensky und Beckmann Energie aus Abfall 12
Energie aus Abfall, Band 1 (2006) ISBN: 978-3-935317-24-5 20,00 EUR Energie aus Abfall, Band 2 (2007) ISBN: 978-3-935317-26-9 20,00 EUR Energie aus Abfall, Band 3 (2007) ISBN: 978-3-935317-30-6 20,00 EUR Energie aus Abfall, Band 4 (2008) ISBN: 978-3-935317-32-0 20,00 EUR Energie aus Abfall, Band 5 (2008) ISBN: 978-3-935317-34-4 20,00 EUR Energie aus Abfall, Band 6 (2009) ISBN: 978-3-935317-39-9 30,00 EUR Energie aus Abfall, Band 7 (2010) ISBN: 978-3-935317-46-7 30,00 EUR Energie aus Abfall, Band 8 (2011) ISBN: 978-3-935317-60-3 30,00 EUR
Energie aus Abfall, Band 11 (2014) ISBN: 978-3-944310-06-0 50,00 EUR Energie aus Abfall, Band 10 (2013) ISBN: 978-3-935317-92-4 50,00 EUR Energie aus Abfall, Band 9 (2012) ISBN: 978-3-935317-78-8 30,00 EUR
Energie aus Abfall, Band 12 (2015) ISBN: 978-3-944310-18-3 50,00 EUR Energie aus Abfall, Band 13 (2016) ISBN: 978-3-944310-24-4 75,00 EUR Energie aus Abfall, Band 14 (2017) ISBN: 978-3-944310-32-9 100,00 EUR Energie aus Abfall, Band 15 (2018) ISBN: 978-3-944310-39-8 100,00 EUR
450,00 EUR
statt 645,00 EUR Energie aus Abfall, Band 1 bis 15
Paketpreis
Thiel, Thomé-Kozmiensky, Quicker, Gosten Energie aus Abfall 15Thiel, Thomé-Kozmiensky, Quicker, Gosten Energie aus Abfall 15
TK Verlag GmbH
161 Aufbereitung von Teilströmen der Abfallverbrennungsasche zu hochwertigen Recyclingprodukten
Rückstände aus MVA
• abgetrennte Metalle haben weniger Anhaftungen und bringen einen höheren Erlös,
• Glasoberflächen sind relativ sauber, so dass Glas daher selektiv entfernt werden kann,
• geringere Gehalte an löslichen Salzen in der gröberen Mineralik und
• wenn geeignete Verfahren/Abnehmer gefunden werden, können die hydraulischen (puzzolanischen) Eigenschaften der abgetrennten Feinfraktion gegebenenfalls an anderer Stelle genutzt werden.
Für das Projekt wurden drei verschiedene Versuchsansätze gewählt:
1) Waschen frischer HMVA: Frisch aus der Müllverwertungsanlage Borsigstraße (MVB) ausgetragene HMVA wurde lediglich von Eisenmetallen (Fe-Metalle) ent- frachtet und dann direkt in die Waschanlage der Fa. Eggers in Hamburg geliefert und umgehend aufbereitet. Ein Teil der Feinfraktion wurde für weitergehende Auf- bereitungsversuche als Schlamm bewusst vor der Zugabe von Flockungshilfsmittel gesammelt. Die Sand- und Grobfraktion wurden bei Fa. Heidemann-Recycling in Bremen metallentfrachtet.
2) Waschen gealterter HMVA: HMVA aus der MVB wurde wie üblich gelagert, um die Karbonatisierungsprozesse für sechs Wochen ablaufen zu lassen. Erst nach Me- tallabtrennung erfolgte die Wäsche und Auftrennung in die drei Zielfraktionen.
3) Waschen der HMVA aus dem Projekt ATR: HMVA aus der MVB wurde wie üblich gelagert um die Karbonatisierung ablaufen zu lassen. Im Zuge der Metallabtrennung bei Fa. Tartech in Wiesbaden erfolgte die Auftrennung in die Korngrößenbereiche 0–2 mm, 2–5 mm, 5–18 mm und 18–45 mm. Die aus dieser Aufbereitung metal- lentfrachteten Teilfraktionen 2–5 mm und 5–18 mm durchliefen dann jeweils die Wäsche wie oben beschrieben. Vom Output wurden jeweils nur die gewaschenen Grobfraktionen > 2 mm untersucht. Diese Variante wurde zu Vergleichszwecken hinzugezogen, da die mechanische Beanspruchung der Mineralikpartikel bei der Hochgeschwindigkeitsprallzerkleinerung in der oben genannten Aufbereitungsan- lage sehr hoch ist und daher deutlich veränderte physikalische Eigenschaften der aufbereiteten Mineralik im Vergleich zur Variante 2 erwartet wurden.
Ursprünglich war eine vierte Variante mit sofortiger Metallentfrachtung von frischer HMVA und nachfolgendem Waschen vorgesehen. Dieser Ansatz musste jedoch ab- gebrochen werden, da die frische HMVA für eine Metallabtrennung viel zu feucht war und in der Aufbereitungsanlage zu starken Anhaftungen an den Bändern und in den Wirbelstromscheidern führte. Die Metallabtrennungsquote blieb deshalb auch äußerst gering.
Alle Output-Materialien der Versuchsansätze sollten anschließend auf ihre Eignung als Zuschlagstoff in der Bauindustrie geprüft werden. Der Schlamm ohne Flockungs- hilfsmittel sowie eine Fraktion < 0,2 mm aus der Sandfraktion (Unterkorn) wurde bei der Bundesanstalt für Materialforschung und -prüfung (BAM, Fachbereich Schadstoff- transfer und Umwelttechnologien) in Abstimmung mit der Holcim AG hinsichtlich der
Stefan Lübben, Verena Enzner, Olaf Holm
162
Rückstände aus MVA
Verwendung im Zementklinker untersucht bzw. weiter aufbereitet. Die Sand- und Grob- fraktion wurde unter wissenschaftlicher Begleitung durch die TU Hamburg, Institut für Umwelttechnik und Energiewirtschaft (IUE), beim beteiligten Asphaltmischbetrieb und bei Frischbeton Hamburg GmbH (FBH) auf ihre Verwendung als Komponente in der Asphalt- und Betonindustrie untersucht. Es war von Anfang an in Erwägung gezogen worden, dass es Anforderungen seitens der Asphalt- und Betonindustrie geben könnte, den Glasanteil in den betreffenden HMVA-Fraktionen zu senken. Aus älteren Untersuchungen von Rübner et al. [10] für Beton war bekannt, dass hohe Glas- anteile im Beton in Verbindung mit Wasser zur Bildung quellender und sprengender Alkalisilikatgele führen und daher kritisch zu betrachten sind. Seitens der beteiligten Asphaltindustrie gab es zumindest Bedenken hinsichtlich höherer Glasanteile, da die glatten Glasoberflächen eventuell zu wenig Haftung durch das Bindemittel ermöglichen.
3. Bisherige Ergebnisse und Diskussion
Für alle drei oben genannten Versuchsansätze sind die Schritte der Metallentfrach- tung und des Waschens durchgeführt worden. Im Folgenden wird jedoch nur auf die Ergebnisse des Versuchsansatzes 1 eingegangen.
3.1. Feinfraktion für den Einsatz im Zementklinker (nur Material vom Versuchsansatz 1)
Die BAM hat nach dem Wiederanfahren der Waschanlage im Frühjahr 2017 – die Anlage war jeweils über Winter wasserfrei um Frostschäden zu vermeiden – Proben des Schlammes entnommen, bevor die Flockungshilfsmittelzugabe für eine bessere Entwässerung in der Bandfilterpresse erfolgte. Hintergrund ist die ursprünglich ge- plante weitergehende Aufbereitung dieser Feinfraktion, die in ihren Eigenschaften maßgeblich durch enthaltenes Flockungshilfsmittel beeinflusst würde. Im Falle einer Verwendung des Schlammes bzw. Filterkuchens im Zementwerk Lägerdorf bei der Klinkerherstellung nach der Wäsche und ohne weitere Aufbereitung, wäre ein orga- nisches Flockungshilfsmittel hingegen nicht hinderlich. Sein Zusatz hätte eher den Vorteil, dass die Wasserfracht, also der Transportaufwand, bei stärkerer Entwässerung erheblich reduziert werden könnte. Vom Verarbeitungsprozess her kann im Zement- werk sowohl flüssiger Schlamm, als auch feuchter Filterkuchen eingesetzt werden, hier gäbe es keine Restriktionen.
Die Untersuchung der Korngrößenzusammensetzung der Schlammfraktion ergab, dass bei Nasssiebung über 95 % kleiner 0,04 mm waren (Bild 8). Wie die Ergebnisse der Trockensiebung in Bild 8 zeigen, kommt es erst im Zuge der Trocknung zur Bildung grö- ßerer Aggregate. Dass die Partikel bei der Trocknung entstehen wird dadurch bekräftigt, dass die Elementarzusammensetzung über die Partikelgrößen hinweg sehr homogen sind. Mit Ausnahme von Si wurden sämtliche hier angegebenen Feststoffgehalte mittels ICP-OES (Inductively Coupled Plasma Emission Spectroscopy) nach Königswasser- aufschluss ermittelt. Im Vergleich zum Schlamm liefert die korngrößenbezogene Ele- mentarzusammensetzung des Unterkorns aus der Sandfraktion eine Abhängigkeit von
163 Aufbereitung von Teilströmen der Abfallverbrennungsasche zu hochwertigen Recyclingprodukten
Rückstände aus MVA
der Korngröße (Bild 9, hier beispielhaft für das Element Zink dargestellt). Folgerichtig wurde auf die ursprünglich geplante Dichtesortierung des Schlamms verzichtet und lediglich das Unterkorn der Sandfraktion entsprechend aufbereitet.
0 50 100 150 200
0 0,002 0,004 0,006 0,008 0,010 Verteilungs- dichte q3 (x) 1/µm
Partikelgröße x µm 0 0,2 0,4 0,6 0,8 1,0 Verteilungs- summe Q3
0 50 100 150 200
0 0,05 0,010 0,015 0,020 0,025 Verteilungs- dichte q3 (x) 1/µm
Partikelgröße x µm 0 0,2 0,4 0,6 0,8 1,0 Verteilungs- summe Q3
< 40 > 40 > 63 > 90 > 125 0
2.000 4.000 6.000 8.000 10.000 Zinkgehalt mg/kg
Siebfraktion µm
aus Schlamm aus Fraktion 0,2–2 mm
Bild 9:
Vergleich der Zinkgehalte im getrockneten Schlamm und im Unterkorn der Sandfraktion in der jeweiligen Korngrößen- fraktion
Der in Fässern gelagerte, wassergesättigte Schlamm von der Probenahme im Frühjahr 2017 weist einen Ca-Gehalt in Höhe von etwa 26 Ma.-% auf. Da aufgrund der Was- sersättigung in Verbindung mit den geschlossenen Fässern nahezu kein CO2 an das Feinkorn gelangt, bindet der Schlamm auch über Monate nicht ab. Die hydraulischen (puzzolanischen) Eigenschaften bleiben so weitgehend erhalten und könnten gegebe- nenfalls technisch genutzt werden.
Bild 8: Vergleich der Korngrößenverteilung des Schlamms ermittelt mittels üblicher Trocken- siebung (links) und der Nasssiebung (rechts)
Stefan Lübben, Verena Enzner, Olaf Holm
164
Rückstände aus MVA
Da am Standort Lägerdorf zur Zementherstellung fast reine Kreide als Rohstoff einge- setzt wird (98 % CaCO3), werden Zuschlagstoffe wie Sand, Fe-Erz, Serox und Flugasche aus Steinkohlekraftwerken zugemischt. Konventionelle HMVA kann aufgrund der Schwermetallbelastung nicht ohne eine weitergehende Aufbereitung eingesetzt werden.
Einzelne Bestandteile der HMVA sind aber als Sekundärrohstoff durchaus interessant, um die natürlichen Ressoucen Sand und Ton zu schonen. Das Zementwerk ist dabei vor allem auch an Si-reichen und Fe/Al-reichen Inputmaterialien für die Klinkerher- stellung interessiert. Der Si-Gehalt im Schlamm ist aber mit etwa 7 Ma.-% (ermittelt mittels Röntgenfluoreszenzanalyse (RFA), da ein Großteil der Silikate nicht mit dem Königwasser aufgeschlossen werden) vergleichsweise gering. Die gemessenen Cd- Gehalte im Schlamm mit 9,5 mg/kg waren knapp unterhalb des Grenzwertes, welcher in der Genehmigung der Anlage mit 10 mg/kg pro Zuschlagstoff festgelegt ist. Die Werte für Cu lagen über und die für Zn im Bereich des jeweiligen Richtwertes (Cu
~2.000 mg/kg bei Richtwert 1.000 mg/kg, Zn ~3.000 mg/kg bei Richtwert 3.000 mg/kg).
Andere Grenz- und Richtwerte wurden durchgehend eingehalten. Zumindest hinsicht- lich der Cu-Gehalte müsste die Zusammenstellung aller Inputmaterialien so kombi- niert werden, dass der durchschnittliche Cu-Gehalt aller Materialien den Richtwert einhält. Die Beurteilung zur Eignung des Schlammes bzw. des Filterkuchens für die Zementklinkerherstellung hinsichtlich der Elementarzusammensetzung durch Holcim ist noch nicht abgeschlossen.
Gleiches gilt für die aufbereite Fraktion an Unterkorn aus der Sandfraktion. Die Un- tersuchung der Metallgehalte im Unterkorn der Sandfraktion zeigte deutlich höhere Gehalte an Cd (14 mg/kg), Cu (4254 mg/kg) und Zn (4675 mg/kg) als im Schlamm.
Da der sowohl Cd-Gehalt als auch der Pb-Gehalt (1.048 mg/kg bei Grenzwert 1.000 mg/kg) die Grenzwerte für Zementzuschlagstoffe überschritten, wäre ein Ein- satz dieses Materials im Zementklinker nicht mehr möglich. Mittels Dichtesortierung (anhand eines Zentrifugalsortierers, vgl. hierzu [7]) konnte hier eine nennenswerte Abreicherung der kritischen Elemente Cd, Pb, Cu und Zn erreicht werden. In der verbleibenden Restmineralik dieses Aufbereitungsschrittes (etwa 94 Ma.-%) wurden die oben genannten Grenzwerte für Cd (~ 6 mg/kg) und Pb ( ~ 800 mg/kg) deutlich unterschritten. Cu (~ 2.400 mg/kg) und Zn (~4.000 mg/kg) bleiben allerdings nennens- wert über den Richtwerten. Der Si-Gehalt dieser Fraktion ist mit etwa 14 Ma.-% dafür erwartungsgemäß deutlich höher als im Schlamm. Auch für diese Fraktion steht eine abschließende Eignungsbewertung aus. Weiterhin ist derzeit nicht bekannt welchen Massenanteil diese Fraktion an der gesamten HMVA hat.
3.2. Sandfraktion
Für die Sandfraktion aus der Waschanlage ist bislang kein fester Verwertungsweg vorgesehen. Erste Korngrößenanalyen haben ergeben, dass wesentliche Teile der Fraktion < 0,2 mm nicht in der Feinfraktion und somit im Filterkuchen angekommen sind, sondern in der Sandfraktion verblieben. Etwa 20 Ma.-% der Sandfraktion war
< 0,2 mm. Die Sandfraktion ist zu 70 % nicht magnetisch, zu 20 % schwach magne- tisch und zu 10 % magnetisch. Elutionsversuche an Material vom Versuchsansatz 1 erbrachten die in Tabelle 1 zusammengestellten Werte. Die Schütteltests wurden nach
165 Aufbereitung von Teilströmen der Abfallverbrennungsasche zu hochwertigen Recyclingprodukten
Rückstände aus MVA
DIN 12457:4, die Säulenversuche nach DIN 19528 vorgenommen. In der Tabelle sind ganz bewusst die vergleichsweise scharfen Grenzwerte nach LAGA M 20 Z1.2 bzw.
Deponie-Verordnung DK 0 bzw. Ersatzbaustoffverordnung (EBV, in [2]) HMVA I gewählt, da nur durch diesen Vergleich festgestellt werden kann, ob der Waschprozess die erwartete Verbesserung bei der Qualitätseinstufung im Vergleich zur konventionell aufbereiteten HMVA erwirken kann.
Für die Sandfraktion zeigen die Ergebnisse, dass dieses für etliche Parameter gelingt, jedoch nicht durchgängig. Der hohe pH-Wert von HMVA führt zu einer Immobilisie- rung einiger Schwermetalle und damit zu einer geringen Eluierbarkeit (z.B. Sb), andere Schwermetalle hingegen (z.B. Pb) werden durch sinkende pH-Werte immobilisiert.
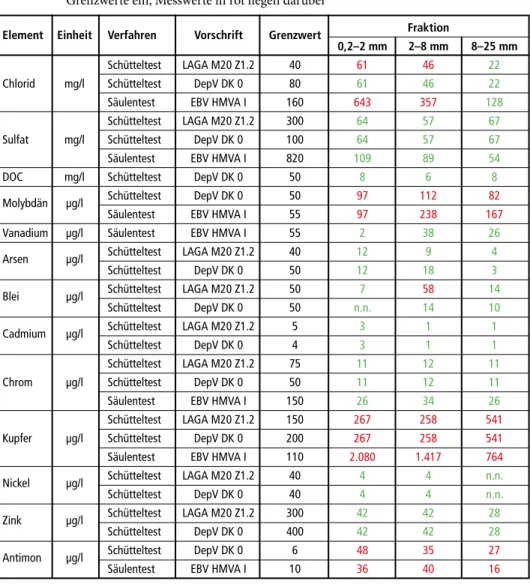
Tabelle 1: Ergebnisse der Elutionsuntersuchungen an gewaschener und metallentfrachteter fri- scher HMVA für die Sand- und Grobfraktionen; Messwerte in grün halten die Richt-/
Grenzwerte ein, Messwerte in rot liegen darüber
Element Einheit Verfahren Vorschrift Grenzwert Fraktion
0,2–2 mm 2–8 mm 8–25 mm
Schütteltest LAGA M20 Z1.2 40 61 46 22
Chlorid mg/l Schütteltest DepV DK 0 80 61 46 22
Säulentest EBV HMVA I 160 643 357 128
Schütteltest LAGA M20 Z1.2 300 64 57 67
Sulfat mg/l Schütteltest DepV DK 0 100 64 57 67
Säulentest EBV HMVA I 820 109 89 54
DOC mg/l Schütteltest DepV DK 0 50 8 6 8
Molybdän µg/l Schütteltest DepV DK 0 50 97 112 82
Säulentest EBV HMVA I 55 97 238 167
Vanadium µg/l Säulentest EBV HMVA I 55 2 38 26
Arsen µg/l Schütteltest LAGA M20 Z1.2 40 12 9 4
Schütteltest DepV DK 0 50 12 18 3
Blei µg/l Schütteltest LAGA M20 Z1.2 50 7 58 14
Schütteltest DepV DK 0 50 n.n. 14 10
Cadmium µg/l Schütteltest LAGA M20 Z1.2 5 3 1 1
Schütteltest DepV DK 0 4 3 1 1
Schütteltest LAGA M20 Z1.2 75 11 12 11
Chrom µg/l Schütteltest DepV DK 0 50 11 12 11
Säulentest EBV HMVA I 150 26 34 26
Schütteltest LAGA M20 Z1.2 150 267 258 541
Kupfer µg/l Schütteltest DepV DK 0 200 267 258 541
Säulentest EBV HMVA I 110 2.080 1.417 764
Nickel µg/l Schütteltest LAGA M20 Z1.2 40 4 4 n.n.
Schütteltest DepV DK 0 40 4 4 n.n.
Zink µg/l Schütteltest LAGA M20 Z1.2 300 42 42 28
Schütteltest DepV DK 0 400 42 42 28
Antimon µg/l Schütteltest DepV DK 0 6 48 35 27
Säulentest EBV HMVA I 10 36 40 16
Stefan Lübben, Verena Enzner, Olaf Holm
166
Rückstände aus MVA
Durch den Waschprozess wird schon in der Vorstufe ein relevanter Anteil des CaO in die Feinfraktion verlagert und damit die Pufferwirkung der Sand- und der Grobfraktion erheblich gesenkt. Während des Eluierens sinkt der pH-Wert weiter ab und einige Ele- mente werden mobilisiert. So kommt es insbesondere beim Kupfer zu einer deutlichen Freisetzung, welche soweit geht, dass die Sandfraktion nach EBV in die Klasse HMVA III einzustufen wäre. Bei Mo werden die Grenzwerte der qualitativ hochwertigsten Klasse mäßig, bei Sb deutlich überschritten.
Mit dem Sandmaterial sind bislang keine weitergehenden Versuche vorgenommen worden, der Fokus liegt zurzeit auf der Suche nach Einsatzmöglichkeiten für die grö- beren Fraktionen.
3.3. Grobfraktion
Die Grobfraktion aus der Wäsche (2–25 mm) ist für die Verwendung als Ersatzbaustoff von besonderem Interesse. Durch Abtrennung des Feinkorns kann diese Fraktion schadstoffentfrachtet und dann in den gewünschten Korngrößenfraktionen als Er- satzbaustoff angeboten werden. Die Ergebnisse der Elutionsuntersuchungen dieses Materials sind ebenfalls in Tabelle 1 wiedergegeben.
Die Messwerte sind dabei für die Fraktionen 2–8 mm und 8–25 mm getrennt aufge- führt, da in der Aufbereitungsanlage diese beiden Fraktionen erzeugt und dann auch getrennt voneinander NE-Metall entfrachtet wurden. Da auch bei der Verwendung als Ersatzbaustoff gezielt Fraktionen verschiedener Abstufungen gefragt sind, wurden die ohnehin getrennt voneinander aufbereiteten Fraktionen so auch weitergehend untersucht.
Wie auch schon bei der Sandfraktion, so gibt es auch bei der Grobfraktion mit Mo, Cu und Sb Grenzwertüberschreitungen bei den höchsten Qualitätsstufen. Durch das Waschen wird die Mobilität dieser Metalle erhöht.
3.4. Schlussfolgerungen
Innerhalb des Projekts wurde ausgiebig darüber diskutiert, ob die Mo- und Cu- Gehalte im Eluat reduziert werden könnten, wenn bei der Wäsche der pH-Wert des Waschwassers durch Säurezusatz gesenkt würde. Im laufenden Projekt wurde dieser Ansatz jedoch nicht weiterverfolgt. Zum einen wären die erforderlichen Säuremengen in dieser großtechnischen Anlage bereits erheblich, zum anderen würde mit der pH- Absenkung zwar voraussichtlich eine verstärkte Auslaugung von Mo, Cu und Sb bereits während des Waschprozesses einhergehen, im Elutionsverfahren für das Produkt aber gegebenenfalls auch eine ungewollte Mobilisierung anderer Schwermetalle bewirken.
Der pH-Effekt auf die Metallmobilität wird für so komplex gehalten, dass diese Fra- gestellung vorerst in kleineren Versuchseinheiten außerhalb des OPTIMIN-Projektes untersucht werden soll.
Die beobachteten Grenzwertüberschreitungen bei Mo und Cu führen in den meisten Fällen zu einer schlechteren Qualitätseinstufung der Mineralik. Bei der Fraktion 0,2–2 mm kommt es beim Cu jedoch zu so hohen Eluatwerten, dass der Messwert
167 Aufbereitung von Teilströmen der Abfallverbrennungsasche zu hochwertigen Recyclingprodukten
Rückstände aus MVA
knapp oberhalb des Grenzwertes für HMVA III nach EBV liegt. Vorausgesetzt, die EBV tritt in ihrer vorliegenden Entwurfsfassung in Kraft und ist auf die hier diskutierten Materialien überhaupt anzuwenden, wäre die Vermarktung der Sandfraktion als Er- satzbaustoff bei diesem hohen Cu-Gehalt im Eluat nicht mehr zulässig.
Bedeutung der Ersatzbaustoffverordnung für das Projekt: In den Begriffsdefinitionen zur EBV ist unter HMVA die aufbereitete und gealterte Rostasche aus Hausmüllver- brennungsanlagen zu verstehen. Bei den oben diskutierten Werten handelt es sich um eine HMVA, die nicht gealtert, sondern direkt und frisch nach einem nicht kon- ventionellen Aufbereitungsverfahren aufbereitet worden ist. Dabei werden Teilströme erzeugt, welche gezielt für eine spätere Verwendung als Sekundärrohstoff aufbereitet werden. Aus diesem Grund ist es fraglich, ob die EBV für diese Materialien überhaupt anzuwenden ist. Der hohe Aufbereitungsaufwand wird betrieben, um zumindest für qualitativ hochwertige Teilmengen der Mineralik aus dem Regime des Abfalls herauszu- kommen und diese Teilmengen als Produkt – gegebenenfalls auch als Nebenprodukt – vermarkten zu können. Der aktuell vorliegende Entwurf der EBV vom 17.07.2017 schließt in den Paragraphen 19 und 20 jedoch aus, dass HMVA ein Nebenprodukt sein oder die Abfalleigenschaft verlieren kann. Hier wäre eine differenziertere Betrachtung und Bewertung wünschenswert.
Einsatz der Grobfraktion als Baustoffkomponente in Asphalt- oder Betonmischungen: Ein Asphaltmischbetrieb ist als Subunternehmer des Projektpartners HSK (Hanseatisches Schlackenkontor, hier die ARGE Vertrieb) am Projekt beteiligt und hat die Eignung der Grobfraktion für Asphaltmischungen untersuchen lassen. Der vergleichsweise hohe Glas- und Keramikgehalt in der Grobfraktion der HMVA wird als nicht relevant eingestuft, die noch enthaltenen Reste an Edelstahl-Partikeln und Unverbranntem jedoch als (optisch) störend. Die Untersuchungen in einem Fremdlabor ergaben, dass die Mineralik alle Anforderungen an eine Gesteinskörnung für Asphalttragschichten erfüllt, Untersuchungen zur Ermittlung von Widerständen gegen Zertrümmerung oder Hitze stehen allerdings noch aus. Bei Verwendung von 10 Ma.-% der HMVA-Fraktion 2–5 mm plus 10 Ma.-% der HMVA-Fraktion 5–18 mm in der Gesamtmischung wurde ein Mehrbedarf an Bindemittel (Bitumen) von 1,1 Ma.-% ermittelt, um einen vergleich- baren Hohlraumgehalt der Mischung zu erhalten. Eine sehr grobe Schätzung ergab, dass dieser Bindemittelmehrbedarf einer Kostensteigerung um etwa 5 EUR/t Asphaltmisch- gut bzw. 25 EUR/t Tonne HMVA entspricht. Der Bindemittelmehrbedarf ist mit der höheren Porosität der HMVA-Partikel leicht zu erklären. Die Schmelzprodukte haben teilweise eine schwammartige Struktur und saugen daher verstärkt Bindemittel auf.
Um diesen Effekt eingehender bewerten zu können, laufen zurzeit Untersuchungen mit 40 t gewaschenem und metallentfrachtetem Material, welches anschließend nochmals durch einen Prall- bzw. einen Rotorzerkleinerer stark mechanisch beansprucht worden und zudem über Windsichter von Resten an Unverbranntem sowie kleinen, flächigen Aluminiumpartikeln befreit worden ist. Der Rotorzerkleinerer (BHS-Mühle) erzeugte dabei aus dem Eingangsmaterial von 0–22 mm einen Anteil von 67 % < 2 mm. Eine so weitgehende Zerkleinerung zerstört die Baustoffeigenschaften der HMVA so intensiv, dass eine Verwendung des Materials als Baustoffkomponente danach kaum mehr möglich ist. Eine Bewertung der beiden so vorbehandelten Materialien steht noch aus.
Stefan Lübben, Verena Enzner, Olaf Holm
168
Rückstände aus MVA
Erste Untersuchungen durch ein vom Projektpartner Frischbeton Hamburg GmbH (FBH) beauftragtes auf Baustoffprüfungen spezialisiertes Fremdlabor an Proben der Fraktionen 2–5 mm und 5– 22 mm zeigten, dass die Lieferkörnungen die Regelanforde- rungen der DIN 1045-2 für Tragwerke aus Beton, Stahlbeton und Spannbeton – Teil 2:
Beton – Festlegung, Eigenschaften, Herstellung und Konformität – Anwendungsregeln zu DIN EN 206 erfüllen. In verschiedenen nachfolgenden Untersuchungen wurden mehr- fach Proben als nicht der DIN 1045-2 entsprechend eingestuft, da die Chloridgehalte zu hoch waren. Bei genauerer Betrachtung (Tabelle 2) zeigt sich, dass der Grenzwert für Beton-Spannglieder (< 0,02 Ma.-%) bei allen Proben überschritten, der Grenzwert für unbewehrten Beton jedoch von allen Proben eingehalten wird.
Tabelle 2: Chloridgehalte in verschiedenen HMVA-Proben, Untersuchung nach DIN EN 1260, Grenzwerte nach DIN 1045-2
Einheit Grenzwert Untersuchung Untersuchung Untersuchung
3573/17 4639/18 4640/18
Siebfraktion mm 2–5 5–22 0–8 8–22 0–8 8–22
Beton bewehrt Ma.-% < 0,04 0,036 0,028 0,047 0,028 0,049 0,053 Beton unbewehrt Ma.-% < 0,15 0,036 0,028 0,047 0,028 0,049 0,053
Weitere Untersuchungen an verschiedenen Proben zeigten vereinzelt über dem Grenzwert liegende Gehalte an organischen Verunreinigungen. Dieses wurde auch bereits vorab visuell festgestellt. Das hier zum Einsatz kommende Waschverfahren ist – zumindest bei der bislang gewählten Anlagensteuerung und den vorhandenen technischen Rahmenbedingungen – nicht in der Lage, Unverbranntes in ausreichendem Umfang auszutragen. Bei den S-Gehalten wurden maximal 61 % des Grenzwertes für säurelösliches Sulfat und 25 % des Grenzwertes für Gesamtschwefel erreicht. Der Frost- Tau-Widerstand liegt zwischen 2,4 Ma.% und 4,0 Ma.-%, was einer Einstufung in die Kategorie F4 und einer Expositionsklasse XF1 entspricht. Die Wasseraufnahme lag bei der Fraktion 0–8 mm zwischen 2,3 Ma.-% und 2,8 Ma.-%, bei der Fraktion 8–22 mm zwischen 3,7 Ma.-% und 5,3 Ma.-%. HMVA ist aufgrund der teilweise schwammartigen Struktur der Mineralik ein saugfähiges Material. Wenn die Wasseraufnahme jedoch bekannt ist, kann diese bei der Betonherstellung berücksichtigt werden und stellt dann kein Problem dar. Für die Betonherstellung werden möglichst kugelige Körner gewählt, damit deren relative Oberfläche klein und der Bindemittelbedarf daher gering ist. Für die Kornform gibt es eine Kornformkennzahl und den Grenzwert von 55. Die bislang untersuchten Proben liegen stets unter 27 und halten somit den Grenzwert sicher ein.
Bislang fehlt eine Bewertung der verschiedenen Aufbereitungsverfahren, also der oben beschriebenen Versuchsansätze. Es sind deutliche Unterschiede erkennbar, einzelne Versuche sollen aber nochmals wiederholt werden, bevor die Bewertung erfolgt.
FBH hat im Projekt immer wieder auf eine maximale Reduzierung der Gehalte an gediegenem Aluminium hingewiesen, da dieses durch die quellende Wirkung der sich bei Wasserkontakt bildenden Aluminiumhydroxide zu Schäden am Beton führt.
169 Aufbereitung von Teilströmen der Abfallverbrennungsasche zu hochwertigen Recyclingprodukten
Rückstände aus MVA
Die bislang beim IUE verfügbaren Analysemethoden haben es nicht ermöglicht, hier exakte Gehalte zu bekommen. Auf jeden Fall liegen die Gehalte an gediegenem Aluminium deutlich unter 1 Ma.-%. Auch das beteiligte Fremdlabor empfiehlt, diese Gehalte zu ermitteln, kann jedoch ebenfalls kein geeignetes Prüfverfahren dafür benennen. Weiterhin empfiehlt das Fremdlabor, auch die Faktoren säurelösliches Chlorid, wasserlösliches Sulfat, Schwinden infolge von Austrocknung und die Alkali- Kieselsäure-Reaktivität zu untersuchen. Ohne gesonderte Prüfung wird HMVA stets in die Alkaliempfindlichkeitsklasse E3 eingestuft.
Anhand erster Belastungstests an Probe- körpern (Bild 10) konnte die grundsätz- liche Eignung der Grobfraktion für die Betonherstellung nachgewiesen werden.
Eine weitergehende Bewertung steht noch aus.
Bild 10: Beton-Probekörper mit Anteilen der HMVA-Grobfraktion nach einem mechanischen Belastungstest
3.5. Glasabtrennung aus der Grobfraktion
Da aus früheren Arbeiten an Hamburger HMVA bereits bekannt ist, dass die Alkali- Kieselsäure-Reaktivität kritisch zu bewerten ist [10], sind im Projekt auch erste ori- entierende Versuche zu Abtrennung von Glas durchgeführt worden. Untersuchungen vom IUE an der Grobfraktion nach der Wäsche haben gezeigt, dass über 30 Ma.-% Glas enthalten sind [5]. Eine gewaschene Probe aus dem Versuchsansatz 3 mit der Fraktion 5–18 mm wurde einer Glassortierung unterzogen. Dafür wurde zuerst eine Positivsor- tierung gefahren, danach das so aussortierte, mit Mineralik verunreinigte Glas einer Negativsortierung unterzogen. Eine manuelle Nachsortierung auf dem Leuchttisch zeigte, dass die so erzeugte Glasfraktion etwa 8 Ma.-% mineralische Partikel enthält [9]. Bis zu 10 Ma.-% derartige Verunreinigungen werden von Glashütten bei der An- nahme von Altglas akzeptiert. Somit kann die Glasabtrennung die Gesamtmenge der zu verwertenden HMVA wirksam reduzieren, ohne dabei zusätzliche Kosten zu verur- sachen. Die Vermarktung des abgetrennten Altglases sollte die Kosten der Abtrennung vollständig decken können. Wenn allerdings Glas weitgehend aus der Grobfraktion der HMVA abgetrennt wird, so könnten sich dadurch bauphysikalische Eigenschaften, aber auch die Umweltverträglichkeit verändern. Entsprechende Untersuchungen müssten dann neu durchgeführt werden.
Stefan Lübben, Verena Enzner, Olaf Holm
170
Rückstände aus MVA
Bild 11: Aus der HMVA-Grobfraktion nach Positiv- und nachfolgender Negativsortierung erhaltenes Glas, hier auf dem Leuchttisch manuell getrennt nach einwandfrei visuell erkennbarem Glas (links), mineralischen Partikeln (rechts) und Glaspartikeln, die nur auf dem Leuchttisch als Glas erkannt werden konnten
Die Glasgehalte in der HMVA-Grobfraktion wurden in bisherigen Tests weder vom beteiligten Asphaltmischbetrieb für den Asphalt noch von FBH für den Beton als kritisch eingestuft. Durch eine Reduzierung des Glasgehaltes sollte die Alkali-Kiesel- säure-Reaktivität der HMVA aber reduziert werden können. Die quellende Wirkung der Alkali-Kieselgele, die sich am Glas bei Gegenwart von Feuchtigkeit bilden und so langfristig zu Rissen und Abplatzungen führen können, kann so unterbunden oder zumindest stark reduziert werden. Für die Herstellung hochwertige Betone scheint eine Glasabtrennung daher erstrebenswert.
4. Fazit und Ausblick
Das Waschen von HMVA mittels der Vertikalsetzmaschine hat sich als nicht optimal erwiesen. Die Anlage muss besonders aufmerksam gesteuert werden, damit Mate- rialzufuhr, Wasserdruck und Öffnungszeiten für das Austragsventil so zueinander passen, dass es nicht zu Verdichtungen oder gar Verstopfungen des Sortierschlauches kommt (vergleiche hierzu [8]). In mehreren Versuchen war die Abtrennung von Un- verbranntem unbefriedigend, ebenso kam es im Einzelfall zu einer unbefriedigenden Abtrennung des Feinmaterials. Die ursprünglich angestrebte Trennung der Fraktionen
< 0,2 mm und 0,2–2 mm wurde nur unzureichend realisiert. Durch eine weiter opti- mierte Anlagensteuerung oder aber kleine Umbauten an Details der Anlage könnte voraussichtlich eine Verbesserung des Trennprozesses erreicht werden. Der Wechsel zu einem anderen Waschverfahren könnte jedoch ebenso sinnvoll sein.
Auf der anderen Seite ergab sich durch diesen Zusammenhang eine neue nicht ge- plante Fraktionierung der Feinfraktion. Die Abtrennung eines derartigen Schlammes könnte aus genannten Gründen durchaus interessant werden, sofern eine direkte Verwertung in der Zementindustrie möglich ist oder sich ein Einsatzgebiet für die Nutzung der puzzolanischen Eigenschaften eröffnet. Bei dem Unterkorn aus der eigentlichen Sandfraktion steht eine Betrachtung des Mengenpotentials noch aus.
In jedem Fall konnte gezeigt werden, dass eine Dichtesortierung eines solch feinen Materials (0,04–0,2 mm) ohne Schlammanteile zielführend sein kann.
171 Aufbereitung von Teilströmen der Abfallverbrennungsasche zu hochwertigen Recyclingprodukten
Rückstände aus MVA
Für die Sandfraktion gibt es bislang keine Verwertungsansätze. Von Baufirmen wurde das Material nach visueller Betrachtung als sehr gut oder sehr interessant eingestuft.
Weitergehende Untersuchungen zu den bautechnischen Eigenschaften wären sinnvoll.
Unter Umständen ist auch für dieses Material eine Dichtesortierung zur Abreicherung kritischer Elemente möglich. Dabei könnte gegebenenfalls sogar eine werthaltige Schwerfraktion generiert werden, da bekannt ist, dass gerade in diesem Korngrößen- bereich werthaltige Metalle vorliegen [7].
Bei der Grobfraktion (> 2 mm) ist zwischen der Verwendung als Asphalt- und Beton- zuschlag zu unterscheiden. Die eher theoretische Eignung von gewaschener HMVA als Sekundärrohstoff bei der Herstellung von Asphaltmischungen konnte in Hamburg schon 2007 herausgestellt werden [4]. Aber bereits damals scheiterten weitere Untersu- chungen und konkrete Verwendung des Materials an der nicht vorhandenen Zulassung von HMVA für Asphalttragschichten. Dieses Problem besteht heute noch genauso.
Hinzu kommt, dass nach heutiger Einschätzung des beteiligten Asphaltmischbetriebes nur eine begrenzte Notwendigkeit besteht, die leicht verfügbaren Primärrohstoffe durch HMVA zu substituieren. Der Sekundärrohstoff hat nicht die eigentlich gewünschte hohe Dichte, bringt aufgrund der höheren Porosität einen erhöhten Bindemittelver- brauch mit sich und birgt das Risiko, dass im Einzelfall vorgegebene umweltrelevante Grenzwerte nicht eingehalten werden.
Für den Beton wird die Situation von FBH anders eingeschätzt. Schon seit Anfang 2017 gibt es im Großraum Hamburg einen Versorgungsengpass mit mineralischen Rohstoffen, die Preise sind seitdem um mehr als 3 EUR/t gestiegen. Es besteht großes Interesse an der Nutzung von verfügbaren Sekundärrohstoffen. Die bisherigen Un- tersuchungen zeigen die bauphysikalische Eignung der HMVA-Grobfraktion, weitere Untersuchungen laufen aktuell. Ob es gelingt, die erhöhten Gehalte einiger Metalle im Eluat zu reduzieren, ist momentan offen. Ziel ist es jedoch, für möglichst alle Parameter die Einstufung nach HMVA I zu erreichen.
Durch Öffentlichkeitsarbeit ist inzwischen auch die Künstler-Szene auf Recycling- Baustoffe aufmerksam geworden. In Hamburg fand vom 03.–18.06.2017 auf dem
Recyclinghof St. Pauli ein Müllprojekt statt, um eine Plattform für künstlerische, theoretische und designerische Aktionen auf einer temporären Bühne zu ermög- lichen und das Abfallthema sinnlich verdichtet erfahrbar zu machen (www.
muellprojekt.de). Die Künstler Christiane Dellbrügge und Ralf de Moll aus Berlin haben sich – nach umfangreicher Infor- mation über das Projekt OPTIMIN von FBH Recyclingbeton mit hohem HMVA- Anteil liefern lassen und damit eine Skulptur auf dem Recyclinghof ausgestellt (Bild 12). Die Künstler haben die Skulptur selbst betitelt mit Der Haufen besetzt Raum.
Abgesehen davon ist er funktionslos. Beide Künstler haben auch in anderen Städten schon diverse Projekte mit Recyclingbeton durchgeführt.
Bild 12: Recyclingbeton als Kunst (Dellbrügge & de Moll 2017)
Stefan Lübben, Verena Enzner, Olaf Holm
172
Rückstände aus MVA
5. Literatur
[1] Asphalt-Labor: Schlussbericht zum Forschungsauftrag des Bundesministers des Innern: Unter- suchungen des Langzeitverhaltens von MV-Schlacken beim Einsatz im Straßenbau, 1980 [2] Bundesrat: Drucksache 566/17 (Verordnung zur Einführung einer Ersatzbaustoffverordnung,
zur Neufassung der Bundes-Bodenschutz- und Altlastenverordnung und zur Änderung der Deponieverordnung und der Gewerbeabfallverordnung vom 17.07.2017)
[3] Bunge, R.: Aufbereitung von Abfallverbrennungsaschen – Eine Übersicht. In: Thomé-Kozmi- ensky, K. J. (Hrsg.): Mineralische Nebenprodukte und Abfälle 3 – Aschen, Schlacken, Stäube und Baurestmassen. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2016, S. 141-161 [4] DEUTAG: Abschlussbericht zu Einsatzmöglichkeiten von HMV-Asche in Asphalttragschich-
ten.- unveröffentlichter Bericht im Auftrag des Hanseatischen Schlackenkontors, 2007 [5] Enzner, V.: Optimierung der stofflichen Verwertung mineralischer Rückstände aus der Abfall-
wirtschaft.Vortrag IGAM Jahresversammlung Rostock, 22.06.2017
[6] Holm, O.; Simon F.-G.; Lübben, S.; Gronholz, C.: ATR – Aufschluss, Trennung und Rückgewin- nung von ressourcenrelevanten Metallen aus Rückständen thermischer Prozesse mit innovativen Verfahren. In: Dürkoop, A. et al.: Innovative Technologien für Ressourceneffizienz – Strategische Metalle und Mineralien – Ergebnisse der Fördermaßnahme r³. Stuttgart: Fraunhofer Verlag, 2016, S. 181-195
[7] Holm, O.; Wollik, E.; Bley, T. J.: Recovery of copper from small grain size fractions of municipal solid waste incineration bottom ash by means of density separation. International Journal of Sustainable Engineering: 1-11. DOI: 10.1080/19397038.2017.1355415, 2017
[8] Lübben, S.: Verwertung von Abfallverbrennungsasche als Zuschlagstoff in der Beton-, Asphalt- und Zementindustrie. In: Thomé-Kozmiensky, K. J. (Hrsg.): Mineralische Nebenprodukte und Abfälle 2 – Aschen, Schlacken, Stäube und Baurestmassen. Neuruppin: TK Verlag Karl Thomé- Kozmiensky, 2015, S. 321-335
[9] Lübben, S.: Hamburger Untersuchungen zur Verwendung von Hausmüllverbrennungsschla- cken.Vortrag Hamburg T.R.E.N.D – Abfall in der Stadt von morgen, 7.2.2018
[10] Rübner, K.; Haamkes, F.; Linde, O.: Untersuchungen an Beton mit Hausmüllverbrennungs- asche als Gesteinskörnung. Tagung Bauchemie in Siegen, GDCh-Monographie Bd. 37, 2007, S. 253-259
Ansprechpartner
Dr. Stefan Lübben
Stadtreinigung Hamburg AöR Innovation und Projektmanagement Klimaschutzbeauftragter
Bullerdeich 19 20537 Hamburg
Telefon: 0049-(0)40-25761071
E-Mail: stefan.luebben@stadtreinigung.hamburg
Weitere Institutionen
Technische Universität Hamburg Abfallressourcenwirtschaft
Bundesanstalt für Materialforschung und -prüfung (BAM) Fachbereich Schadstofftransfer und Umwelttechnologien