Einführung
Stoffbegriffe
à Werkstoffe: zur Herstellung fester Halbfertig- und Fertigprodukten
⇒ 3 Gruppen: Werkstoffe Hilfsstoffe Wirkstoffe Werkstoffhauptgruppen (vgl. S. 2-4)
(1) Metallische Werkstoffe
• reine Metalle
• Metalllegierungen
(2) anorganische-nichtmetallische Werkstoffe
• Halbleiter
• Keramiken
• Gläser
(3) polymere Werkstoffe
• natürliche ~
• synthetische ~ (4) Verbundwerkstoffe
à Kombination aus vorigen WS Ingenieurmäßige Anforderungen an WS
à Kenntnisse über WS-Verhalten unter Fertigungs-/Einsatzbedingungen à WS müssen statischer und dynamischer Beanspruchung gewachsen sein à Verschleiß-, Korrosionsbeständigkeit, be- und verarbeitbar, wiederverwendbar
⇒ Werkstoffkenngrößen
[WKG, z.B.: atomar, mechanisch, thermisch, elektrisch, magnetisch, optisch, ...]
(à chem. ident. WS: je nach Fertigung erhebliche unterschiede in WKG)
Methoden: à makroskopisch: LIW: 1 mm - 1 m à mikroskopisch: LIW: 0,5 µm - 1 mm à submikroskopisch: LIW: 1 nm - 1 µm
⇒ Werkstoffverständnis
Strukturbeschreibung von Festkörpern
Grundbegriffe und Definitionen Atomaufbau
Atome: • elektrisch neutral à positiver Kern, negative Hülle
• Kern-∅ ≈10−12cm, Hüllen-∅ ≈10−8cm
• Kern à kernphysikalische Eigenschaften
Hülle à chemische und physikalische Eigenschaften Kern: • Nukleonen = Neutronen & Protonen
• Massenzahl M = N + Z (≈ relat. Atommasse)
• Protonenzahl Z = Kernladungszahl, Kernbindungszahl à Ordnungszahl
• Zeichen:MZ X
• Reinelemente, Mischelemente (Isotope)
• Zusammenschluss von Protonen und Neutronen ⇒ Bindungsenergie wird frei
Periodensystem
• Elemente nach steigender relativer Atommasse
• 7 Perioden, 8 Hauptgruppen, Nebengruppen [Gruppen: wesentliche chem./phys. Eigenschaften]
• Reihenfolge durch Ordnungszahl Z à viele Eigenschaften periodisch von Z abhängig Elektronenhülle
• beeinflusst Bindungsverhältnisse ⇒ Dichte, Elastizitätsmodul, Schmelzpunkt, ...
• Aufbau
à Schalenmodell
§ verschiedene Energieniveaus
§ 2 Elektronen nicht genau gleicher Energiezustand
§ K-Schale, L-Schale, M-Schale, ....
à Orbitalmodell
§ räumliche Aufenthaltswahrscheinlichkeit der e-
§ s-, p-, d-, f-Orbitale à je max 2 e-
§ Quantenzahlen zur Charakterisierung des Energiezustandes
⇒ Ziel: Doublett /Oktett auf Außenschale Atomare Bindungen
• Hauptbindungen: Ionenbindung, kovalente Bindung, Metallbindung Sekundärbindung: Dipolbindung
• Prinzip: Atome bilden Moleküle, wenn
∑
EAtome >∑
EMoleküle à Ionenbindung• Übergang von e- à Ionen ⇒ elektrostatische Anziehung
• nichtgerichtete Kräfte, 1
² : r
• z.B.: NaCl à Kovalentbindung
• Überlagerung halbgefüllter Atomorbitale
• quantenmechanische Kräfte mit Vorzugsrichtung, 1
² : r
• z.B. F2, H2, O2, N2 à Metallbindung
• quantenmechanische Kräfte, ungerichtet, 1
² : r
• Elektronengas
⇒ freie Elektronen à bewegliche Ladungsträger à gute elektr./therm. Leitfähigkeit
à Dipolbindung (sekundär)
• elektrostatische Anziehung induzierter bzw. permanenter Dipole
• relativ schwache Bindungskräfte, 1
² : r
o van-der-Waals-Kräfte (fluktuierende Dipole) o Wasserstoffbrückenbindungen (permanente Dipole)
à unsymmetrische Ladungsverteilung bei kovalenter Bindung (H mit N, O, F, Cl)
à Mischbindungen
• meist verschiedene Bindungen in gemischter Form
Anordnung der Atome im Festkörper
• amorphe (regellose) oder kristalline (geordnete) Struktur
• Metalle, Legierungen à kristallin (i.d.R.)
à Kristall: periodisch regelmäßige dreidimensionale Anordnung von Atomen à Elementarzelle kleinste Struktureinheit eines periodischen Raumgitters
à Gitterkonstante Kantenlänge einer Elementarzelle
à Gitterebene mit Atomen besetzte Ebenen, regelmäßige Abstände im Raumgitter
à Netzebene Scharen paralleler Ebenen mit gleicher Atombelegung
⇒ 7 Kristallsysteme & 14 Gittertypen
Ausgewählte Kristallsysteme (vgl. S. 42-43) à wichtig für Metalle
kubisch raumzentriertes Gitter krz kubisch flächenzentriertes Gitter kfz
hexagonales Gitter hex
Bezeichnung von Gitterebenen à MILLER'sche Indizies
teilerfremde, auf Achsenabschnitte der Elementarzelle bezogene Achsenabschnitte der Gitterebenen
à 0 0 0
' ' '
a b c
h k l
OX OY OZ
= = =
Bsp.:
orthorhombisch primitives Gitter
0 0 0; 90
a ≠b ≠c α β γ= = = °
kubisches Gitter
0 0 0; 90
a = =b c α β γ= = = °
1 2 0 1 4 0 0
0
0
0
0 ' 0 ' 0 '
0 ' 2
0 ' 4
0 ' 1 (2 4 1)
X a
Y b
Z c
h a X k b
Y l c
Z
Ebene
=
=
=
↓
= =
= =
= =
⇒ −
0 0 0
0 ' 1 0 ' 0 '
1 1 0
0
(1 0 0)
X a
Y a
Z a
h k l
Ebene
= ⋅
= ∞ ⋅
= ∞ ⋅
↓
=
= =
∞
=
⇒ −
• Gesamtheit aller Ebenen gleichen Typs à geschweifte Klammern
• negative Achsenabschnitte à Querstrich über Zahl
• Bsp.: {1 0 0} (1 0 0); (1= 0 0); (0 1 0); (0 1 0); (0 0 1); (0 0 1);
Bezeichnung von Gitterrichtungen
à mit Atomen belegte Gittergeraden, à Richtungsindizies u, v, w
teilerfremde Beträge der in Vielfachen der Achsenabschnitte a0, b0, c0 gemessenen Komponenten des vom Koordinatenursprungs zu einem beliebigen Punkt des Gitters gezogenen Gittervektors
Bsp.: Kubisches Gitter
0 0 0
x u a y v b z w c
= ⋅
= ⋅
= ⋅
1: 1, 1, 1, [1 1 1]
r u= v= w= ⇒
2: 1, 0, 1, [1 0 1]
r u= v= w= ⇒
Gesamtheit aller Richtungen à spitze Klammern u v w
Bsp.: 1 0 0 =[1 0 0], [0 1 0], [ 0 0 1], [1 0 0], [0 1 0], [0 0 1]
Kristallstruktur der wichtigsten Metalle
häufigste Gitterstrukturen
à 75 % der Elemente sind Metalle à davon 90 % kristallin
• kfz: γ-Fe, Ni, Cu, Al, Au, Ag
• krz: α-Fe, Cr, β-Ti, V, Mo, W, Nb
• hex: Be, Mg, α-Ti, Cd, Zr, Hf
Merkmale der kfz Gitterstruktur à Elementarzelle (vgl. S. 44)
[Realmodell und Schwerpunktmodell]
à Koordinationszahl = Zahl der nächsten Nachbarn vom Eckatom gleichweit entfernt:
in x- y-Ebene, y- z-Ebene, x-z-Eben je 4 flächenzentrierte Atome à alle diese Atome im Abstand 0 2
2
a zum Bezugsatom auf 3 verschiedenen
{1 0 0}−Ebenen im Abstand 0 2
a ⇒ KZ(kfz) =12 à Atom pro Elementarzelle
jedes Eckatom gehört zu 18 zur Elementarzelle
jedes flächenzentrierte Atom gehört zu 12 zur Elementarzelle ⇒ u kfz( ) 8 18 6 12 4Atom
= ⋅ + ⋅ = EZ
à Raumerfüllung der EZ
[Annahme: Annäherung der Atome durch starre Kugeln]
à dann gilt:
EZ
von AtomeneingenommenesVolumen Zahl der Atome Atomvolumen
RE Volumen derEZ V
= = ⋅
à Stapelfolge von { 1 1 1}-Ebenen
kfz Gitter vollständig durch Stapelung von dichtest gepackten Oktaederebenen in der Folge ABC ABC ABC aufbauen
d.h. in jeder 1., 4., 7., ... (= A); 2., 5., 8., ... (=B); 3., 6., 9., ...
(=C) Schicht liegen die Atome exakt übereinander.
à Stapelfehler sind Abweichungen von dieser Folge (z.B.: ABCACABC)
à dichtest gepackte Ebenen und Richtungen
Oktaederebene (1 1 1) = dichtest gepackte Ebene mit Flächendiagonalen vom Typ <1 1 0> als dichtest gepackte Richtungen
à Gleitsysteme
Gleitebenen = Gitterebenen die unter Einwirkung von Schubspannung bei plastischer Verformung relativ zueinander in best. Richtungen verschoben werden
Gleitsysteme à umfassen
Gleitebenen Gleitrichtungen
{1 1 1} <1 1 0>
atomar dichtetest belegten
Ebenen Richtungen
à {1 1 1} <1 1 0>
⇒ 4 Ebenen/EZ ⇒ 3 Richtungen pro Ebene ⇒ 12 Gleitsysteme
à Zwillingssysteme
umfassen Zwillingsebene ( {1 1 1} ) und Zwillingsrichtung ( <1 1 2 > )
à Gitterebenen, deren Atome sich durch Verschieben um definierte Beträge in best. Gitterrichtungen spiegelsymmetrisch bzgl. einer Gitterebene vom gleichen Typ anordnen (vgl. S. 49)
à pro Oktaederebene drei Zwillingsrichtungen à 12 Zwillingssysteme vom Typ {1 1 1}
à Trennbruchsysteme
Gitterebenen, die unter Wirkung von Normalkräften am leichtesten aufreißen umfassen
Trennbruch- oder Spaltbruchebenen
und Trennbruchrichtungen
{1 1 1} <1 1 1>
Vergleich der wichtigsten Metallstrukturen à vgl. S. 51
Gittertyp krz kfz hex
Koordinationszahl 8 12 12
Atome pro Elementarzelle 2 4 2
Raumerfüllung 68 % 74 % 74 %
Stapelfolge {112}:
... ABCDEFAB...
{111}:
... ABCABCA...
{0001}:
...ABABA...
Mischkristalle (MK)
à Werkstoffe aus mehreren Elementen (Komponenten) bestehe nd, von denen eines (Basis) überwiegt und andere von diesem in seinem Gitter in statistisch regelloser oder davon abweichender Weise aufgenommen werden
à MK's = Legierungen des Basiselementes A mit anderen Elementen (B, C, ...) à Bsp.: A = Cu, B = Ni à Cu Ni20 ⇒ 80 %
20 %
A B
c Ma Cu
c Ma Ni
= −
= −
Substitutionsmischkristall
• B,C, ...-Atome statistisch regellos auf regulären Gitterplätzen von A-Gitter gelöst = substituiert und gegen A-Atome ausgetauscht
• Bedingung à max. 15 % Abweichung der Atomradien Interstitionsmischkristalle
• B, C, ... -Atome statistisch regellos auf Gitterlückenplätzen (Zwischengitterplätzen) des A-Gitters interstituell gelöst
• Bedingung à Radien von B, C, ... sehr klein gegenüber A Substitutions -Interstitionsmischkristalle
• Kombination aus beiden
Strömungsfreie und strömungsbehaftete Materialien
Systematik der Gitterstörungen (vgl. S. 52 ff)
• punktförmig (0-dimensional)
à Leerstelle, Zwischengitteratom, Substitutionsatom, Interstetionsatom
• linienförmig (1-dimensional) à Versetzung, Crowdion
• flächenförmig (2-dimensional)
à Kleinwinkelkorngrenze, Zwillingsgrenze, Großwinkelkorngrenze, Phasengrenze, Zone, Stapelfehler, Antiphasengrenze
• räumliche (3-dimensional)
à Mikroriß, Ausscheidungen und Dispersion, Poren, Blasen
Werkstoffkundlich besonders wichtige Gitterstörungen
Leerstellen
unbesetzte, regulär Gitterplätze à bilden sich bei geg. Temperatur und Druck mit bestimmter Konzentration aus thermodynamischen Gründen
à Leerstellenbedingte Selbstdiffusion (der Gitteratome)
• Gitteratome die Leerstellen benachbart à können bei lokal auftretenden Enthalpieschwankungen Platz mit Leerstelle tauschen ⇒ Selbstdiffusion
Leerstelle z. Zt. t = 0 Leerstelle z. Zt. t = t1
Weg der Gitteratome:
5 Gitteratome, je 1 Platzwechsel
à Leerstelle: 5 Platzwechselvorgänge
• Leerstellenwanderung = Zufallsbewegung
Substitutionsatome
• auf regulären Gitterplätzen, im Basisgitter gelöst
• Erfahrung: rB ≈rA
oft erfüllte Nebenbedingung: B A 100% 15%
A
r r r
− ⋅ ≤ à sog. "15 % - Regel"
• schematisch:
Diffusion von Substitutionsatomen
à Voraussetzung: Leerstellen, für Platzwechsel ist thermische Aktivierung erforderlich ⇒ Aktivierungsenthalpie für Wanderung
Interstetionsatome
• auf Gitterplätzen, d.h. im Gitter gelöst
• Erfahrung: rB <rA mit stets rA<0,8 10⋅ −8cm außerdem:rL <rB rL = Lückenradius
• schematisch
rA
rL = Lückenradius
rB = Fremdatomradius (Interstetionsatom)
ri = Interstetionsatomradius
"in die Lücke eingebaut"
Versetzungen (vgl. S. 54)
• linienförmige Gitterstörungen à Träger der plastischen Verformung bei Metallen ⇒ wichtig für Werkstoffverhalten
Stufenversetzung
gerade Schnittkante ⊥τ (= Schubspannung) à Verschieben um den Burgersvektor br
à
Zusammenschweißen à Versetzungslinie mit Linienvektor sr(schlauchartiger WS-Bereich am Ende des Schnittes nach Verschweißen)
in geschlossene Halbebene, br r⊥s
Bewegungsrichtung der Veschiebungslinie || τ
Schraubenversetzung
gerade Schnittkante || τ à analog
schraubenförmige Aufspaltung der Gitterebenen, b sr r||
Bewegungsrichtung von sr⊥τ (d.h. im Quader nach hinten)
sr: aus Bildebene heraus in Bildebene hinein
Mischversetzung
à besteht aus Stufen- und Schraubenversetzungsanteilen Leerstelle
Substitutionsatom reguläre Gitteratome
1 2
eingeschobene Halbebene Gleit- oder Verschiebungsebene
à Versetzungsdichte
[ ]
³
t
t
LängeallerVersetzungslinien totaleVersetzungsdichte
Volumeneinheit
L cm
V cm
ρ ρ
= =
=∑
gleichbedeutend:
2
*
1 1
[ ]
t
t A
n
Zahl derDurchstoßpunktevonVersetzungslinien Flächeneinheit
n cm
A A
ρ
ρ −
=
= = =
mit A* = Flächenelement, das einen Durchstoßpunkt enthält
à Versetzungen = Träger der plastischen Verformung
Legierungslehre
• metallische Legierungen
• Legierungen
à Werkstoffe, bei denen ein metall. Element (Basis, Komponente A) mit einem oder mehreren gezielt zugegebenen metallischen oder nichtmetallischen Ele menten
(Legierunselemente, Komponenten B, C, D, ...) Festkörperverbindungen eingeht
• Unterscheidung: legierte Metalle - verunreinigte Metalle
[reinste Metalle c'A >99,99, reine Metalle c'A >99,8, Legierungen c'A<99,8] Das Phasengesetz (vgl. S. 57-59)
à Zusammenhang zw. Anzahl der Komponenten K, Anzahl der koexistenten Phasen P und Anzahl der Freiheitsgrade F eines sich im Gleichgewicht befindlichen
heterogenen Systems
2 F = + −K P
Komponente K à unabhängige Bestandteile, die System aufbauen
[1 - reines Metall, 2 - binäre Metall-Leg., 3 - tertiäre M.-L., 4 quartäre M.-L.]
Phase P à homogene, physikalisch gleichartige Anteile von heterogenem System, die durch Grenzflächen voneinander getrennt
à nicht identisch mit Aggregatzustand - bei begrenzter Löslichkeit der Komponenten untereinander gleichzeitig mehrere flüssige oder feste Phasen möglich
[1 - einphasiger (homogener) Zustand, 2 - zweiphasiger (heterogener) Z., n - n-phasiger (heterogener) Z.]
Freiheitsgrad F à Anzahl Zustandsgrößen (T, c, p), die unabhängig voneinander geändert werden können, ohne dass sich Zustand (= Zahl der koexistenten Phasen) ändert
[0 - nonvariantes Gleichgewicht, 1 - univariantes G., 2 - bivariantes G., 3 - trivariantes G.]
à bei metall. Legierungen
à Druck vernachlässigbar à Zahl der Freiheitsgrade um 1 verringert (F* = −F 1)
⇒ F* = + −K 1 P à Beispiele siehe Skript !
Thermische Analyse
à quantitative Verfolgung der Abkühlungsvorgänge
t T
reine Komponente A
Haltepunkt
t T
Legierung AB
t T
reine Komponente B
Haltepunkt
Anwendung der Phasenregel: F*+ = +P K 1
à Ermittlung des vollständigen Zustandsdiagrammes Vorgehensweise
• Ermittlung hinreichend vieler T-t-Kurven mit unterschiedlichen Konzentrationen cB
• Auftragung der Halte- und Knickpunkte über cB
• Verbindungslinien der Ta,i und Te,i (Tli,i und Tso,i)
⇒ Thermische Analyse Zustandsdiagramm
à Prinzip wechselnder Phasenzahlen (vgl. S. 60)
an Schnittpunkten der Geraden T = const., cB = const. mit Begrenzungslinien der Zustandsfelder ändert sich Zahl der Phasen stets um 1
[wenn ausgeschlossen:
bei T = const.: horizontale Begrenzungslinien, die als entartete 3-Phasen-Zustandsfelder einzustufen sind
bei cB = const.: Punkte auf Begrenzungslinien, in denen 4 Zustandsfelder aneinanderstoßen]
TSA
TSB
Ta
Tb
T T
Liquiduslinie
Soliduslinie
Schmelze
α-Mischkristall
cB in Masse-%
cA in Masse-%
1-Phasengebiet
2-Phasengebiet
1-Phasengebiet B
A
TSB
TSA
α + S
T = const à Temperaturschnitte
(Konoden) cB = const.
à Konzentrationsschnitte
Hebelgesetz
à liefert (für Legierung der Masse m mit der Legierungskonzentration c0 (Ma-%) bei jeder Temperatur T) die in den zweiphasigen Zustandsfeldern vorliegenden Massenanteile der beiden Phasen
T T T
A B t
Knicke
für cB = c0 gilt :
• T >Ta =TLi Schmelze
• T =Ta Bildung der ersten α-MK, cB =cα
• T =T* Gleichgewicht zwischen α-MK mit cB =cα* und Schmelze mit cB =c*S
• T = =Te TSo Gleichgewicht zw. α-MK mit cB =c0 und Restschmelze mit cB =ce,
d.h. Restschmelze verarmt stark an A
Temp Masse der
α-MK
Konzentration cB der α-MK
Masse der Schmelze
Konzentration cB
der Schmelze
Ta mα =m ca m c0
T* mα cα* mα c*S
Te m
c0 mS =m c0
à quantitative Ermittlung der Massenanteile
Hebelgesetz: "Massen verhalten sich wie zugehörige Längen (bzw. Konzentrationen)"
cB ,
TS A
,
TS B
T*
Ta
T*
Te
S+α
α
S
cα* c*S cE
c0
mα
mS
*
cS
cα* lα lα
Liquiduslinie Soliduslinie
Charakteristische Zustandsdiagramme binärer Legierungen (vgl. S. 61 ff)
TYP I à A & B sowohl in flüssigem und festem Zustand nicht ineinander löslich
z.B.: Fe, Pb es gelte: TS A, <TS B,
T T
A B
A, B
S S : flüssige Komponenten von A bzw. B ,
A B: feste Komponenten von A bzw. B
TYP III à A & B im flüssigen Zustand vollkommen, im festen Zustand nicht löslich z.B.: Bi, Cd, Ag, Si es gelte: TS A, <TS B,
T T
A B
S + A S + B
A + B
• alle Legierungen schließen die Erstarrung mit der eutektischen Reaktion ab bei T =Teu S→ +A B
• eutektische Zusammensetzung: Legierung mit der niedrigsten Schmelztemperatur
• bei T =Teu: Übergang von einer flüssigen in zwei feste Phasen
0 (100% )
cB = A 0<cB <ceu c=ceu
T T T
t t t
P = 1
P = 1 P = 2
Haltepunkt P = 1
P = 2
P = 2 P = 3
Knickpunkt P = 1
P = 2 P = 3
( 2) SA+B P=
( 2)
A B
S +S P=
( 2)
A B+ P=
,
TS A
,
TS B
auf Konoden
(waagerechte Linien)
à P = 3
ceu ,
TS A
Teu
,
TS B
Soliduslinie = Eutektikade
auf der Konode:
*
3
( , , ) 0
T Teu ist P
S A B F
= =
⇒ =
,
TS A
TLi
TSo
Teu
Typ V à A & B im flüssigen Zustand vollkommen, im festen Zustand beidseitig beschränkt löslich (eutektische Reaktion)
z.B.: Blei-Antimon es gelte: TS A, <TS B,
T T
A B
S
α: A-reicher MK
β : B-reicher MK ,max
cα : max. Löslichkeit von B in A
cβ,max: max. Löslichkeit von A in B
für alle Legierungen mit cα,max <cB <cβ,max endet die Erstarrung mit der eutektischen Reaktion: S→ +α β Typ IX à Zustandsdiagramme mit Umwandlungen im festen Zustand
z.B.: Fe, Ni; Ti, Al; Zr, V es gelte: TS A, <TS B,
T T
A B
,
TS A TS B,
Teu
S+α S+β
α β+
α β
cβ,max
ceu
cα,max
,
Tu A ,
TS A
α
,
Tu B ,
TS B
cα,max ceu cβ,max
β α β+
γ α+
γ β+ γ
S+γ S
eutektischer Punkt
bei höheren Temp Typ VII
bei niedrigeren Temp Typ V
Bsp.: mit folgenden Merkmalen
• im flüssigen Zustand: vollständige Löslichkeit von A und B
• Erstarrung nach Typ VII
• A und B sollen bei Tu A, bzw. Tu B, umwandeln
• bei T <Tu A, und T <Tu B, beidseitig beschränkte Löslichkeit für A und B
• alle Legierungen mit cα,max <cB <cβ,max im festen Zustand eine Umwandlung gemäß
γ → +α β
"eutektoide Umwandlung"
P = 3 ( , , )α β γ → nonvariantes Gleichgewicht
Beispiele technisch wichtiger Legierungssysteme
Das metastabile System Fe, Fe3C (vgl. S. 67 ff)
à Grundlage für Beurteilung von Stählen
Phasenmäßige Betrachtung
• Beschränkung auf eisenreiche Seite bis zur intermediären Verbindung Fe3C
• Phasen: Schmelze S, δ−, γ −, α −Eisen, Fe3C (Zementit)
• nonvariante Gleichgewichte
peritektische Reaktion: δ + →S γ
eutektische Reaktion: S→ +γ F e C3
eutektoide Reaktion: γ → +α F e C3
• wichtige Temperaturen
1536 °C: Schmelztemperatur von Eisen =TS Fe,
1489 °C: peritektische Temperatur
1147 °C: eutektische Tempertaur
723 °C: eutektoide Temperatur
• wichtige Konzentrationen
0,02: max. Löslichkeit von C in α-Eisen 0,80: eutektoide C-Konzentration 2,10: max. Löslichkeit von C in γ-Eisen 4,30: eutektoide C-Konzentration 6,69: C-Konzentration für Fe3C
gefügemäßige Betrachtung (vgl. S. 71 ff)
à feste Phasen (nach vollständiger Erstarrung in den Zustandsfeldern bei bes t. Temperatur und C- Konzentrationen)bestimmen Gefüge der Legierungen
à für Gefügeausbildung maßgebend:
⇒ eutektische Reaktion bei Legierungen mit c>2,1Ma. %− C
[⇒ eutektoide Reaktion bei Legierungen mit c>0,02 Ma. %− C
⇒ Karb idbildung aus S, γ-Mk und α-Mk]
à weiter im Skript (Hebelgesetz, Diagramm, ...)
Eisenmodifikation α: krz γ: kfz
δ: krz
}
Allatropieorthorhombisch
(a0 ≠ ≠b0 c0; α β γ= = = °90 )
Sprachregelungen beim Arbeiten mit dem Fe, Fe3C-Diagramm (vgl. S. 77-78) à Legierungsbezeichnungen
• Fe, C-Legierungen mit C-Gehalten <2,1 Ma. %− ⇒ Kohlenstoffstähle untereutektoide Stähle 0,02<Ma. %− C<0,8
eutektoide Stähle Ma. %− C =0,8
übereutektoide Stähle 0,8<Ma. %− C<2,1
• Fe, C-Legierungen mit C-Gehalten ≥2,1 Ma. %− ⇒ weiße Gusseisen untereutektische weiße Gusseisen 2,1<Ma. %− C<4,3
eutektische weiße Gusseisen Ma. %− C=4,3
übereutektische weiße Gusseisen 4,3<Ma. %− C<6,69 à Bezeichnung bestimmter Grenzlinien des Zustandsdiagrammes
durch die auf ihnen liegenden Buchstaben à Lage aber von Versuchsbedingeungen abhängig ⇒ zusätzliche Festlegungen
• Grenzlinien bestimmter Temperatur ⇒ A (arrêter) à Art der Bestimmung durch Indizes
refroidir - abkühlen, chauffer - erwärmen, équilibre - Gleichgewicht
Austenitumwandlung unlegierter Stähle a) Langsame Abkühlung aus dem γ-Gebiet
• Fe, Fe3C-Diagramm
• wichtigste Reaktion - eutektoide Umwandlung bei 723 °C γ → +α F e C3 (Perlitreaktion)
• Merkmale
(1) heterogene Keimbildung an den Austenit-Grenzen
(2) diffusionsgesteuerter Wachstumsprozess von α-MK und Fe3C in γ-Körnern (3) extreme Unterschiede in C-Konzentration an Wachstumsfläche
Ausschnitt aus dem metastabilen Fe, Fe3C-Diagramm
T 911
723
0 0,8
untereutektoide eutektoide untereutektoide
Zusammensetzung
% M − C γ + Fe3C
α
α + γ
γ
b) Beschleunigte Abkühlung
• mit zunehmender Abkühlungsgeschwindigkeit:
zunehmend Abweichungen von Gleichgewichtsdiagramm à Einschränkung der C-Diffusion
T
0,02 0,8 2,1
• mit zunehmender Abkühlungsgeschwindigkeit:
Absenken der Gleichgewichtslinien à Verbreiterung des Perlitpunktes ⇒ v1 liefert fein- oder feinststreifigen Perlit = Baiseit
c) Rasche Abkühlung
• für v>vkrit tritt eine diffusionslose Umwandlung der γ-MK in "Martensit" auf [Martensit = Nichtgleichgewichtsphase von größter technischer Bedeutung à hohe Härte und Festigkeit]
1000
500
0,8 1,6
0
• metastabile Eisenmodifikation mit tetragonal-raumzentrierter Elementarwelle, die bei rascher Abkühlung (v>vkrit) auf T <Ms (Martensit - Starttemperatur) durch diffusionslose Umwandlung aus dem kfz γ-MK entsteht
• Ms: abh. vom C-Gehalt à Einfluß des C-Gehalts auf Ms und Mf (Martensit- Finischtemperatur)
% M− C α
α + γ
γ
v0
v1
v2
0 1 2
(v < <v v )
% M − C α-MK (Martensit)
γ-MK
[ ]
vkrit
Cs
°
T 500
20
0 0,5
Zeit-Temperatur-Umwandlungschaubilder (ZTU-Schaubilder) a) Isothermes ZTU-Schaubild
• Austenitisieren bei T > A3
• rasch abkühlen auf Tu (Umwandlungstemperatur)
• Halten bei Tu
• Beobachtung der Umwandlungsvorgänge
T
Zeit t
umgewandelter
Austenit-Anteil 100 %
97 %
3 %
0 % Beginn Ende der Umwandlung
Variation von Tu: T1< <T2 T3
⇒ Auftrag von Beginn und Ende der Umwandlung in T, log t - Diagramm
% M − C γ
Ms
Mf
Martensit M M + γ
% M − C tA tE
Tu
log t Tu = const
Beginn Ende
log t
100 %
0 % log t
bei mittleren T: größte Umwandlungsgeschwindigkeit Begründung:
Produkt aus Keimzahl u und Diffusionskoeffizient D (u D⋅ ) bestimmt die Umwandlungsgeschwindigkeit uγ !
T
Umwandlungsgeschwindigkeit
b) Kontinuierliches ZTU-Diagramm Arbeitsschritte
1. Austenitisieren bei T > A3
2. Abkühlen mit vorgegebenem T,t-Verlauf 3. Beobachtung der Gefügeentwicklung
4. Auftragen der Umwandlungstemperaturen für die verschiedenen Abkühlkuren über Ms
A3
T3 T2 T1 T
T2
umgewandelter
γ-Anteil T3
T1
D(T)
u(T)
( ) ( ) Uγ :u T ⋅D T
Bezeichnung von Stählen (1) Zahlen und Buchstaben à unlegierte Stähle
• Massenstähle [R St 42 -2], Qualitätsstähle [C 60], Edelstähle [Ck 60]
• vorgesetzte Buchstaben à bestimmte Zustände
o Abgussart à R beruhigt vergossen, RR besonders beruhigt vergossen, H halb beruhigt vergossen
o Vorgeschichte à K Kaltverformt, A Angelassen, N Normalgeglüht, V Vergütet
• Bsp: Allg. Baustähle (St 34), Kesselbleche (H I), Einsatzstähle (C 10) Vergütungsstähle (C 22), Werkzeugstähle (C 125 W)
à niedriglegierte Stähle (Edelstähle, Qualitätsstähle)
• Fe-C-Legierungen, mit Begleitelementen und definierten Zusätzen an Legierungselementen, Gesamtanteil < 5 Ma.-%
• 100-facher C-Gehalt als Zahl vor Symbol von anteilsmäßig stärkstem gezielt zugesetztem Legierungselement
• Schluß: mit Bestimmtem Faktor multiplizierter %-Satz von Legierungszusätzen o 100 à C, N, P, S, Ce
o 10 à Al, Cu, Mo, Ti, V, B. Be, Ta, Zr, Nb, Pb o 4 à Cr, Co, Mn, Ni, Si, W
• Bsp: Einsatzstähle (20 MoCr 4), Vergütungsstähle (34 CrNiMo 6), Schraubenstähle (24 CrMo 5), Automatenstähle (9 SMnPb 2 3), Federstähle (58 CrV 4),
Werkzeugstähle (115 CrV 3) à hochlegierte Stähle (Edelstähle)
• Fe-C-Legierungen, mit Begleitelementen und definierten Zusätzen an Legierungselementen, Gesamtanteil > 5 Ma.-%
• X und 100facher C-Gehalt von anteilsmäßig stärkstem Element
• Schluß: gerundete Prozentsätze der Legierungszusätze
• abweichend: Schnellarbeitsstähle à S mit nachfolgender Angabe der Legierungselemente Wolfram, Molybdän, Vanadium, Kobalt in Ma.-%
• Bsp: Nichtrostende Stähle (X 20 Cr 13), Hitzebeständige Stähle (X 20 CrNiSi 25 4), Werkzeugstähle (X 210 CrW 12)
à Stahlguss
• Vorsetzen der Buchstaben GS- bzw. G-
• Bsp: GS - 60, GS - C25, G - X 15 CrNiSi 2520 (2) Werkstoffnummern
• 7-stellig ⇒ Werkstoff- Hauptgruppe - Sortenummer - Anhängezahlen Aluminium-Basis-Werkstoffe
wichtige Eigenschaften
• geringe Dichte
• gute elektrische, thermische Leitfähigkeit
• gute chemische Beständigkeit
• gute Verarbeitbarkeit, gute Oberflächenbehandelbarkeit
Aushärtung von Aluminium
Bsp.: Al-Cu-Leg. à S. 119 (neu)
• Erzeugung festigkeitssteigender Ausscheidungszustände bei Legierungen die mit sinkender Temperatur abnehmende Löslichkeit eines Legierungselementes besitzen
• Arbeitsschritte
o Lösungsglühen bei erhöhter Temperatur ⇒ Erzeugung eines homogenen Mischkristalls
o Abschrecken auf RT ⇒ Erzeugung eines übersättigten, isolierten Mischkristalls mit eingefrorenen Leerstellen
o Auslagern bei RT (= Kaltaushärtung) oder bei erhöhter T (= Warmaushärtung)
⇒ Erzeugung metastabiler Ausscheidungszustände bis hin zum Gleichgewichtszustand
⇒ strukturelle Veränderungen der Ausscheidungen führen zu Härteänderungen Bsp.: TA =140°C à Härteisotherme
log t HV
Vickers-Härte
GP = Gernier- Preston GP I
GP II
Werkstoffprüfung und mechanische Kennwerte
Zugversuch
• wichtigster und grundlegendster Versuch der zerstörenden Werkstoffprüfung
• mechanische Kennwerte
• quasistatische, einachsige Belastung Prinzip
• Zugbeanspruchung eines Stabes mit i.a. konstanter Querhauptgeschwindigkeit
Q
v dL
= dt in einer Zugprüfmaschine
• Ermittlung des F− ∆ −Lt Zusammenhanges
totale Längenänderung [mm]
Kraft [N]
⇒ Nennspannung: ²
0
[Nmm ]
n
F MPa
σ = S =
⇒ Totaldehnung: 0
0
[...], : 100%
t
L L L oft
ε = − ⋅
α′−MK
Θ′ Θ
Fm
a) Totale - Elastische - Plastische Dehnung für σn <Res (in Längsrichtung)
0 0
n
t e
L L
L E E
σ ε = =ε − =σ ≈
e
E σ
ε
= ∆
∆ Elastizitätsmodul
⇒ Hooke' sches Gesetz: σ ε= ⋅e E
elastische = vollkommen reversible Dehnung für σn >Res
0 0
n
t e p p p
L L
L E E
σ ε ε ε= + = − =σ +ε ≈ +ε
plastische = irreversible Dehnung b) Zugfestigkeit Rm und Bruchdeckung A
Rm = Werkstoffwiderstand gegen beginnende Einschnürung = ,max max
0 n
F σ = S
nach Erreichen von Rm: Nennspannungsabfall wegen einsetzender "Brucheinschnürung"
A = Bruchdehnung
= Ag + Ae
= Gleichmaßdehnung Einschnürdehnung
= 0
0 B 100%
L L L− ⋅ c) Brucheinschnürung Z
= auf den Ausgangsquerschnitt S0 bezogene Verkleinerung des eben gedachten Bruchquerschnitts SB gegenüber dem Ausgangsquerschnitt S0
0 0
B 100%
S S
Z S
= − ⋅
wichtig: z≈0 spröder WS (z.B. gehärtet) z klein verformungsarmer WS z groß duktiler WS
Typen von Verfestigungskurven vgl. S. 125-126
à Typ I : stetiger Übergang von elastischem zu plastischem Dehnungsbereich, bei duktilen Werkstoffen (hochfester Stahl, Al-Leg.) und bei anderen Werkstoffen nach der Kaltverformung
à Typ III : ausgeprägte Streckgrenze (bei zunehmender Dehnung bleibt Spannung gleich oder fällt ab) und LÜDERS-Bereich
Bsp: Stähle mit niedrigem C- und N-Gehalt, die nicht kaltverformt wurden
à Typ V : mit extrem reduziertem elastisch-plastischem Dehnungsbereich Ae
Ag
εt
S0
SB
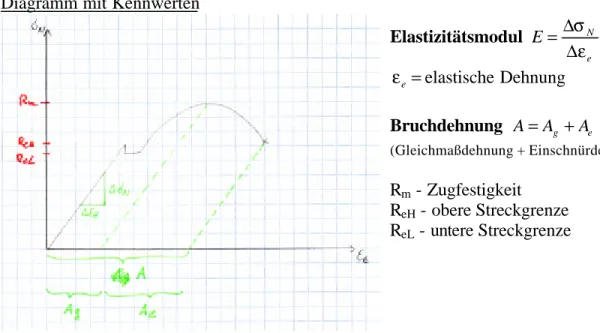
Diagramm mit Kennwerten
Elastizitätsmodul N
e
E σ
ε
=∆
∆ εe=elastische Dehnung Bruchdehnung A=Ag +Ae
(Gleichmaßdehnung + Einschnürdehnung)
Rm - Zugfestigkeit ReH - obere Streckgrenze ReL - untere Streckgrenze
Verfestigungsmechanismen à Versetzungsverfestigung
⇒ Gleitversetzungen müssen bei ihren Bewegungen Eigenspannungsfeld anderer Versetzungen überwinden à Bewirken Werkstoffwiderstand
à Korngrenzenverfestigung
⇒ Gleitversetzungen werden an Korngrenze aufgestaut, induzieren in Nachbarkörnern Gleitvorgänge à zusätzlicher Werkstoffwiderstand [ 1
RKG
: d ; d = mittlerer Korndurchmesser] à Mischkristallverfestigung
⇒ Gleitversetzungen müssen bei Bewegung in Gleitebene liegende, gelöste Fremdatome überwinden
à Teilchenverfestigung
⇒ Überwindung von Teilchen durch Schneiden bzw. Umgehen der Gleitversetzungen zw. einzelnen Teilchen in Gleitebene
à Orientierungsverfestigung
⇒ bei Verformung texturbehafteter Vielkristalle wird Orientierungsfaktor wirksam, weil nur best. Auswahl von Kornorientierungen vorliegt
⇒ "Additivität der Werkstoffwiederstände"
Härteprüfung
à wichtig, weil Härte proportional zu anderen WS-Widerstandsgrößen, z.B. Rm, Rw
a) Grundprinzip
Härte = Widerstand eines Werkstoffs gegen das Eindringen eines Diamanten oder martensitisch gehärteten Stahls
Eindringkörper F
Eindruckoberfläche
b) Arbeitsschritte
• Belasten
• Eindrücken ⇒ mehrachsige, elastisch-plastische Verformung
• Abheben
• Vermessung des Eindrucks hinsichtlich Oberfläche oder Tiefe:
•
Oberfläche Tiefe
Brinell-Härte Vickers-Härte Rockwell-Härte
(martensitisch gehärtete Stahlkugel)
(Diamantpyramide) (gehärtete Stahlkugel oder Diamant-Kugel)
HB HV HRB HRC
c) Kenngrößen der Härteprüfung
à Brinell Härte HB Kraft
Eindruckoberfläche
= (gehärtete Stahlkugel)
à Vickers-Härte HV Kraft
Eindruckoberfläche
= (Diamantpyramide)
à Rockwell- Härte HR bezogene Eindringtiefe Schwingende Beanspruchung
à S. 142
à technische Praxis ⇒ oft komplizierte Beanspruchung-Zeit-Funktion
• einfachste Antwort auf Frage nach dem Werkstoffverhalten unter zeitlich veränderlicher Beanspruchung liefern periodische Beanspruchungen mit konstanter Amplitude σa und konstanter Frequenz ν: à sog. Einstufenversuche, vgl. S. 142, Bild 1
zentrale Frage :
nach welcher Lastspielzahl N = NB (Bruchlastspielzahl) geht die Probe zu Bruch grundsätzlich:
a Rm NB
σ < ⇒ < ∞
⇒ statische Festigkeit ≠ zyklische Festigkeit à Werkstoffermüdung (engl. fatigue) Ermittlung von Wöhler-Kurven
Wöhler-Kurve à Zusammenhang zw. σa und NB
Bsp.: spannungsgeregelte Einstufenversuche Bruch tritt auf nach Zeit tB NB T NB
= ⋅ = ν Erwartung: σa(2)>σa(1) ⇒NB(2) <NB(1)
Auftragen von σa über NB (oder lg NB)
⇒ Spannungs-Wöhler-Kurven à S. 142, Bild 3, S. 143
F oder
M
t
Typ I Bsp.: ferritisch-perlitische Stähle Metalle mit krz-Gitterstruktur
Rw (=σw) = Werkstoffwiderstand gegen einsetzenden Ermüdungsdruck bei unendlich vielen Lastwechseln
= Wechselfestigkeit Typ II Bsp:: kfz-Metalle
austenitische Stähle
/107
Rw = Werkstoffwiderstand gegen einsetzenden Ermüdungsdruck bei 107 Lastwechseln
Überlagerung von statischer und zyklischer Beanspruchung
• bisher: σ( )t =σa⋅sin(2πνT)
• wichtig für Praxis: σ( )t =σm+σa⋅sin(2πνT)
a) Terminologie vgl. S. 143 es gilt:
2
o u
a
σ =σ σ− Spannungsamplitude
2
o u
m
σ σ
σ = + Mittelspannung
u o
R σ
=σ Spannungsverhältnis
⇒ Beanspruchungsbereiche, vgl. S. 143 b) σm-Einfluß auf die Spannungswöhlerkurven
Bsp.: Typ I - Kurve
dauerfest ertragbare Spannungsamplitude wird für
m 0
σ ≠ als Dauerfestigkeit RD σm=0als Wechselfestigkeit Rw bezeichnet
Befund : anwachsendes σm verkleinert NB im Zeitfestigkeitsgebiet bzw. erniedrigt RD
Mittelspannung
NG
σa
NB
( 0)
D m
R σ < σm
m 0 σ <
m 0 σ =
m 0 σ >
σm
Rw
( 0)
D m
R σ >
Ursache :
Zugmittelspannungen fördern Rissausbreitung Druckmittelspannungen hemmen Rissausbildung
Erholung und Rekristallisation
à vgl. S: 168 ff (neu)
durch Kaltverformung:
höhere innere Energie durch Gitterbaufehler, z.B. erhöhte Versetzungsdichte à Werkstoff thermodynamisch im Ungleichgewicht
bei Erhöhung der Temperatur kann dieser Ungleichgewichtszustand abgebaut werden Prozesse:
a) Kristallerholung
• ohne Inkubationszeit, spontan
• Ausheilen von Leerstellen
• Amihilation von Versetzungen mit entgegensetztem Vorzeichen
(Versetzung ausgelöscht)
• Polygonigation (vgl. Bild 222, S. 169 neu)
Kleinwinkelkorngrenze
⇒ geringe Änderung der Zugfestigkeit und der Härte
stärkere Änderung der elektr. Leitfähigkeit (aufgrund besserer Messbarkeit) b) Rekristallisation
1. Ablauf der Rekristallisation
• bei weiterer Temperaturerhöhung: fast schlagartig völlige Gefügeumwandlung
• treibende Kraft: gespeicherte Energie der Aufgestauten Versetzungen, deren Dichte an den Korngrenzen besonders hoch ist
à Ablauf, vgl. Bild 223, S. 170 (neu)
• an den Stellen hoher Versetzungsdichte, also in der Regel an den Korngrenzen, beginnt die Keimbildung
• Bildung von versetzungsarmen bzw. versetzungsfreien Subkörnern
• ausgehend von den Keimen bildet sich die Kornstruktur völlig neu, ohne Rücksicht auf die vorliegende Struktur
• die neuen Kristallite wachsen bis sie auf andere, sich ebenfalls neu bildende Kristallite treffen = Entstehung und Wanderung von Großwinkelkorngrenzen
• Auslöschen von Leerstellen und Versetzungen infolge durch die Matrix wandernder Korngrenzen
• allgemeine Abnahme der Korngrenzflächen
à vgl. Bild 224 ⇒ Diffusionsgesteuerter Prozess, Einfluß von t, T
2. Einflussgrößen
à Verformungsgrad ϕ (Bild 226, S. 171 (neu)) höherer ϕ (größere plastische Verformung)
⇒ höhere Versetzungsdichte
⇒ größere Keimzahl
⇒ feinkörniges Gefüge nach der Rekristallisation
⇒ ϕkrit muss überschritten werden, sonst keine Rekristallisiation (i.d.R. 2 - 15 %) à Temperatur (Bild 228, 229, 231)
Mindesttemperatur = TR = Rekristallisationstemperatur abhängig von ϕ, t (Glühzeit)
TR↓ mit ϕ↑ und t↑ praktische Anwendung
Def.: Rekristallisationstemperatur
Temperatur, bei der die Rekristallisation nach einer Stunde abgeschlossen ist (bei hinreichend stark plastisch verformtem Werkstoff, εP >10%)
näherungsweise gilt für reine Metalle: (Bild 230)
0,4 ( , )
R S S R
T = ⋅T T in K
[Anm.: Klausur: "Warum bricht Blei nicht à weil bei RT schon kristallisiert"]
⇒ Zusammenfa ssung des Einflusses von T und ϕ (Bilder 232, 233)
⇒ "Rekristallisationsschaubild"
à Zeit
tI - Inkubationszeit, bei der die Rekristallisation bei geg. T und geg. ϕ einsetzt
d
t
Korngröße während Rekristallisation
Wachstum der neuen Körner
tI
3. Sekundärrekristallisation (Bild 223)
unter bestimmten Bedingungen (z.B. sehr hohe T, sehr hoher ϕ) können einzelne Körner auf Kosten ihrer Umgebung (kleinere Körner) wachsen
Triebkraft: Verringerung der in den Korngrenzen gespeicherten Energie
⇒ neues Gefüge besitzt neue Textur
⇒ Anisotropie der Eigenschaften
Anwendung z.B. bei Transformatorblechen, sonst meist unerwünscht 4. technologische Bedeutung der Rekristallisation
• Spannungsabbau (durch Verringerung von Defekten, Eigenspannungen)
• Entfestigung
• Änderung der Korngröße, Änderung der Orientierung (Textur)
• durch Warmumformung (oberhalb TR) erhebliche Verformungsmöglichkeit
Kf - Formänderungsfestigkeit
Kaltumformung (< TR)
(Geschwindigkeit v1 < v2)
Anwendungsbeispiele
• Schmieden
• Warmwalzen mit best. Geschwindigkeit so, dass Rekristallisation während Umformung abläuft
Kombination mit Wärmebehandlung = thermomechanische Behandlung
= Verformung + Rekristallisation + Wärmebehandlung
Werkstoffe der Elektrotechnik
Leiterwerkstoffe à Alu, Kupfer, Silber, Gold
Kontaktwerkstoffe à Reine Metalle (Cu, Ag, Au, Pd, Ru, Rh, Pt, ...) & Leg.
Widerstandswerkstoffe à Eisen, Manganin, Nickelin, Konstantan, kristalline Glanzkohle, ChromNickel, Zinnoxid
Widerstandswerkstoffe (S. 169 ff)
• hoher spezifischer elektrischer Widerstand
• Supraleiter à Isolatoren 10−24Ω ≤ ≤m ρ 1016Ωm man unterscheidet
à Messwiderstände
à veränderbare Widerstände
⇒ Steuer- und Regeltechnik
meist niedrig belastet, hohe Korrosionsbeständigkeit, meist Cu-Legierungen à Heizleiterwerkstoffe
Ziel: Umwandlung elektrischer in thermische Energie
• hoher spezifischer elektrischer Widerstand
• hoher Schmelzpunkt
• hohe Warmfestigkeit
⇒ Korrosions- und Zunderbeständigkeit
z.B. Legierungen mir Cr/Al bilden Schmelzschichten (Cr2O3 oder Al2O3) à Dehnungsmessstreifen
Längenänderung eines metallischen Drahtes und bei Verformung auftretende Verschiebung innerhalb der Elementarze lle verursachen Widerstandsänderung
R l
K K
R l ε
∆ = ⋅∆ = ⋅ K = Maß für Empfindlichkeit des DMS WS ⇒ Präzisionswiderstände, wichtig: kleiner Temperaturkoeffizient à meist Konstantan Cu Mn Ni 55 44 1 oder Manganin Cu Mn Ni 84 12 2 Temperaturempfindliche Werkstoffe à vgl. S. 172 - 175
à Widerstandsthermometer
Nutzung der linearen T-Abhängigkeit des spez. elektr. Widerstands einiger Metalle und Legierungen
à Thermoelemente
Nutzung des Seebeck-Effekts
⇒ Ladungsträger diffundieren vom heißen zum kalten Ende eines Leiters à bei unterschiedlichen Leitern à Thermospannung:
⇒ Verlöten der Drähte an der Messstelle, freie Enden auf definierter Temperatur (Vergleichsstelle, z.B. Eiswasser)